Изобретение относится к технологическому оборудованию для производства электрорадиоэлементов,- в частно.сти, для изготовления проволочных резисторов с аксиальными выводами.
Известно устройство для намотки проволочных резисторов, состоящее й:з установленных на станине передней и задней бабок, каретки с раскладчиком и смоточного устройства 1.
Однако при работе на этой устройстве все операции выполняются вручную за исключением операции намотки и возврата каретки в исходное положение.
Наиболее близким к предлагаемому, по технической сущности является устройство для изготовления проволочных резисторов с -аксиальными., выводами, содержащее механиЪм крепления заготовок , выполненный в виде соосно расположенных и подвижных в осевом направлении цанговых механизмов, каретку раскладки, совершаиощую возвратно-поступательное движение, с установленными на ней раскладчиком проволоки, механизмом закрепления проволоки на колпачках резисторов и механизмом захвата и отвода конца проволоки С2.
Однако известное устройство также не полностью автоматизирует весь цикл производства резистивных элементов, а именно, операции по установке заготовок в механизм крепления и съему намотанных изделий производятся вручную, чем снижается его произ- водительность.
По существующему технологическому
10 процессу изготовления проволочных ре- ; зисторов с аксиальными выводами для исключения загрязнения и шаржирования керамики заготовки на операции намотки и сварки передаются партиями в
15 кассетах.
Цель изобретения - повышение производительности.
. Указанная цель достигается тем., что устройство, для изготовления про20волочных резисторов с аксиальными выводами, содержащее установленный на каретке раскладчик проволоки с механизмами крерления заготовок с .оправками, закрепления проволоки на заго25товке и отвода конца проволоки от заготовки, снабжено дополнительной кареткой, установленной с возможностью перемещения перпендикулярно к первой, и двумя размещенными один под другим
