ачи и съема заготовок и резисторов, механизм приварки проволоки к колпачкам рези
сторов снабжен узлами подачи биметаллической ленты к сварочным головкам. 7 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1973 |
|
SU558310A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| Автомат для намотки пленочных конденсаторов | 1961 |
|
SU143160A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Устройство для двусторонней приварки выводов к армированным заготовкам резисторов | 1986 |
|
SU1388235A1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| Устройство для двухсторонней приварки выводов к армированным заготовкам резисторов | 1988 |
|
SU1606291A1 |
| СТАНОК ДЛЯ НАВИВКИ, ИЗГОТОВЛЕНИЯ И ПРИВАРКИ К ТРУБАМ ТЕПЛООБМЕННИКОВ СПИРАЛЬНОГО ОРЕБРЕНИЯ | 1969 |
|
SU238050A1 |
Изобретение относится к технологическому оборудованию для производства электрорадиоэлементов, а именно для изготовления проволочных резисторов с аксиальными выводами. Цель изобретения - повышение качества изготовления резисторов - достигается путем повышения надежности сварного соединения проволока - колпачок резистора. В устройстве для изготовления проволочных резисторов с аксиальными выводами, содержащем механизм 1 крепления заготовок 2 с оправками 3. раскладчик 5 проволоки 6, механизм приварки проволоки к колпачкам 8 резисторов со сварочными головками, механизмы удаления концов проволоки и механизмы 10 для под9 ё
Изобретение относится к технологическому оборудованию для производства электрорадиоэлементов, а именно для изготовления проволочных резисторов с аксиальными выводами.
Цель изобретения - повышение качества изготовления резисторов достигается путем повышения надежности сварного соединения: проволока - колпачок резистора.
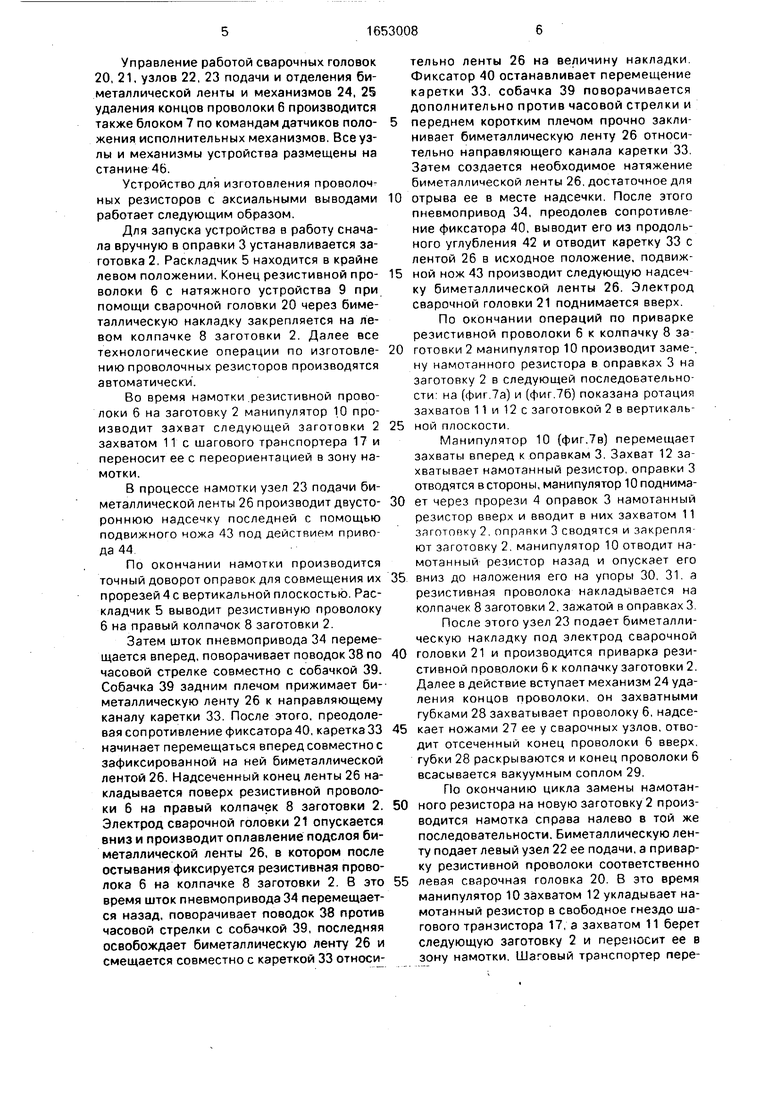
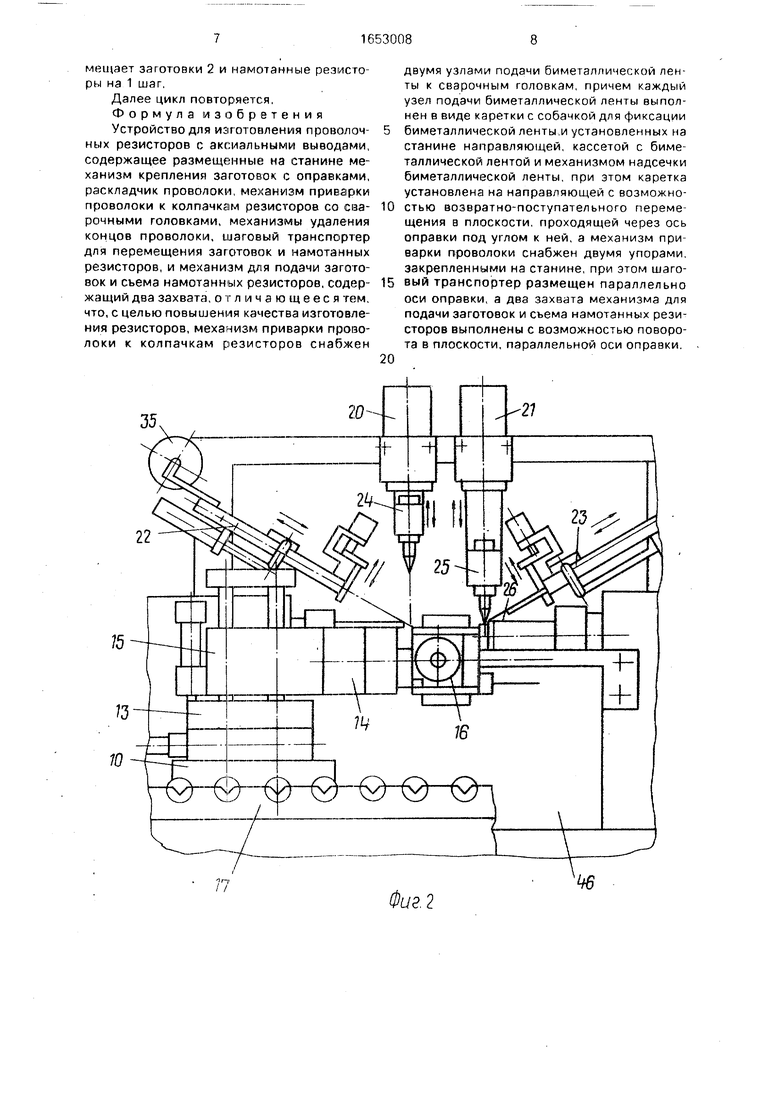
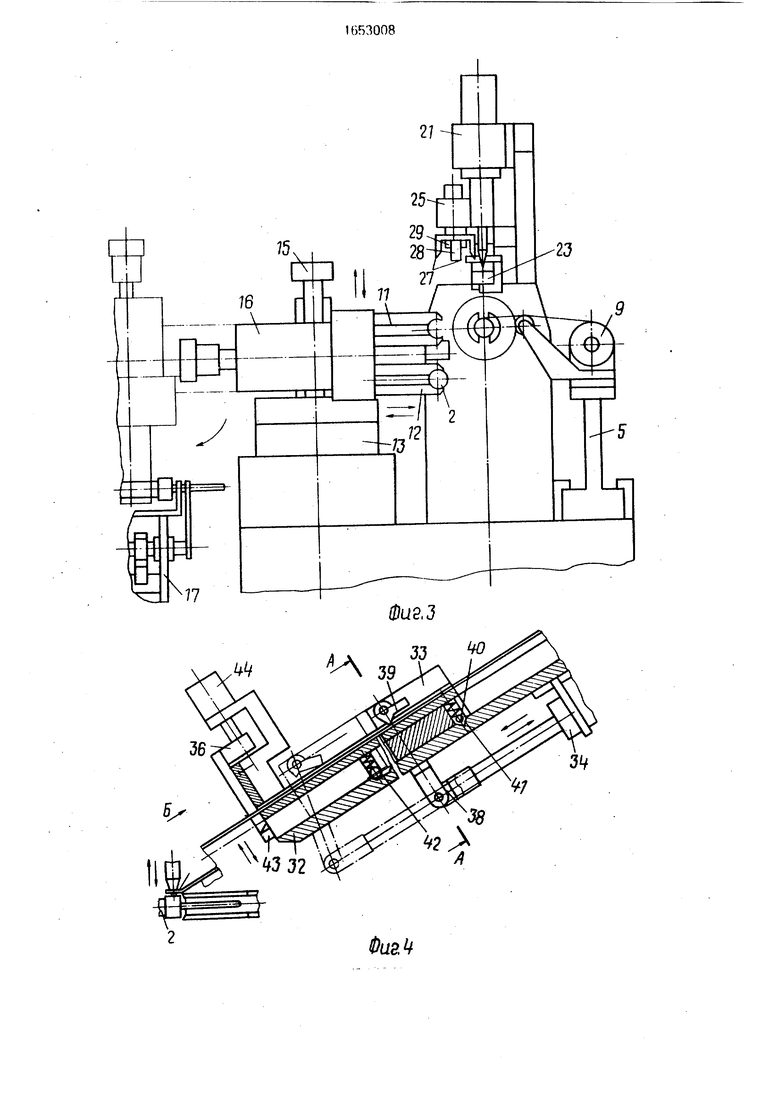
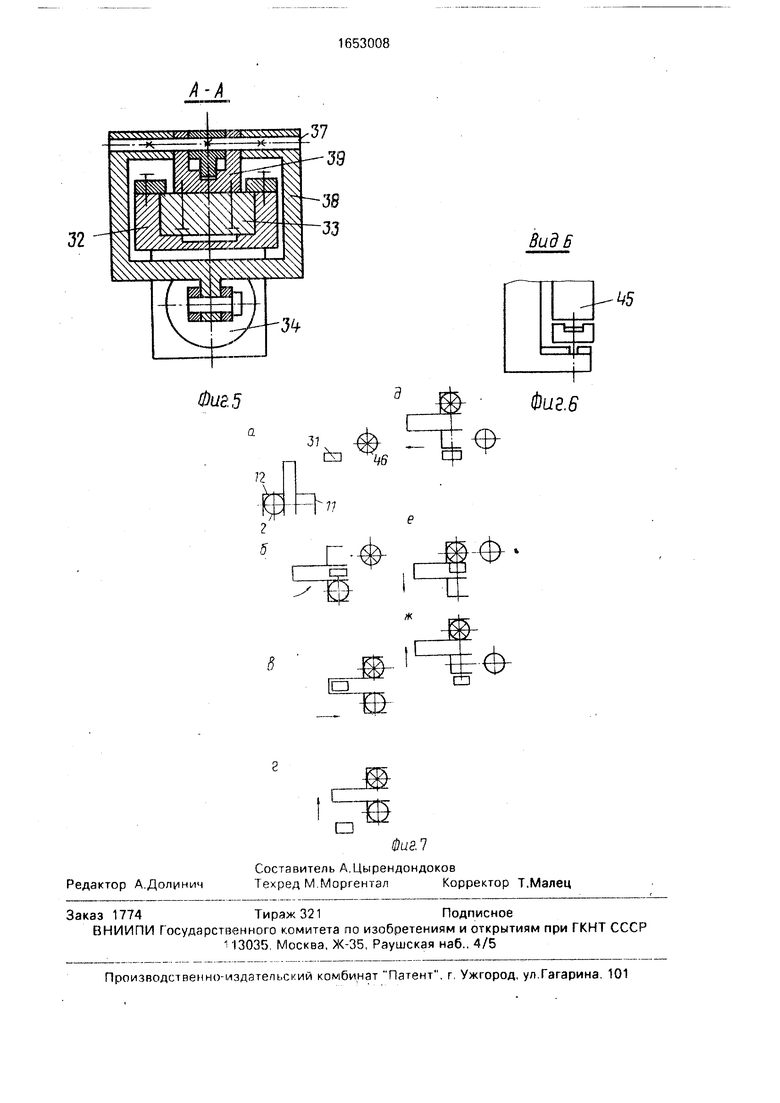
На фиг.1 изображено устройство для изготовления проволочных резисторов с аксиальными выводами, вид сверху; на фиг.2 устройство, вид спереди; на фиг.