1
Устройство для формования перед увязкой большегрузных мотков относится к области обработки металлов давлением, в частности к производству горячекатанной проволоки.
Известно устройство для формования перед увязкой мотков, содержащее корпус, верхние прижимные лапы, шарнирно соединенные через рычаги с приводом (пневмоцилиндром) их переме щения и неподвижные нижние лапы для поддержания мотка lj.
К недостаткам этого устройства относится низкая плотность и качество формования мотка, так как сжатие витков происходит только в одной плоскости. При этом может обеспечиваться только гарантированная высота сжатого мотка без гарантии получения требуемого габарита по диаметру в. горизонтальной плоскости. Кроме того, при такой схеме формирования перемещение витков проволоки внутри мотка под действием сил сжатия за-.
труднено из-за возникновения сил трения скольжения между витками. Преодоление этих сил требует увеличения сил сжатия, что ведет к ухудшению поверхности проволоки и, следовательно, ухудшению ее качества.
Известно также устройство для формования перед увязкой большегрузных мотков, содержащее корпус, верхние лапы, нижние лапы, верхние и нижние нажимные элементы, привод перемещения лап, имеющий приводной ходовой винт с двумя участками резьбы и сопряженные с ними гайки, связанные с лапами 2 Однако в этом устройстве в первой фазе формовки мотка при свободном его поднятии гибкими элементами для собирания витков под действием собственного веса массы мотка не всегда достаточно для плотного прилегания витков в мотке друг к другу, что во второй фазе формовки ведет к увеличению усилия формовки для преодоления витками сил скольжения их друг относительно друга, а значит и к возможности повреждения поверхности проволоки из-за значительных сил трения между витками и нажимными элементами в процессе окончательного сжатия.