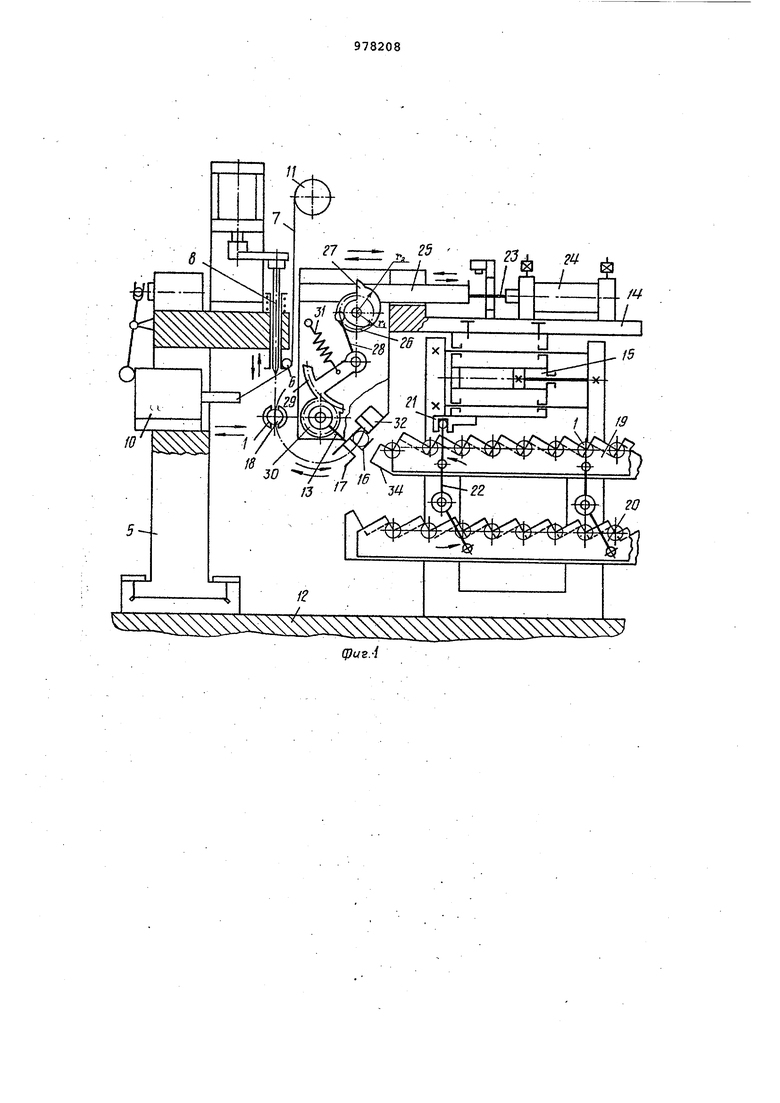
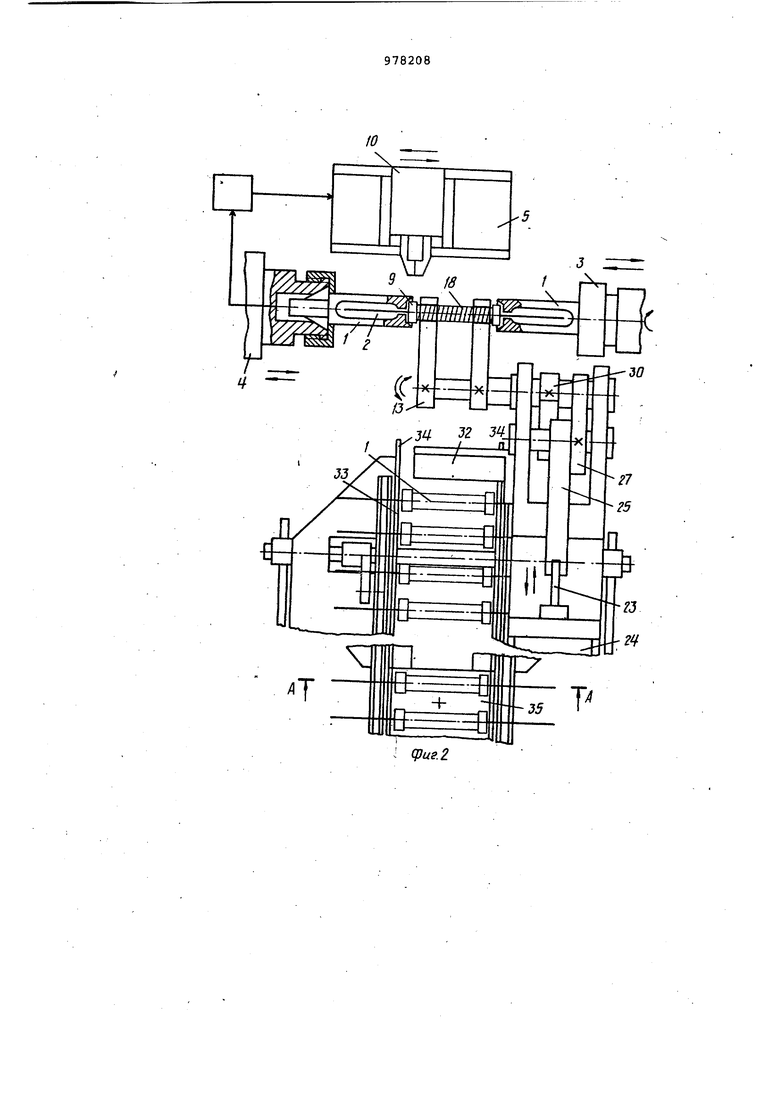
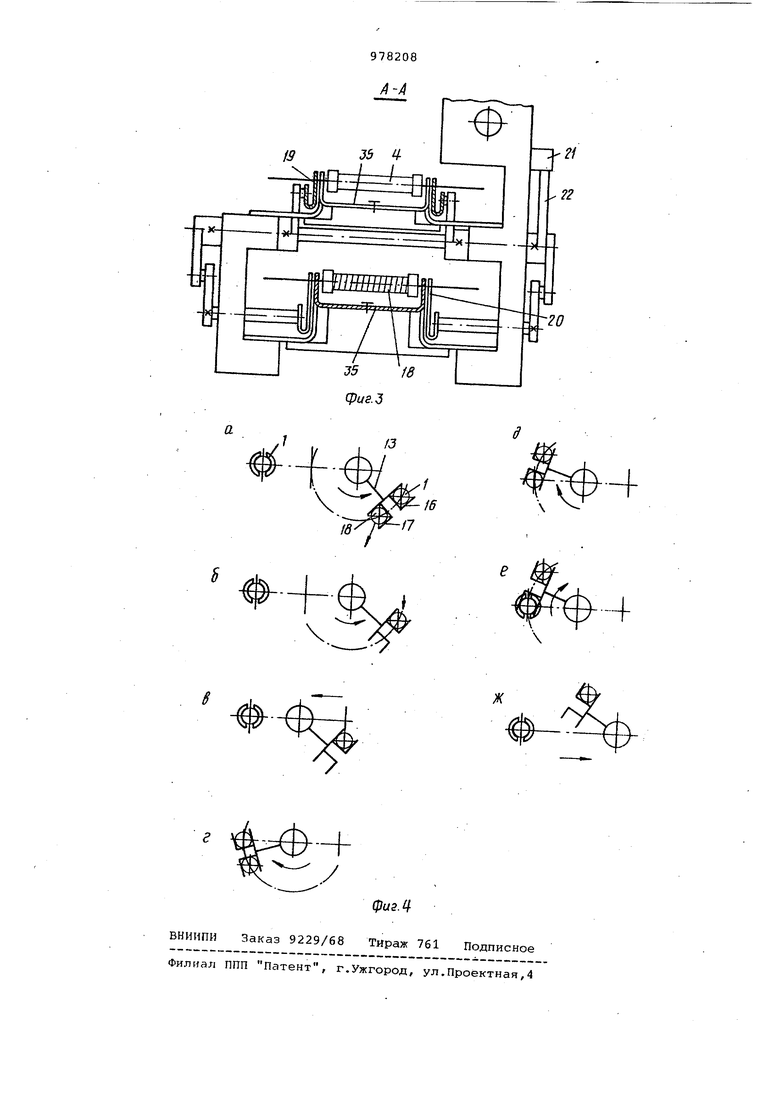
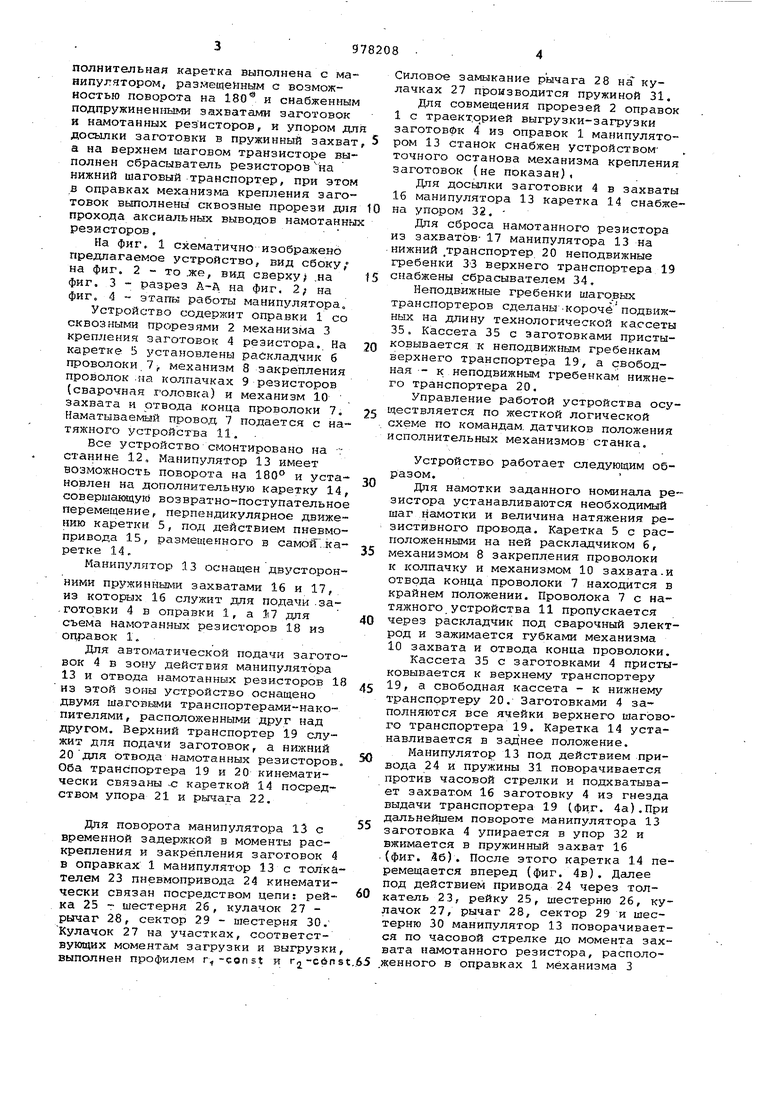
30 шаговыми транспортерами, причем дополнительная каретка выполнена с манипулятором, размещенным с возможностью поворота на 180 и снабженным подпружиненными захватами заготовок и намотанных резисторов, и упором дл досылки заготовки в пружинный захват а на верхнем шаговом транзисторе выполнен сбрасыватель резисторов на нижний шаговый транспортер, при этом в оправках механизма крепления заготовок вьотолнены сквозные прорези для прохода аксиальных выводов намотаннгл резисторов, На фиг. 1 схематично изображено предлагаемое устройство, вид сбоку,на фиг. 2 - то ,же, вид сверху; ,на фиг. 3 - разрез на фиг, 2; на фиг. этапы работы манипулятора. Устройство содержит оправки 1 со сквозными прорезями 2 механизма 3 крепления заготовок 4 резистора. На каретке 5 установлены раскладчик б проволоки 7;, механизм 8 закрепления проволок .-па колпачках 9 резисторов (сварочная .толовка) и механизм 10 захвата и отвода конца проволоки 7. {{аматываемый провод 7 подается с на- тяжного устройства 11. . Все устройство смонтировано на -.станине 12, Манипулятор 13 имеет возможность поворота на 180 и установлен на дополнительную каретку 14, совершающую возвратно-поступательное перемещение, перпендикулярное движе нию каретки 5, под действием пневмопривода 15, размещенного в самоС..каретке 14, Манипулятор 13 оснаьден двусторонними пружинными захватами 16 и 17,, из которых 16 служит для подачи .за.