З - устройство, вид сбоку: на фиг.4 - узел подачи биметаллической ленты; на фиг.5 - сечение А - А на фиг.4; на фиг.6 - вид Б на фиг.4; на фиг.7 а-ж - этапы работы механизма для подачи заготовок и съема резисторов.
Устройство для изготовления проволочных резисторов с аксиальными выводами состоит из механизма 1 крепления заготовок 2, установленных в оправки 3 со сквозными прорезями 4 и раскладчика 5 проволоки 6. Механизм 1 связан с раскладчиком 5 посредством блока 7 управления, обеспечивающего согласование скорости вращения оправок 3 со скоростью перемещения раскладчика 5, точный останов вращения оправок 3 в конце намотки, доворот оправок до совмещения прорезей 4 с вертикальной плоскостью и ускоренное перемещение раскладчика для вывода ре- зистивной проволоки на колпачек 8 заготовки 2 в соответствии с заданной программой. Резистивная проволока 6 подается с натяжного устройства 9.
Перед намоточным станком стационарно установлен механизм 10 подачи заготовок и съема резисторов с пневматическими захватами 11, 12 (см.фиг.5). Механизм 10 (манипулятор) состоит из модуля 13 поворота на 90° в горизонтальной плоскости, модуля 14 ротации захватов 11. 12 на 90° в вертикальной плоскости, модуля 15 вертикального перемещения и головки 16 горизонтального перемещения.
Вдоль намоточного станка параллельно оправкам крепления заготовок смонтирован шагопый транспортер 17. посредством которого осуществляется связь предложенного yctf1 йс.тп-ч с автоматом (чпмирования заготорог 2 и v 4 iHORKoi i наисг. на резисторы после намотки органо-силикатного покрытия.
На кронштейне, закрепленном на корпусах 18, 19 механизма крепления заготовок 2, попарно и стационарно установлены идентичные сварочные головки 20 и 21 механизма приварки проволоки к колпачкам резисторов, узлы 22 и 23 подачи биметаллической ленты и механизмы 24 и 25 удаления
концов проволоки 6.
Для получения более качественного сварного узла резистивной проволоки 6 с колпачками 8 заготовки 2 под электроды сварочных головок 21, 20, подаются биметаллические накладки (см.фиг.2). получаемые из биметаллической ленты 26 с помощью узлов 22, 23 подачи ленты.