Целью изобретения являются повышение плотности прилегания витков и уменьшение усилия формовки.
Цель достигается тем, что устройство для формования перед увязкой большегрузных мотков, содержащее корпус, верхние лапы, нижние лапы, верхние и нижние нажимные элементы, привод перемещения лап, имеющий приводной ходовой винт с двумя участками резьбы и сопряженные с ними гайки, связанные с лапами, снабжено неподвижно закрепленным на корпусе сепаратором с шариками, нижний торец ходового винта выполнен с периодическими выступами и впадинами и установлен с возможностью взаимодействия с шариками.
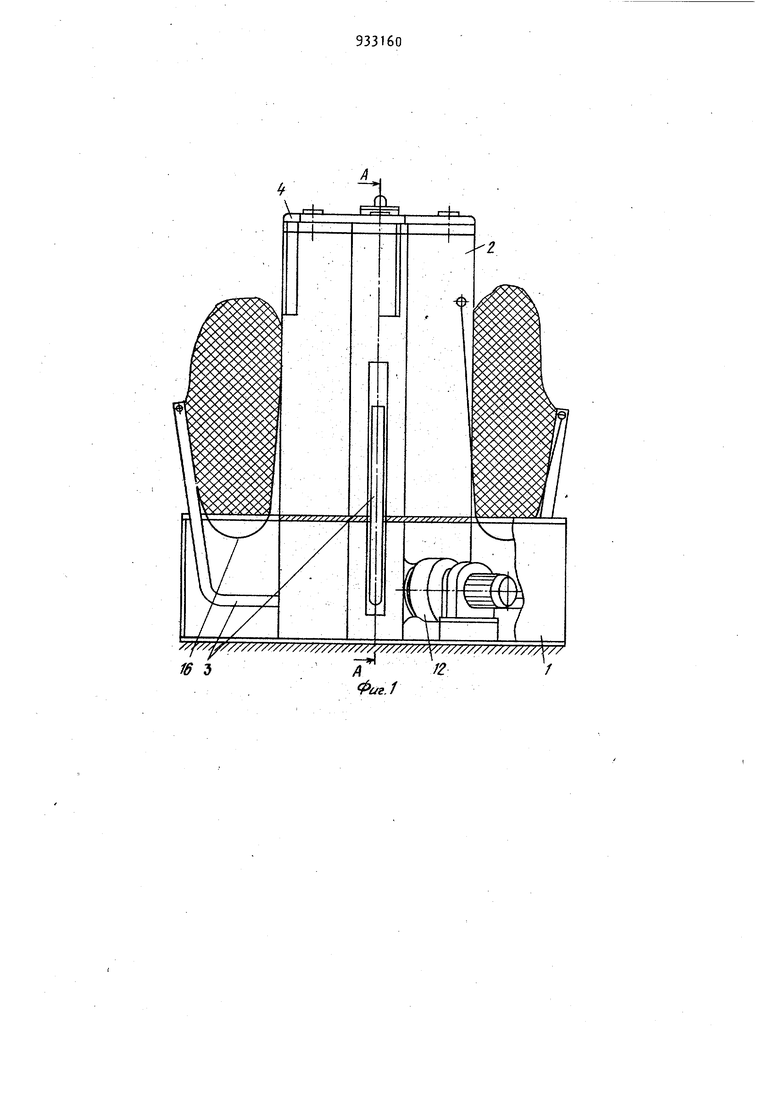
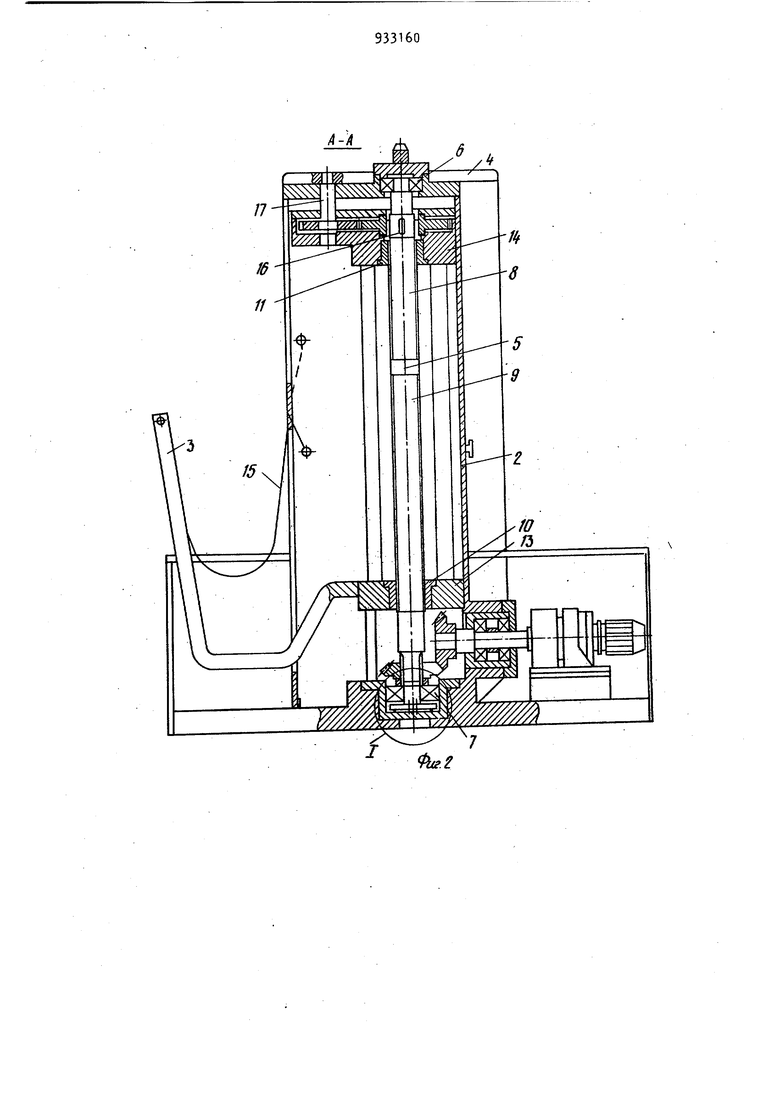
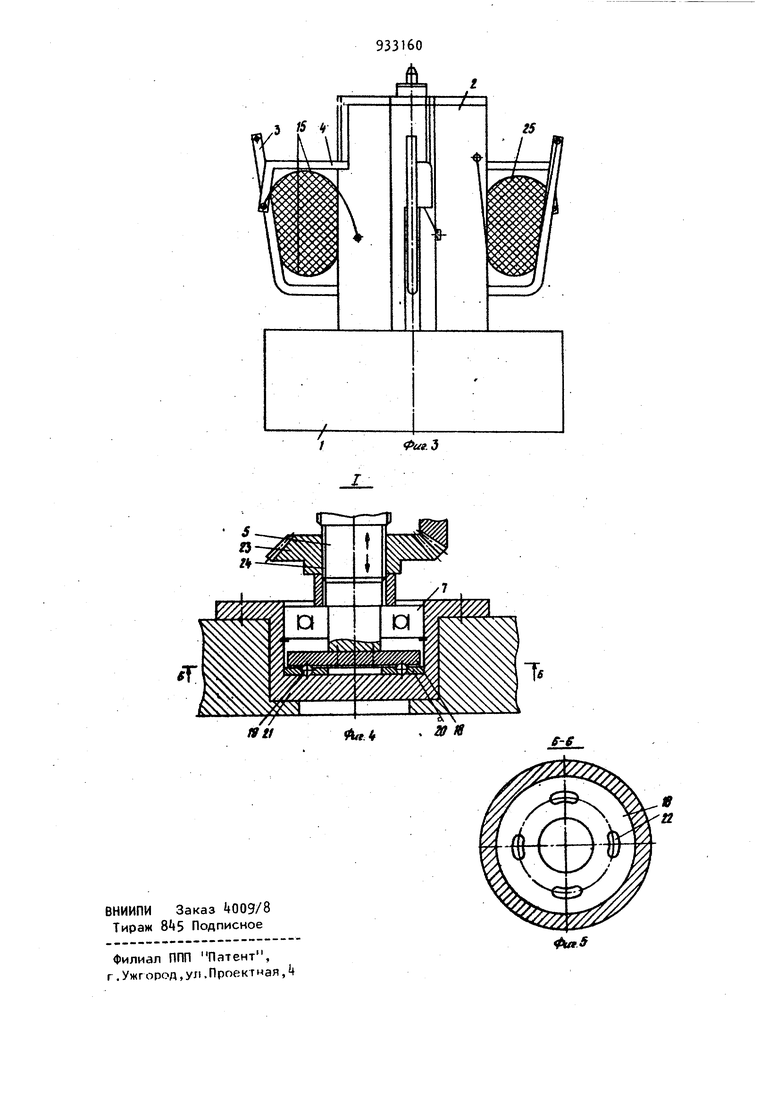
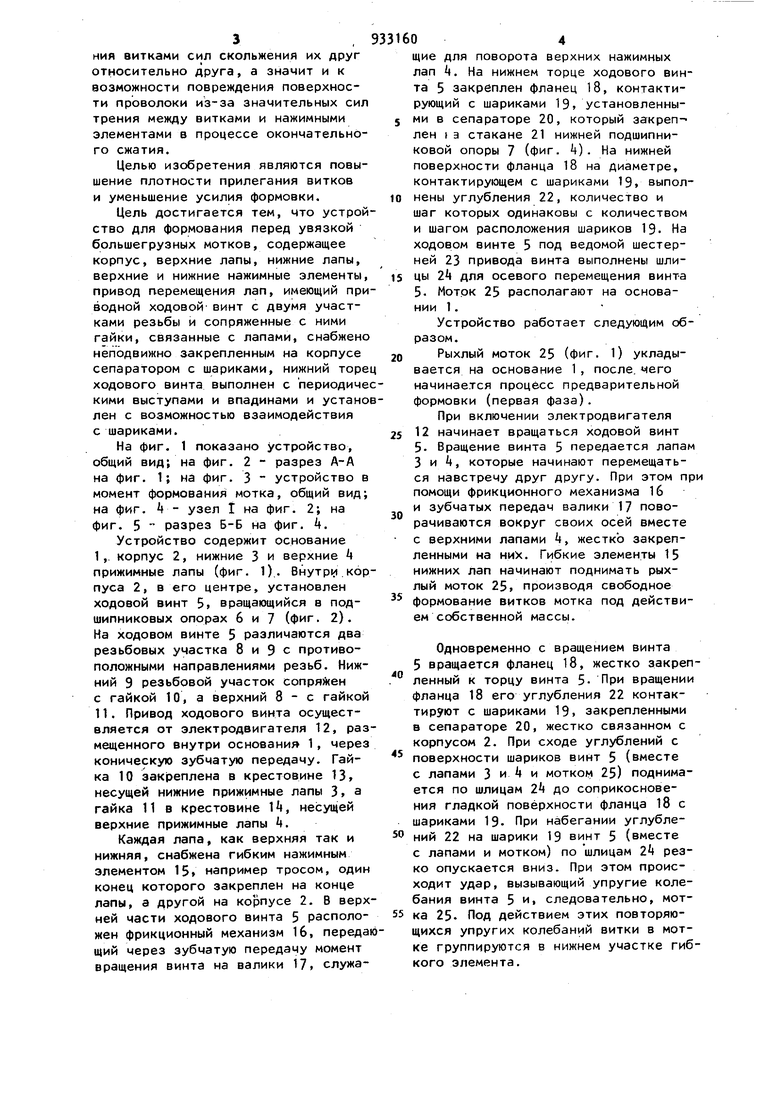
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство в момент формования мотка, общий вид; на фиг. - узел t на фиг. 2; на фиг. 5 разрез Б-Б на фиг. k.