готовки 4 в оправки 1, а Ь7 дпя съема намотанных резисторов 18 из оцравок 1. Для автоматической подачи заготовок 4 в зону действия манипулятора 13 и отвода намотанных резисторов 18 из ЭТО1Ч зоны устройство оснащено двумя шаговБ МИ транспортерами-накопителями, расположенными друг над другом. Верхний транспортер 19 служит Д7ТЯ подачи заготовок, а нижний 20для отвода намотанных резисторов Оба транспортера 19 и 20 кинематически связаны -С кареткой 14 посредством упора 21 и рычага 22. Для поворота манипулятора 13 с временной задержкой в моменты раскрепления и закрепления заготовок 4 в оправках 1 манипулятор 13 с толка телем 23 пневмопривода 24 кинематически связан посредством цепи: рей, ка 25 шестерня 26, кулачок 27 рычаг 28, сектор 29 - шестерня 30. Кулачок 27 на участках, соответствующих моментам загрузки и выгрузки выполнен профилем г,-const и r2-e6n иловое замыкание рычага 28 на куачках 27 производится пружиной 31. Для совмещения прорезей 2 оправок с траекторией выгрузки-загрузки аготовсйк 4 из оправок 1 манипулятоом 13 станок снабжен устройством очного останова механизма крепления аготовок {не показан). Для досылки заготовки 4 в захваты 6 манипулятора 13 каретка 14 снабжеа упором 32. Для сброса намотанного резистора з захватов- 17 манипулятора 13 на ижний транспортер, 20 неподвижные ребенки 33 верхнего транспортера 19 набжены сбрасывателем 34. Неподвижные гребенки шаговых ранспортеров сделаны -корочеподвижных на длину технологической кассеты 35. Кассета 35 с заготовками пристыовывается к неподвижным гребенкам ерхнего транспортера 19, а свободная -- к; неподвижным гребенкам нижнео транспортера 20. Управление работой устройства осуествляется по жесткой логической хеме по командам, датчиков положения сполнительных механизмов станка. Устройство работает следующим образом. Для намотки заданного номинала резистора устанавливаются необходимый шаг намотки и величина натяжения резистивного провода. Каретка 5 с расположенными на ней раскладчиком б, механизмом 8 закрепления проволоки к колпачку и механизмом 10 захвата.