Механизм 24 и 25 удаления концов проволоки состоит из 2 подвижных ножей 27,
захватных губок 28 и вакуумного сопла 29. Для разгрузки захвата 11 манипулятора 10 в момент отделения концов проволоки на корпусах 18,19 установлены два стационарных упора 30, 31.
Устройство подачи биметаллической ленты 26 состоит из стационарной направляющей 32, установленной в вертикальной плоскости наклонно к оси вращения заготовки 2 (оси оправки), каретки 33, пневмопривода 34 ее перемещения, дисковой кассеты 35 с запасом биметаллической ленты 26 и механизм 36 надсечки последней.
На каретке 33 на оси 37 установлены качающийся поводок 38 и двуплечая собачка 39, жестко связанные между собой.
Пневмопривод 34 воздействует на каретку 33 через качающийся поводок 38.
Для гарантированного торможения каретки 33 в начале хода в прямом и обратном
направлениях на каретке 33 установлен подпружиненный шариковый фиксатор 40, а на направляющей 32 выполнены два фиксирующие углубления. Одно точечное углубление 41 выполнено в крайнем заднем
положении, а второе продольное углуЗле- ние 42 - в переднем.
Механизм 36 надсечки биметаллической ленты 26 выполнен в виде подвижного ножа 43. установленного на нижнем торце
направляющей 32. связанного с ним дополнительного пневмопривода 44 и стационарного ножа 45.
Управление работой сварочных головок 20. 21, узлов 22, 23 подачи и отделения биметаллической ленты и механизмов 24, 25 удаления концов проволоки 6 производится также блоком 7 по командам датчиков положения исполнительных механизмов. Все узлы и механизмы устройства размещены на станине 46.
Устройство для изготовления проволоч ных резисторов с аксиальными выводами работает следующим образом.
Для запуска устройства в работу сначала вручную в оправки 3 устанавливается заготовка 2. Раскладчик 5 находится в крайне левом положении. Конец резистивной проволоки 6 с натяжного устройства 9 при помощи сварочной головки 20 через биметаллическую накладку закрепляется на левом колпачке 8 заготовки 2. Далее все технологические операции по изготовлению проволочных резисторов производятся автоматически.
Во время намотки резистивной проволоки 6 на заготовку 2 манипулятор 10 производит захват следующей заготовки 2 захватом 11 с шагового транспортера 17 и переносит ее с переориентацией в зону намотки.
В процессе намотки узел 23 подачи биметаллической ленты 26 производит двустороннюю надсечку последней с помощью подвижного чожа 43 под действием приво да 44
По окончании намотки производится точный доворот оправок для совмещения их прорезей 4 с вертикальной плоскостью Раскладчик 5 выводит резистивную проволоку 6 на правый колпачок 8 заготовки 2.
Затем шток пневмопривода 34 перемещается вперед, поворачивает поводок 38 по часовой стрелке совместно с собачкой 39. Собачка 39 задним плечом прижимает биметаллическую ленту 26 к направляющему каналу каретки 33. После этого, преодолевая сопротивление фиксатора 40, каретка 33 начинает перемещаться вперед совместно с зафиксированной на ней биметаллической лентой 26. Надсеченный конец ленты 26 накладывается поверх резистивной проволоки 6 на правый колпачек 8 заготовки 2. Электрод сварочной головки 21 опускается вниз и производит оплавление подслоя биметаллической ленты 26, в котором после остывания фиксируется резистивная проволока 6 на колпачке 8 заготовки 2 В это время шток пневмопривода 34 перемещается назад, поворачивает поводок 38 против часовой стрелки с собачкой 39. последняя освобождает биметаллическую ленту 26 и смещается совместно с кареткой 33 относительно ленты 26 на величину накладки Фиксатор 40 останавливает перемещение каретки 33, собачка 39 поворачивается дополнительно против часовой стрелки и
переднем коротким плечом прочно заклинивает биметаллическую ленту 26 относительно направляющего канала каретки 33 Затем создается необходимое натяжение биметаллической ленты 26, достаточное для
0 отрыва ее в месте надсечки. После этого пневмопривод 34, преодолев сопротивление фиксатора 40, выводит его из продольного углубления 42 и отводит каретку 33 с лентой 26 в исходное положение, подвиж5 ной нож 43 производит следующую надсечку биметаллической ленты 26. Электрод сварочной головки 21 поднимается вверх.
