Устройство для непрерывной намотки проволоки относится к области обработки металлов давлением, в частности к области производства порошковой проволоки волочением с намоткой ее на шпули.
Известно устройство для намотки непрерывной длины материала имеющего вращающийся стол с установленными на нем двумя основными шпулями, каждая из которых имеет с ней вспомогательную шпулю РJНедостатками данного устройства являются невозможность применения устройств вработе с прямоточными волочильными станами, так как в момент перевода проволоки на устройстве, со вспомогательной шпули на основную происходит резкое изменение скорости намотки (рывок), приводящее к обрыву проволоки; конструктивные особенности устройства (шпуль), не позволяют использовать часть проволоки, намотанной на вспомогательную шпулю; при доматывании проволоки на шпулю искажается форма мотка , так как укладку проволоки в этот период выполняет вспомогательная шпуля, подающая проволоку в одно определенное место основной шпули.
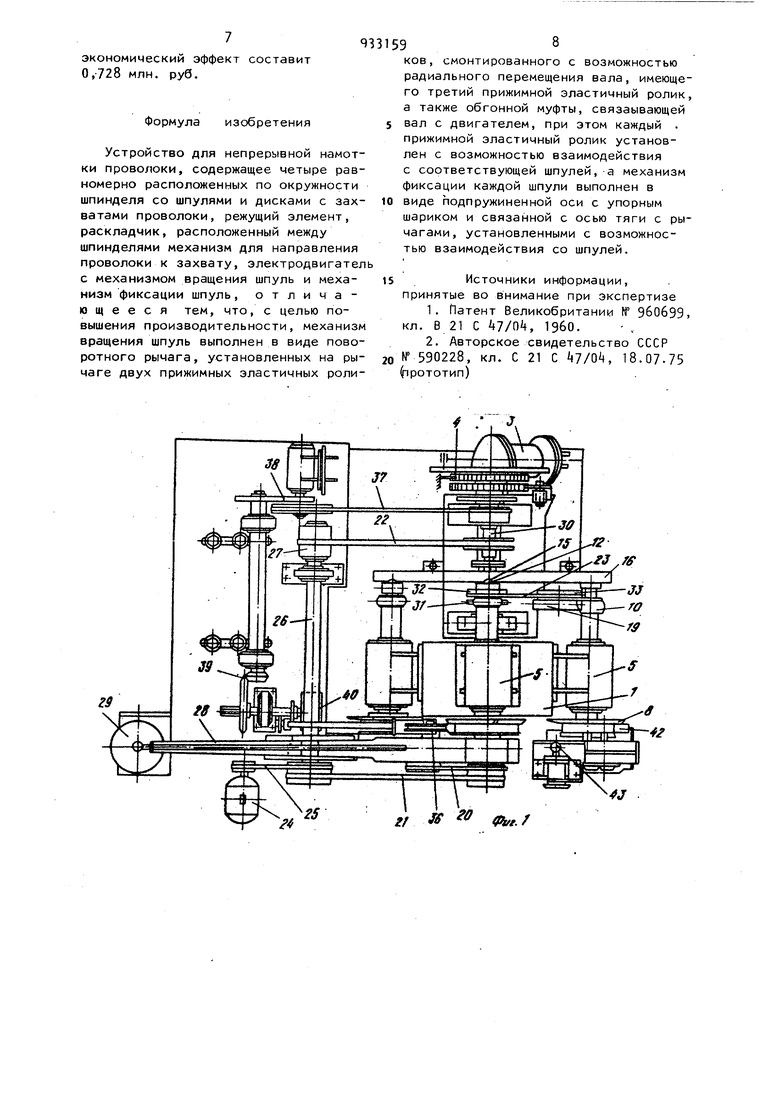
Известно также устройство для непрерывной намотки проволоки, содержащее четыре равномерно расположенных по окружности шпинделя со шпу10лями и дисками с захватами проволоки, режущий элемент, раскладчик, расположенный между шпинделями механизм для направления проволоки к захвату, электродвигатель с меха«5низмом вращения шпуль и механизм фиксации шпуль L2J.Недостатком этого устройства является то, что каждая шпуля работает от своего привода, что не обес20печивает надежную синхронизацию скоростей движения проволоки на волочильном стане и шпулях, а также при замене заполненной шпули пустой. Эта несогласованность скоростей приводит к ослаблениям и рывкам в натяжении проволоки при ее намотке и вызывает часУые ее срывы (к которым особенно чувствительна порошковая проволока), приводящие к оста новке всей линии и в конечном итоге к потере ее производительности. Целью изобретения является повышение производительности. Цель достигается тем, что в устройстве для непрерывной намотки про волоки, содержащем четыре равномерно расположенных по окружности шпин деля со шпулями и дисками с захвата ми проволоки, режущий элемент, раскладчик , расположенный между шпинделями механизм для направления проволоки к захвату, электродвигатель с механизмом привода вращения шпуль и механизм фиксации шпуль, ме ханизм привода вращения шпуль выпол нен в виде поворотного рычага, уста новленных на рычаге двух прижимных эластичных роликов, смонтированного с возможностью радиального перемеще ния вала, имеющего третий прижимной эластичный ролик, а также обгонной муфты, связывающей вал с двигателем при этом каждый прижимной эластичны ролик установлен с возможностью вза модействия с соответствующей шпулей а механизм фиксаций каждой шпули вы полнен в виде подпружиненной оси с упорным шариком и связанной с осью тяги с рычагами, установленными с возможностью взаимодействия со шпулей . На фиг. 1 представлено устройств для намотки, вид сверху; на фиг. 2 кинематическая схема; на фиг: 3 вид А на фиг. 2; на фиг. - сечение Б-Б на фиг. 2; на фиг. 5 узел захвата проволоки. Устройство для непрерывной намот ки проволоки с волочильного стана состоит из ротора 1 (фиг. 1 и 2), смонтированного на станине (не пока зана) с возможностью поворота на ва лу 2 пневмоцилиндром 3 через храповик kf четырех размещенных на роторе 1 шпинделей 5 на которых крепятся шпули 6 с автоматической их фиксацией на шпинделях. Шпиндель 5 состоит из полого вала 7 на одном конце которого установлены диск 8 с подпружиненным захватом 9 (см. фиг. 2 и 5) и шпуля 6, а на другом установлен ролик 10. Внутри вала 7 94 размещен механизм фиксации шпуль, выполненный в виде подпружиненной оси 11, на одном конце которой смон тирован упорный шарик 12, а на другом - тяги 13с рычагами 14, шарнирно соединенные с валом 7. Упорный шарик 12 упирается в канавку 15 стойки 16 (см. фиг. 1 , 2 и i) .Механизм привода шпуль (шпинделей) выполнен (см. фиг. 1 и 2) в виде трех прижимных эластичных роликов 17, 18 и 19, кинематически связанных между собой клиноременными передачами 20, 21, 22 и 23. Прижимные ролики связаны с двигателем 2k черезj клиноременную передачу 25. На валу 26 установлены обгонная муфта 27 и поворотный рычаг 28, на одном-конце которого расположены эластичные прижимные ролики 17 и 18, а на другом - пневмоцилиндр 29. Обгонная муфта 27 связана клиноременной передачей 22 с подпружиненным валом 30, на котором установлены жестко связанные между собой ролик 31 и шкив 32. Подпружиненный вал 30 связан через клиноременную передачу 23 с эластичным прижимным роликом 19, соединенным также жестко со шкивом 33. Корпуса подшипников подпружиненного вала 30 и вала с эластичным прижимным роликом 19 жестко связаны между собой раздвижной тягой 3 (см. фиг. 2 и 3)i При этом прижимной ролик 19 совместно со своим валом и тягой З, опирающейся на пружину 35 (см. фиг. 3) имеет возможность отклоняться вниз на определенный угол вокруг оси вала 30. На станине устройства также смонтированы роликовый проволокоукладчик (раскладчик) 36 (см. фиг. 1, 2 и 3 с приводом, состоящим из клиноременной передачи 37, зубчатых пар 38 и 39, профильного кулачка kQ и пружины Ц (см. фиг. 3); тормозные ролики Ц2, механизм k3 для направления проволоки на подпружиненный захват 9 (фиг. 1, 2 и 3) Предлагаемое устройство работает следующим образом. Передний конец проволоки с последнего (чистового) барабана волочильного стана (на фиг. не показано) укладывается в канаву роликового проволокоукладчика 36 и заправляется в подпружиненный захват 9 диска 8. С пуском в работу волочильного стана одновременно включается дви5гатель 2, электрическая схема которого облокирована со схемой работы стана. Вращающий момент от двигател 24 к рабочей шпуле 6 в положении 1 и к свободной шпуле в положении 1У передается с помощью клиноременных передачи 25, 21 и 20 и прижимных эластичных роликов 17 и 18, установ ленных на поворотном рычаге 28. В процессе заполнения шпули прижимной ролик 17 вместе с концом поворотного рычага 28 будет опускаться вниз. Одновременно будет опускаться прижимной ролик 18, находящийся на это же конце рычага, и, когда шпуля будет почти полная, ролик 18 начнет вращать пустую шпулю (см. фиг. 3) В период набора проволоки на раб чую шпулю производится отбор мощнос ти с другого конца шпинделя этой шпули для работы проволокоукладчика 36 через ролики 10 и 31, вал 30, клиноременную передачу 37, две пары шестерен 38 и 39, а также для вращения прижимного эластичного ролика 19 через те же ролики 10 и 31, вал 30 и клиноременную передачу 23. Привод проволокоукладчика 36 выполнен с возможностью изменения шага раскладки (для намотки проволоки различных диаметров) за счет применения сменных шестерен 38 и ЗЭВ момент заполнения проволокой рабочей шпули (положение 1) и разго на свободной шпули (положение IV) до рабочей скорости пневмоцилиндру 3 дается сигнал на поборот ротора 1 вокруг оси на 90°. . При работе ротора происходит еле дующее. Прижимной эластичный ролик 17 некоторое время сопровождает наполненную шпулю (при ее переходе в положение II), затем наступает мо-; мент, когда он выходит из зацепления с ней. Выходят также из зацепле ния между собой ролики 10 и 31- В этот же момент срабатывает обгонная муфта 27, кинематически связанная с валом 30 клиноременной передачей 22 и передачей 25 с двигателем 2k, обеспечивая снятие мощности на вал 30 и через него и через эластичный ролик 19 для вращения ролика 10 шпи деля со шпулей, а также для работы проволокоукладчика Зб через передач 37 (от вала 30) и две пары зубчатых передач 38 и 399В период поворота шпули с положения 1 до положения 11 зона контактирования приводящего шпулю ролика 10 с прижимным роликом 19 увеличен за счетподжатия пружиной 35 тяги с эластичным роликом 19В момент, когда наполненная шпуЛя находится почти в положении 11, а свободная ( разогнанная шпуля почти в положении 1, срабатывает механизм 43 для направления проволоки, который, перемещая.сь в направлении, перпендикулярном движений проволоки, заводит ее в захват 9 и к ножам (на фиг. Не показано), обеспечивая ее захват на свободную шпулю и рез. Наполненная шпуля в положении 11 останавливается тормозными роликами 42, после чего производится закрепление на шпуле конца проволоки. В этом положении ось 11 шпинделя под действием пружины сдвигается влево за счет скатывания по канавке 15 упорного шарика 12 (на левом конце оси шпинделя) в углубленную часть стойки 16, и шпуля освобождается от фиксации на шпинделе из-за поворота рычагбв 14 на тягах 13 (как показано на фиг. 2) Далее, при очередном повороте ротора 1, наполненная шпуля из положения II переводится в положение HI, где производится ее съем и установка новой пустой шпули. При очередном повороте шпинделя из положения III в положение 1У упорный шарик 12, вкатываясь по канавке 15 на выступающую поверхность стойки 1б, автоматически фиксирует положение шпули. Далее процесс повторяется. При существующей технологии производства порошковой проволоки, в том числе сплошной сварочной, съем проволоки производится либо в мотках массой 20-25 кг с чистового ба . рабана стана при.его остановке, либо . на катушки емкостью 1 т. В первом случае теряется производительность стана из-за его остановки, во втором - требуется отдельный многостаночный участок по перемотке проволоки с катушек в мотки (20-25 кг), годные для употребления при сварке. От внедрения предлагаемого,устройства за счет сокращения участка по перемотке проволоки и высвобождения рабочих только для цеха порошковой проволоки мощностью 30 тыс. т экономический эффект составит 0,728 млн. руб. Формула изобретения Устройство для непрерывной намотки проволоки, содержащее четыре равномерно расположенных по окружности шпинделя со шпулями и дисками с захватами проволоки, режущий элемент, раскладчик, расположенный между шпинделями механизм для направления проволоки к захвату, электродвигател с механизмом вращения шпуль и механизм фиксации шпуль, отличающееся тем, что, с целью повышения производительности, механизм вращения шпуль выполнен в виде поворотного рычага, установленных на рычаге двух прижимных эластичных ролиЯ4 /Ч г/ К 0 , / 2 ков, смонтированного с возможностью радиального перемещения вала, имеющего третий прижимной эластичный ролик, а также обгонной муфты, связаывающей вал с двигателем, при этом каждый . прижимной эластичный ролик установлен с возможностью взаимодействия с соответствующей шпулей, а механизм фиксации каждой шпули выполнен в виде подпружиненной оси с упорным шариком и связанной с осью тяги с рычагами, установленными с возможностью взаимодействия со шпулей. Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании № 9бОб99, кл. В 21 С 47/04, 1Э60. 2.Авторское свидетельство СССР 590228, кл. С 21 С 47/04, 18.07.75 (прототип) /
27
37438
39-Л
A
24
0yfJ

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для непрерывной намотки нитевидного материала на шпули | 1975 |
|
SU611843A1 |
| Устройство для укладки проволоки в мотки | 1984 |
|
SU1196065A1 |
| Станок для намотки длинномерного нитевидного материала | 1989 |
|
SU1641755A1 |
| Моталканепрерывной смотки | 1975 |
|
SU517348A1 |
| Моталка для непрерывной смотки проволоки | 1990 |
|
SU1733154A1 |
| Моталка непрерывного действия с вертикальными валами шпуль | 1990 |
|
SU1791052A1 |
| Моталка для непрерывной смотки,например,проволоки | 1968 |
|
SU270668A1 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
| Устройство для рядовой многослойной намотки электрических катушек микропроводом | 1973 |
|
SU603011A1 |
| Сновальная машина крестовой мотки | 1939 |
|
SU60656A1 |