Устройство содержит основание
I,корпус 2, нижние 3 и верхние прижимные лапы (фиг. 1). Внутру корпуса 2, в его центре, установлен ходовой винт 5 вращающийся в подшипниковых опорах 6 и 7 (фиг. 2).
На ходовом винте 5 различаются два резьбовых участка 8 и 9 с противоположными направлениями резьб. Нижний 9 резьбовой участок сопряАен с гайкой 10, а верхний 8 - с гайкой
II.Привод ходового винта осуществляется от электродвигателя 12, размещенного внутри основания 1, через коническую зубчатую передачу. Гайка 10 закреплена в крестовине 13, несущей нижние прижимные лапы 3, э гайка 11 в крестовине I, несущей верхние прижимные лапы k.
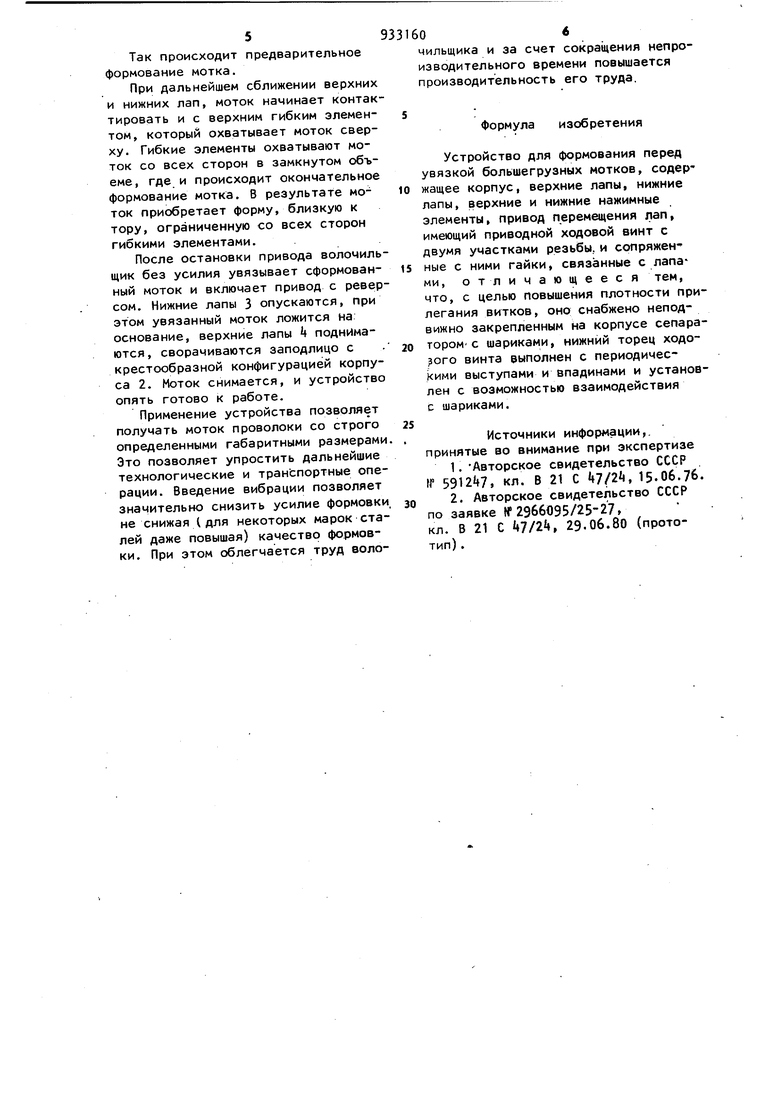
Каждая лапа, как верхняя так и нижняя, снабжена гибким нажимным элементом 15 например тросом, один конец которого закреплен на конце лапы, а другой на корпусе 2. В верхней части ходового винта 5 расположен фрикционный механизм 16, передающий через зубчатую передачу момент вращения винта на валики 17, служащие для поворота верхних нажимных лап 4. На нижнем торце ходового винта 5 закреплен фланец 18, контактирующий с шариками 19, установленными в сепараторе 20, который закреплен I а стакане 21 нижней подшипниковой опоры 7 (фиг. k). На нижней поверхности фланца 18 на диаметре, контактирующем с шариками 13, выполнены углубления 22, количество и шаг которых одинаковы с количеством и шагом расположения шариков 19- На ходовом винте 5 под ведомой шестерней 23 привода винта выполнены шлицы 2 для осевого перемещения винта 5. Моток 25 располагают на основании 1.
Устройство работает следующим образом.
Рыхлый моток 25 (фиг. 1) укладывается на основание 1, после, чего начинается процесс предварительной формовки (первая фаза).
При включении электродвигателя
12 начинает вращаться ходовой винт 5. Вращение винта 5 передается лапам 3 и , которые начинают перемещаться навстречу друг другу. При этом при помощи фрикционного механизма 16 и зубчатых передач валики 17 поворачиваются вокруг своих осей вместе с верхними лапами 4, жестко закрепленными на них. Гибкие элементы 15 нижних лап начинают поднимать рыхлый моток 25, производя свободное формование витков мотка под действием собственной массы.
Одновременно с вращением винта 5 вращается фланец 18, жестко закрепленный к торцу винта 5- При вращении фланца 18 его углубления 22 контактируют с шариками 19. закрепленными в сепараторе 20, жестко связанном с корпусом 2. При сходе углублений с поверхности шариков винт 5 (вместе с лапами 3 и и мотком 25) поднимается по шлицам до соприкосновения гладкой поверхности фланца 18 с шариками 19. При набегании углублеНИИ 22 на шарики 19 винт 5 (вместе с лапами и мотком) по шлицам 2 резко опускается вниз. При этом происходит удар, вызывающий упругие колебания винта 5 и, следовательно, мотка 25- Под действием этих повторяющихся упругих колебаний витки в мотке группируются в нижнем участке гибкого элемента. Так происходит предварительное формование мотка. При дальнейшем сближении верхних и нижних лап, моток начинает контак тировать и с верхним гибким элементом, который охватывает моток сверху. Гибкие элементы охватывают моток со всех сторон в замкнутом объеме, где и происходит окончательное формование мотка. В peзyлbтate моток приобретает форму, близкую к тору, ограниченную со всех сторон гибкими элементами. После остановки привода волочиль щик без усилия увязывает сформованный моток и включает привод с ревер сом. Нижние лапы 3 опускаются, при этом увязанный моток ложится на основание, верхние лапы k поднимаются, сворачиваются заподлицо с крестообразной конфигурацией корпуса 2. Моток снимается, и устройство опять готово к работе. Применение устройства позволяет получать моток проволоки со строго определенными габаритными размерами Это позволяет упростить дальнейшие технологические и транспортные операции. Введение вибрации позволяет значительно снизить усилие формовки не снижая I для некоторых марок сталей даже повышая) качество формовки. При этом облегчается труд воло06чилыцика и за счет сокращения непроизводительного времени повышается производительность его труда, : Формула изобретения Устройство для формования перед увязкой большегрузных мотков, содержащее корпус, верхние лапы, нижние лапы, верхние и нижние нажимные элементы, привод перемещения лап, имеющий приводной ходовой винт с двумя участками резьбы, и сопряжен ные с ними гайки, связанные с лапами, отличающееся тем, что, с целью повышения плотности прилегания витков, оно снабжено неподвижно закрепленным на корпусе сепараторомс шариками, нижний торец ходорого винта выполнен с периодическими выступами и впадинами и установлен с возможностью взаимодействия с шариками. Источники информации,, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 5912«t7, кл. В 21 С k7/2k, 15.06.76. 2. Авторское свидетельство СССР по заявке №2966095/25-27, кл. В 21 С , 29.06.80 (прототип) .
.2
3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования мотка проволоки перед увязкой | 1977 |
|
SU733766A1 |
| Устройство для формирования и уплотнения мотка | 1980 |
|
SU882680A1 |
| Устройство для формования и уплотнения мотка | 1978 |
|
SU743748A1 |
| Устройство для упаковывания кольцеобразных изделий | 1987 |
|
SU1465347A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯСОЕДИИйТЕЛЬИЬ5 | 1964 |
|
SU167106A1 |
| Устройство для формования мотка перед увязкой | 1977 |
|
SU721149A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ МОТКА ПЕРЕД УВЯЗКОЙ | 1971 |
|
SU430918A1 |
| Линия для упаковывания мотков проволоки и формирования пакета мотков | 1990 |
|
SU1792878A1 |
| Устройство для формирования перед увязкой мотка нитевидного материала | 1975 |
|
SU535980A1 |
| Способ образования мотков проволокии уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1975 |
|
SU844092A1 |