По окончании операций по приварке резистивной проволоки 6 к колпачку 8 за0 готовки 2 манипулятор 10 производит заме-. ну намотанного резистора в оправках 3 на заготовку 2 в следующей последовательности на (фиг.7а) и (фиг 76) показана ротация захватов 11 и 12 с заготовкой 2 в вертикаль5 ной плоскости
Манипулятор 10 (фиг.7в) перемещает захваты вперед к оправкам 3. Захват 12 за хвэтывает намотанный резистор, оправки 3 отводятся в стороны, манипулятор 10 поднима0 ет через прорези 4 оправок 3 намотанный резистор вверх и вводит в них захватом 11 заготовку 2 опранки 3 сводятся и закрелля ют заготовку 2 манипулятор 10 отводит намотанный резистор назад и опускает его
5 вниз до наложения его на упоры 30 31 а резистивная проволока накладывается на колпачек 8 заготовки 2, зажатой в справках 3 После этого узел 23 подает биметаллическую накладку под электрод сварочной
0 головки 21 и производятся приварка резистивной проволоки 6 к колпачку заготовки 2. Далее в действие вступает механизм 24 удаления концов проволоки, он захватными губками 28 захватывает проволоку 6. надсе5 кает ножами 27 ее у сварочных узлов, отводит отсеченный конец проволоки 6 вверх губки 28 раскрываются и конец проволоки 6 всасывается вакуумным соплом 29.
По окончанию цикла замены намотан0 ного резистора на новую заготовку 2 производится намотка справа налево в той же последовательности. Биметаллическую ленту подает левый узел 22 ее подачи, а приварку резистивной проволоки соответственно
5 левая сварочная головка 20. В это время манипулятор 10 захватом 12 укладывает намотанный резистор в свободное гнездо шагового транзистора 17.а захватом 11 берет следующую заготовку 2 и переносит ее в зону намотки. Шаговый транспортер перемещает заготовки 2 и намотанные резисторы на 1 шаг.
Далее цикл повторяется, Формула изобретения Устройство для изготовления проволочных резисторов с аксиальными выводами, содержащее размещенные на станине механизм крепления заготовок с оправками, раскладчик проволоки, механизм приварки проволоки к колпачкам резисторов со сварочными головками, механизмы удаления концов проволоки, шаговый транспортер для перемещения заготовок и намотанных резисторов, и механизм для подачи заготовок и съема намотанных резисторов, содержащий два захвата, отличающееся тем, что, с целью повышения качества изготовления резисторов, механизм приварки проволоки к колпачкам резисторов снабжен
35
двумя узлами подачи биметаллической ленты к сварочным головкам, причем каждый узел подачи биметаллической ленты выполнен в виде каретки с собачкой для фиксации
биметаллической ленты.и установленных на станине направляющей, кассетой с биме таллической лентой и механизмом надсечки биметаллической ленты, при этом каретка установлена на направляющей с возможностью возвратно-поступательного перемещения в плоскости, проходящей через ось оправки под углом к ней, а механизм приварки проволоки снабжен двумя упорами. закрепленными на станине, при этом шаговый транспортер размещен параллельно оси оправки, а два захвата механизма для подачи заготовок и съема намотанных резисторов выполнены с возможностью поворота в плоскости, параллельной оси оправки.
Фиг, 2
к
Ь Щ
ГеПф
ЙОСП.УШ
32
Фиг 5
8udS
Ц5
Фиг. 6
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1973 |
|
SU558310A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
