(5) СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ СВАРНОЙ ПОЛОСЫ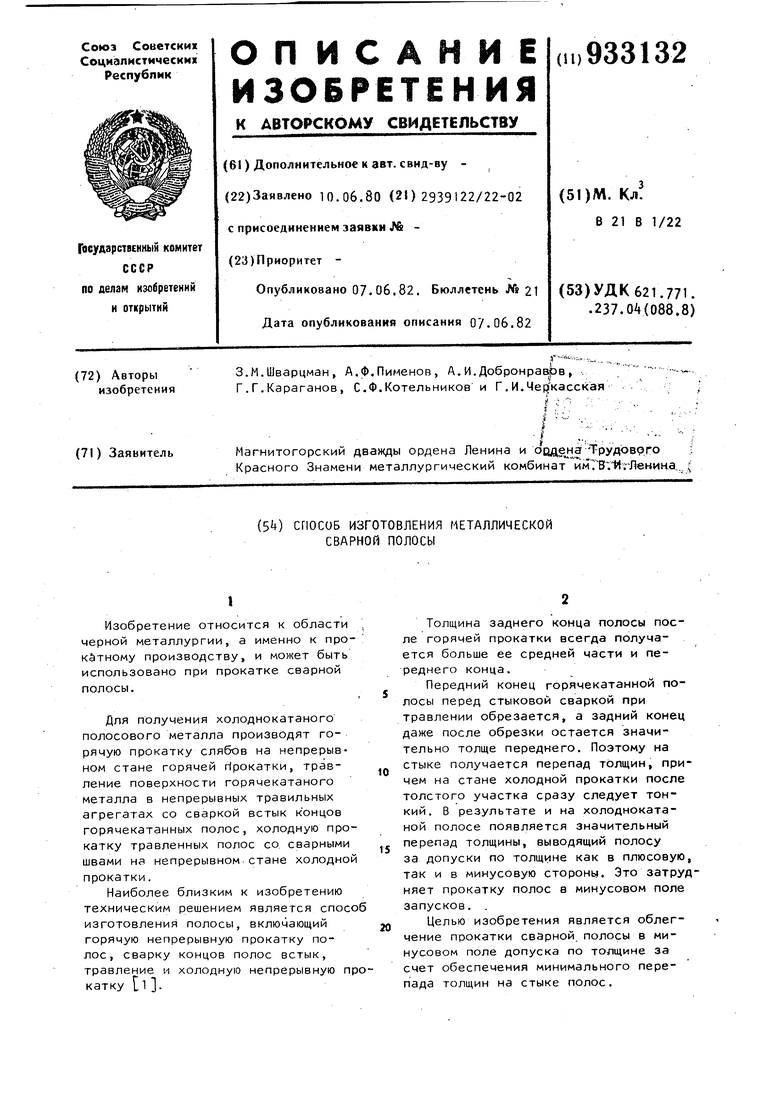
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднокатаных полос | 1990 |
|
SU1736649A1 |
| Способ производства труб | 1991 |
|
SU1790460A3 |
| СПОСОБ СВАРКИ ПОЛОС ПЕРЕД ХОЛОДНОЙ ПРОКАТКОЙ | 2007 |
|
RU2356660C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ СВАРНЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПРОИЗВЕДЕННЫЕ ТАКИМ ОБРАЗОМ | 2017 |
|
RU2709321C1 |
| Способ обработки сварного шва | 1975 |
|
SU536025A1 |
| Способ обработки сварного шва при получении подката для холоднокатаных листов | 1983 |
|
SU1348114A1 |
| Способ обработки сварного стыка | 1978 |
|
SU747899A1 |
| Способ подготовки подката для производства холоднокатаных полос | 1988 |
|
SU1551494A1 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| Способ обработки полосы из низкоуглеродистой стали | 1981 |
|
SU995925A1 |
I
Изобретение относится к области , черной металлургии, а именно к прокйтному производству, и может быть использовано при прокатке сварной полосы.
Для получения холоднокатаного полосового металла производят горячую прокатку слябов на непрерывном стане горячей г(рокатки, травление поверхности горячекатаного металла в непрерывных травильных агрегатах со сваркой встык концов горячекатанных полос, холодную прокатку травленных полос со сварными швами нэ непрерывном.стане холодной прокатки.
Наиболее близким к изобретению техническим решением является способ изготовления полосы, включающий горячую непрерывную прокатку полос, сварку концов полос встык, травление и холодную непрерывную прокатку lOТолщина заднего конца полосы после горячей прокатки всегда получается больше ее средней части и переднего конца.
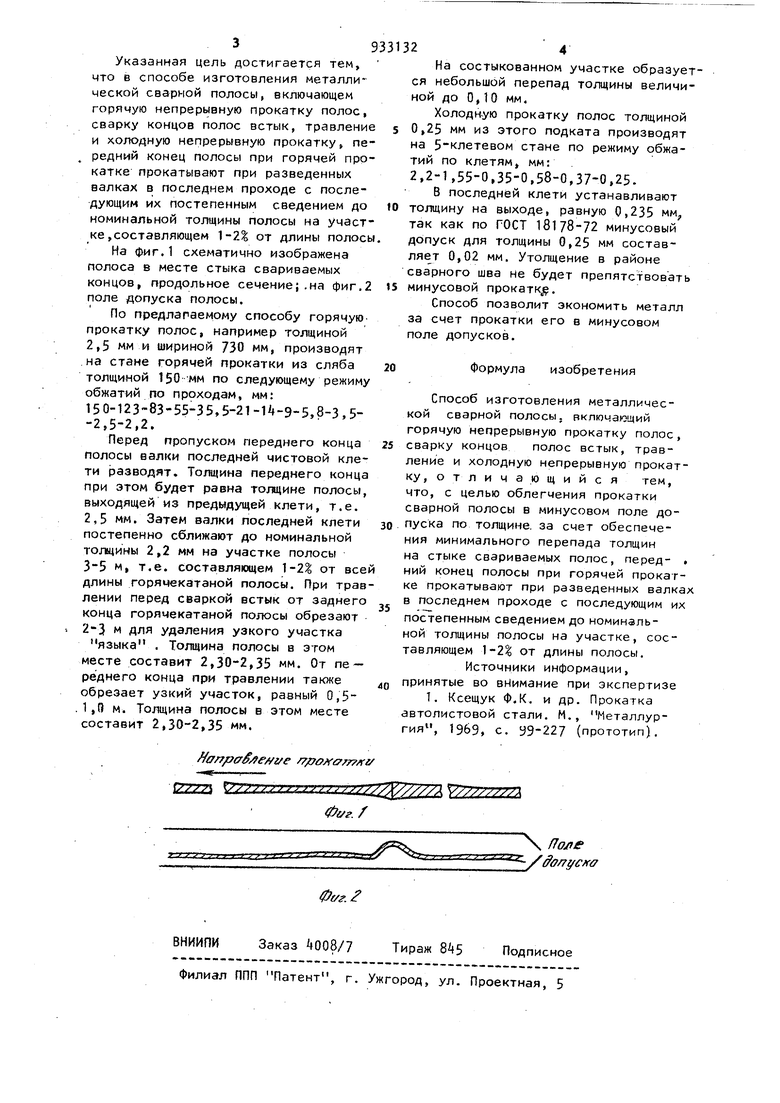
Передний конец горячекатанной полосы перед стыковой сваркой при травлении обрезается, а задний конец даже после обрезки остается значительно толще переднего. Поэтому на стыке получается перепад толщин, причем на стане холодной прокатки после толстого участка сразу следует тонкий. В результате и на холоднокатаной полосе появляется значительный перепад толщины, выводящий полосу за допуски по толщине как в плюсовую, так и в минусовую стороны. Это затрудняет прокатку полос в минусовом поле запусков. .
Целью изобретения является чение прокатки сварной, полосы в минусовом поле допуска по толщине за счет обеспечения минимального перепада толщин на стыке полос.
