(5) ПЛАНСУППОРТНАЯ ГОЛОВКА С ПРОГРАММНЫМ УПРАВЛЕНИЕМ
I
Изобретение относится к машиностроению, а именно к узлам металлоре хущих станков с программным управлением.
По основному авт.св. N° 772737 известна плансуппортная головка с программным управлением, содержащая корпус, в направляющих которого размещена каретка с механизмом зажима, и установленные за пределами плансуппортной головки датчик положения каретки, 1 инематически связанный со шпинделем станка, и дополнительный механизм зажима каретки связанный с последней кинематически с возможностью их взаимодействия при радиальной подаче р.
Недостатком известного устройства является то, что при переводе каретки в новое поло.хение устройство ЧПУ учитывает изменение информации от датчика положения в промежутке времени между включением и выключением дополнительного механизма зажима каретки, например электромагнитной муфты.
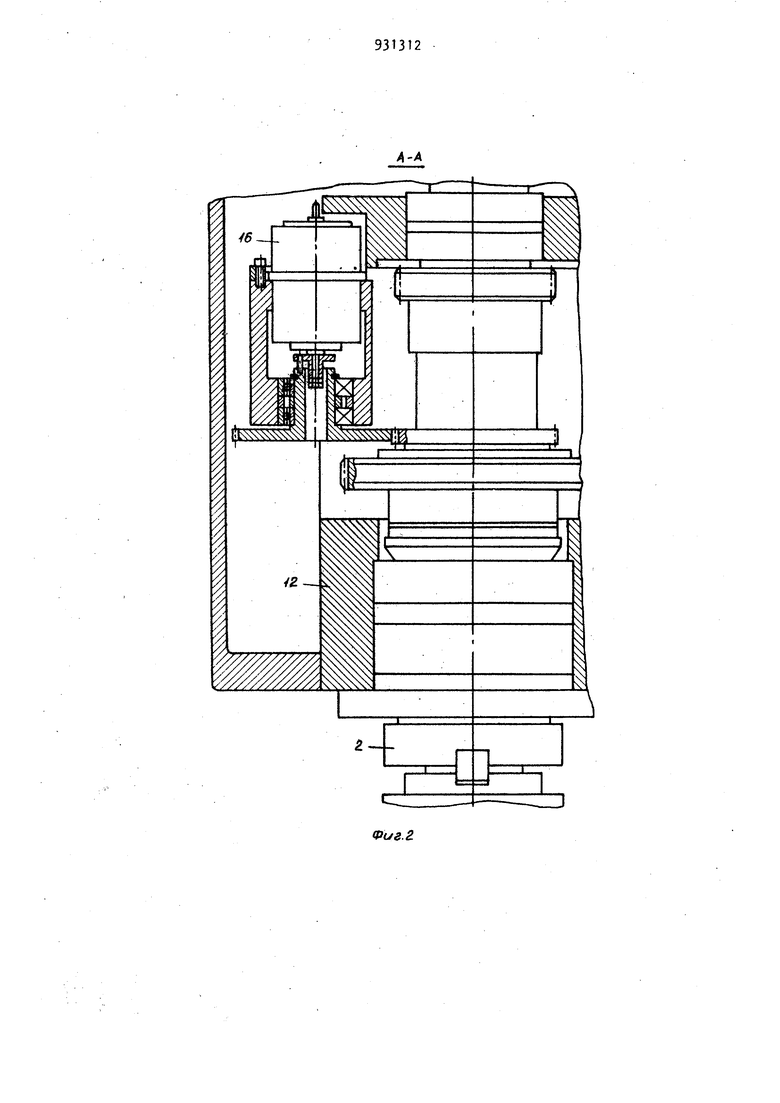
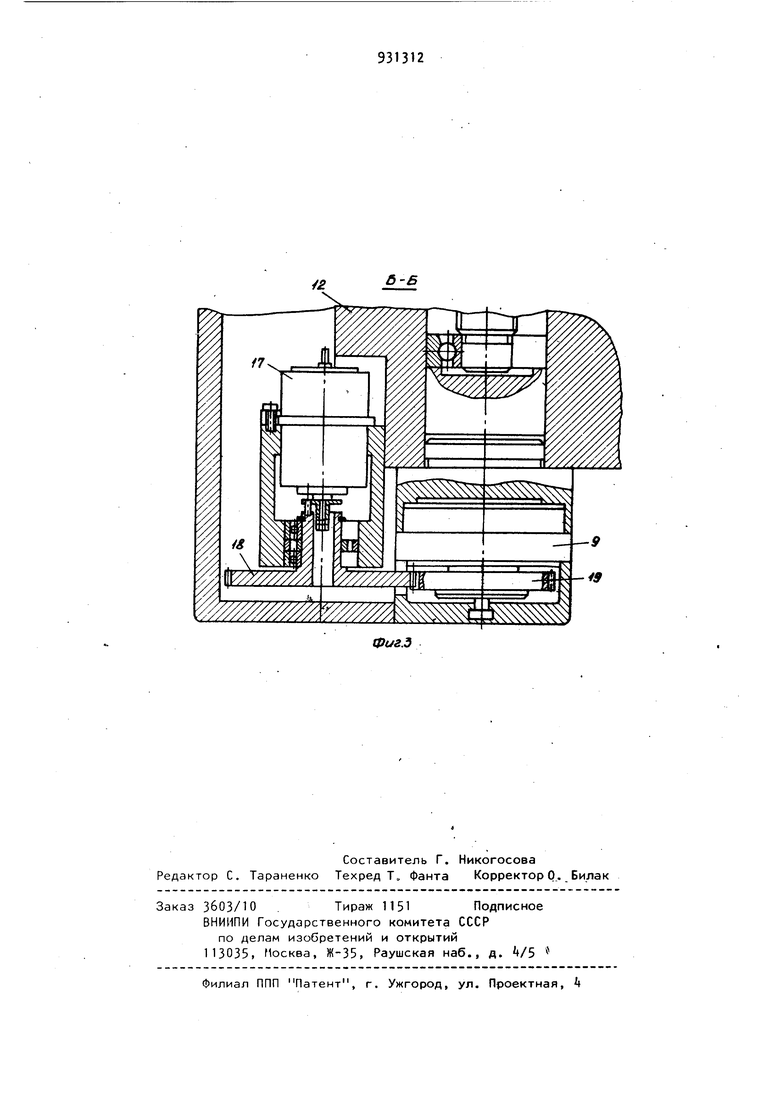
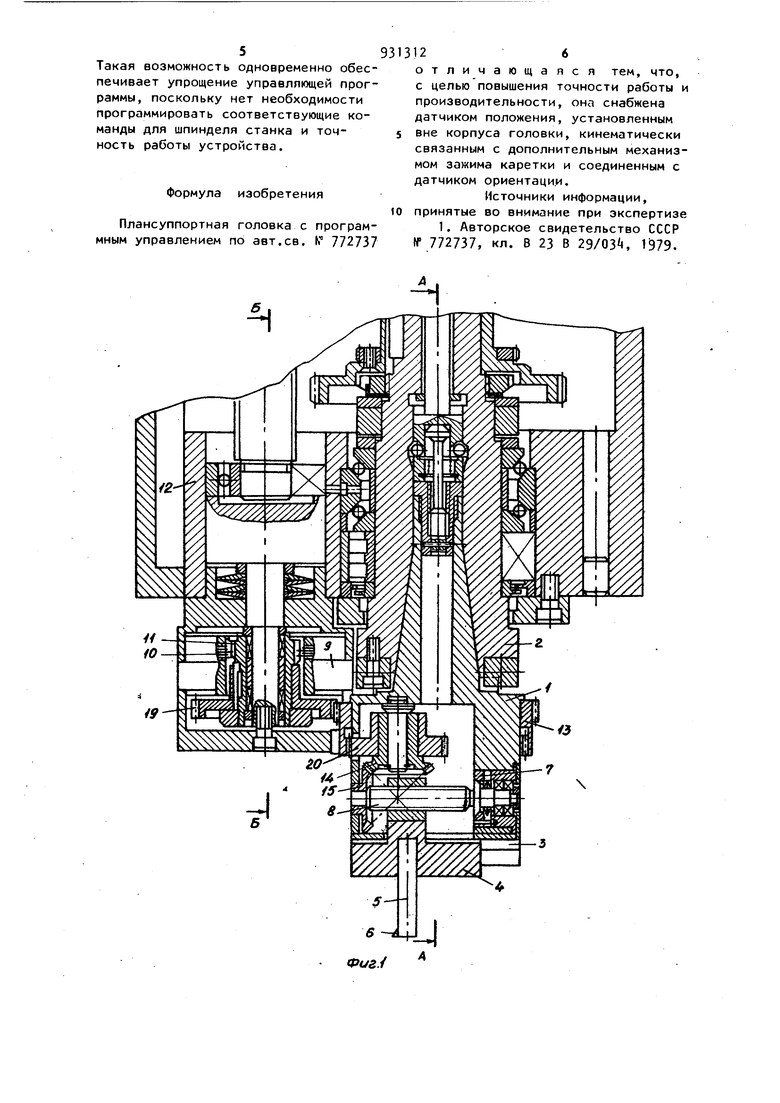
Во время переходного процесса, связанного с включением или выключением электромагнитной муфты, имеет место проскальзывание обоих механизмов, зажима. Продолжительность переходного процесса зависит от множества случайных факторов, например скорости вращения шпинделя, моментов инерции вращающихся деталей, наличия смазки между фрикционными дисками, вязкости и температуры смазки, неравномерности износа фрикционных дисков, и поэтому имеет весьма большой разброс. Таким образом, перевод каретки в новое поло хение при вращающемся шпинделе приводит к неточности отсчета ее координаты. Предварительная остановка шпинделя перед включением электромагнитной муфты и последующая остановка шпинделя при выключении муф 39 ты снижает производительность головки и точность работы устройства. Цель изобретения - повышение производительности и точности работы. .Указанная цель достигается тем, что плансуппортная головка снабжена датчиком положения, установленным вне корпуса головки, кинематически связанным с дополнительным механизмом зажима каретки и соединенным с датчиком ориентации. На фиг. 1 изображена плансуппортная -головка, разрез; на фиг. 2 - разрез А-А на фиг.1; на фиг, 3 - разрез Б-Б на фиг.1. Плансуппортная головка содержит корпус 1, установленный в шпинделе 2 станка, в направляюцих 3 корпуса 