и отвода конца проволоки 7 находится в крайнем положении. Проволока 7 с натяжного устройства 11 пропускается через раскладчик под сварочный электрод и зажимается губками механизма 10 захвата и отвода конца проволоки. Кассета 35 с заготовками 4 пристыковывается к верхнеь-гу транспортеру 19, а свободная кассета - к нижнему транспортеру 20. Заготовками 4 заполняются все ячейки верхнего шагового транспортера 19. Каретка 14 устанавливается в заднее положение. Манипулятор 13 под действием привода 24 и пружины 31 поворачивается против часовой стрелки и подхватывает захватом 16 заготовку 4 из гнезда выдачи транспортера 19 (фи,г. 4а).При дальнейшем повороте манипулятора 13 заготовка 4 упирается в упор 32 и вжимается в пружинный захват 16 (фиг. .46). После этого каретка 14 перемещается вперед (фиг. 4в). Далее под действием привода 24 через толкатель 23, рейку 25, шестерню 26, кулачок 27, рычаг 28, сектор 29 и шестерню 30 манипулятор 13 поворачивается по часовой стрелке до момента захвата намотанного резистора, расположенного в оправках 1 механизма 3
Крепления заготовок, захватом 17.Затем поворот манипулятора 13 приостанавливается за счет участка кулачка 27, выполненного по радиусу г -const, а оправки 1 механизма 3 крепления заготовок расходятся и освобождают намотанный резистор 18 (фиг. 4г).
При дальнейшем повороте манипулятора 13 намотанный резистор 18,удерживаемый зажимом 17, выводится через прорези 2 из оправок 1 и на его место вводится заготовка 4. Поворот манипулятора снова приостанавливается за счет участка кулачка 27, выполненного по радиусу г -const, и оправки 1 сходятся, зажимая заготовку 4 (фиг. 4д). Затем манипулятор 13 поворачивается еще по часовой стрелке и захват 16 освобождается от заготовки 4 (фиг. 4е). Далее каретка 14 возвращается- в исходное положение, отводя намотанный резистора 18 из зоны намотки (фиг. 4ж).
Во время перемещения каретки 14 упор 21, воздействуя на рычаг 22, перемещает подвижные рейки шаговых транспортеров, осуществляя тем самый подачу заготовок из кассетеа 35 в зону загрузки и отвод из нее намотанных резисторов. После возвращения каретки 14 в /исходное положение производится автоматический цикл приварки резистивного провода 7 к колпачку 9 заготовки 4, удалецкя остатка провода, намотки провода и его приварки к второму колпачку 9 заготовки 4.
По окончании описанного цикла яамотки и сварки манипулятор 13 снова поворачивается против часовой стрелки, пружинный захват 16 свободно проходит между сбрасывателями 34 неподвижных гребенок 33 транспортера 19. Намотанный резистор, удерживаемый . пружинйым захватом 17, своими выводами наталкивается на сбрасыватель 34 и сбрасьгеается на нижний шаговый транспортер 20. Далее цикл првторя-ется.
Использование предлагаемого намоточного станка позволит полностью автоматизировать процесс произбодства резистивных элементов проволочных резисторов с аксиальными выводами, повысить производительность и применить многостаночное обслуживание.
to Формула изобретения
Устройство для изготовления проволочных резисторов с аксиальными выводами, содержащее установленный
15 на каретке раскладчик проволоки с механизмами крепления заготовок с оправками, закрепления проволоки на заготовке и отвода конца проволоки от заготовки, о -т л и ч а ю 20 щ е е с я тем, что,с целью повышения производительности, оно снабжено дополнительной кареткой, установленной с возможностью перемещения перпендикулярно к первой, и двумя
25 размещенными один под другим шаговыми транспортерами, причем дополнительная каретка выполнена с манипулятором, размещенным с возможностью поворота на 18.0° и снабженнкз подпружингенными захватами заготовок и намо30танных резисторов, и упором для досылки заготовки в П13ужинный захват, а на верхнем шаговом транспортере выполнен сбрасыватель резисторов на нижний шаговый транспортер, при этом
35 в оправках механизма крепления заготовок выполнены сквозные прорези для прохода аксиальных выводов намотанных резисторов.
40
Источники информации, принятые во внимание при экспертизе
9
1.Авторское свидетельство СССР
№ 266900, кл. Н 01 С 17/04, 18.12.68.
45
2.Авторское свидетельство СССР
558310, кл. Н 01 С 17/04, 18.12.73.
Cpus.-i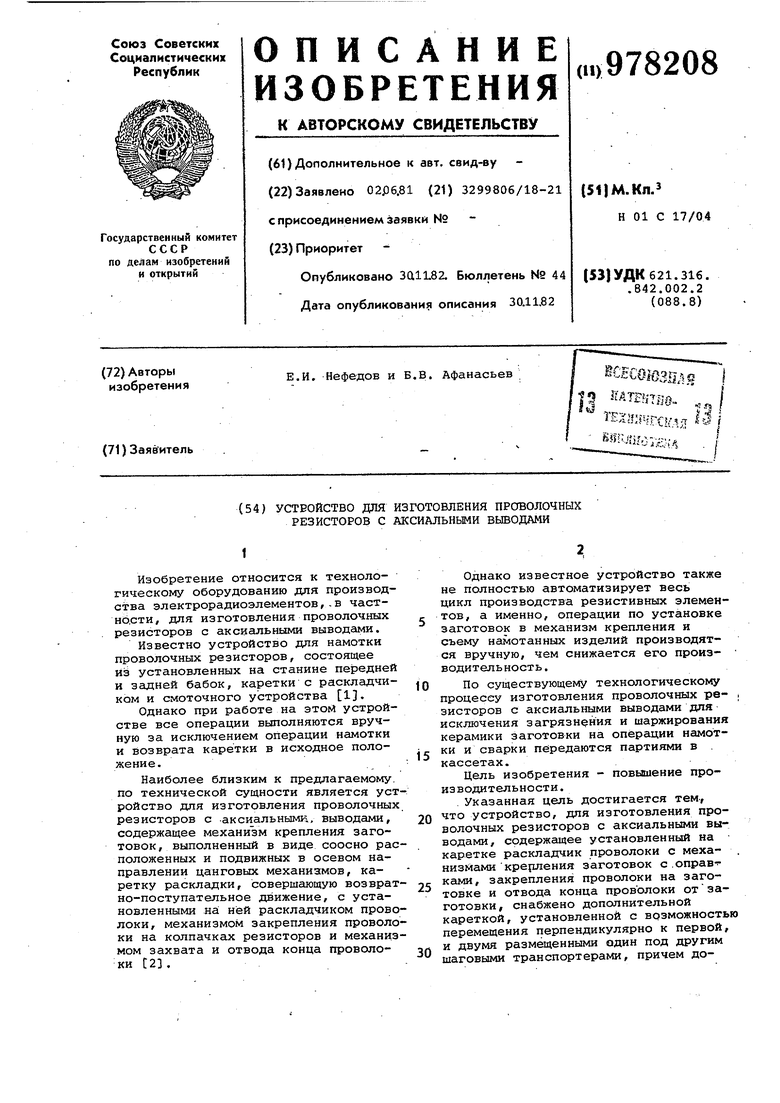
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1973 |
|
SU558310A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Автомат для изготовления электрических катушек | 1977 |
|
SU728175A1 |
| Устройство для управления приводом станка для намотки проволочных резисторов | 1974 |
|
SU627545A1 |
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для двусторонней приварки выводов к армированным заготовкам резисторов | 1986 |
|
SU1388235A1 |
| Устройство для изготовления резистивного элемента проволочного резистора | 1980 |
|
SU930396A1 |