1 размещена каретка t, несущая борштангу 5 с разрезом 6. Механизм 7 з жима каретки k расположен на ходово винте 8, соединенным с кареткой пос редством гайки. Дополнительный механизм зажима, выполненный в виде электромагнитной муфты 9, содержит фрикционные диски 10, взаимодействующие со шлицевой втулкой 11, жест ко установлен на корпусе 12 шпиндел ной бабки и посредством блока шесте рен 13, и конических шестерен 1 и 15 связан с кареткой t. Датчик 16 ориентации шпинделя 2 установлен на корпусе 12 шпиндельной бабки и связан со шпинделем 2 станка зубчатой передачей. Датчик Г/ положения также установлен на корпусе 12 шпиндел ной бабки и связан с электромагнитной муфтой 9 зубчатой передачей 18, 13. Кроме того, датчик 17 положения связан с датчиком 16 ориентации в и формационно-логическую систему с во можностью передавать устройству ЧПУ информацию о разности показаний эти датчиков. Величины передаточных отношений кинематических церей, соединяющих каретку Ц с датчиками 16 и 17, равны между собой. Плансуппортная головка работает следующим образом. При отключенной электромагнитной муфте 9 каретка k зажата в определе ном положении. Вращение шпинделя станка сопровождается вращением обоих датчиков 16 и 17, которые поворачиваются на равные углы вследствие равенства величин, передаточных отношений со4ответствующих участков кинематических цепей. При этом разность показаний датчиков равна нулю. При переводе каретки М в новое положение управляющая Программа через устройство ЧПУ не показано).включает электромагнитную м-уфту 9. Якорь муфты прижимает фрикционные диски 10 к ее корпусу, при этом шлицевая втулка 11, шестерня 19, блок шестерен 13 и шестерня 18 зажимаются. Датчик 17 положения останавливается. Тормозной момент, созданный электромагнитной муфтой 9, больше тормозного момента, создаваемого механизмом зажима каретки k. Вращающийся от своего привода (не показан) шпиндель 2 вместе с корпусом 1 преодолевает тормозной момент механизма зажима каретки 4. Шестерня 20 обкатывается по внутреннему зубчатому венцу блока шестерён 13 и ходовой винт 8 получает вращение через конические шестерни И и 15. Осуществляется радиальная подача каретки Ц, При этомразница показаний датчиков равна .показаниям дат-, чика 16 ориентации, поскольку удатчик 17 положения неподвижен. Во время переходного процесса, пока тормозной момент электромагнитной муфты 9 еще не достиг своего номинального значения, имеет место проскальзывание обоих механизмов зажима. При этом угол поворота датчика 17 положения определяется углом поворота проскальзывающих фрикционных дисков 10 электромагнитной муфты 9. Соответствующая этому проскальзыЁанию информация, таким образом, учитывается датчиком 17 положения и вычитается из информации, передаваемой устройству ЧПУ датчиком 16 ориентации. Это дает возможность получать точную информацию о перемещениях каретки не только во время непрерывного вращения шпинделя,но и при случайном проскальзывании фрикционных дисков 10 во время рабочей радиальной подачи, например, при случайной перегрузке. Таким образом, повышение производительности плансуппортной головки обеспечивается за счет возможности включать радиальную подачу каретки в любой, произвольно выбранный момент времени, без предварительных и последующих остановок шпинделя. 5 Такая возможность одновременно обеспечивает упрощение управляющей программы, поскольку нет необходимости программировать соответствующие команды для шпинделя станка и точность работы устроГ1Ства. Формула изобретения Плансуппортная головка с программным управлением по авт.св. К° 772737 126 отличающаяся тем, что, с целью повышения точности работы и производительности, она снабжена датчиком положения, установленным вне корпуса головки, кинематически связанным с дополнительным механизмом зажима каретки и соединенным с датчиком ориентации. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №772737, кл. В 23 В 29/03, .
б-Б
Фиг.д
| название | год | авторы | номер документа |
|---|---|---|---|
| Плансуппортная головка с программным управлением | 1979 |
|
SU772737A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Расточная головка с автоматическим управлением размером обработки | 1987 |
|
SU1657281A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| ПЛАНСУППОРТНАЯ ГОЛОВКА | 1991 |
|
RU2009777C1 |
| ШПИНДЕЛЬНАЯ БАБКА МЕТАЛЛОРЕЖУЩЕГО СТАНКА С ТОРМОЗНЫМ УСТРОЙСТВОМ ШПИНДЕЛЯ | 1992 |
|
RU2035264C1 |
| Плансуппортная расточная головка | 1989 |
|
SU1748961A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| Одношпиндельный токарный автомат | 1979 |
|
SU917925A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |