(54) СПОСОБ ПОЛУЧЕНИЯ- ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заливки металла | 1980 |
|
SU872026A1 |
| Способ отливки длинномерных осесимметричных изделий | 1985 |
|
SU1284664A1 |
| Способ разливки металла | 1979 |
|
SU831286A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2044596C1 |
| Способ отливки валков | 1981 |
|
SU971571A1 |
| Способ получения чугуна с шаровиднымгРАфиТОМ | 1979 |
|
SU834141A1 |
| Устройство для заливки металлом формы прокатного валка | 1984 |
|
SU1222399A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
1
Изобретение относится к литейному производству.
Известен способ заливки металла в форму, при котором используют устройство, состоящее из глуходонного стояка, вводимого в центральную часть полости формы, в стенках которого выполнены сквозные отверстия, оси которых составляют с нормалью к внутр-енней поверхности стояка тупой угон и через который ведется заливка металла в форму. Способ обеспечивает вращение металла в форме в процессе заливки, а следовательно, концентрирует вредные включения в осевой зоне отяивкиС З.
Недостатком способа является то, что вращение металла в форме происходит интенсивно лишь в начальный момент заливки, а к моменту окончания заливки исчезает.
Наиболее близким по технической сущности к изобретению является способ отливки прокатных валков, вкяючаю.ишй установку трубчатого стояка вертикаль- ,
НО в центральной части полости формы, заливку через него металла в форму я подъем стояка после окончания заяив ки Г2 ..
Недостаток этого способа состоит а том, что он не позволяет осуществить вращение металла в форле с достаточной скоростью и обеспечивает вращевие только в начальный момент залввкя. К моменту окончания заливки вращение
10 металла в форме прекращается и пояожительный эффект концентрирования вредных включений в осевой зоне отливки к их всплывания пропадает.
Целью изобретения является повышеtsние качества отливок за счет создания интенсивного вращения металла в форме.
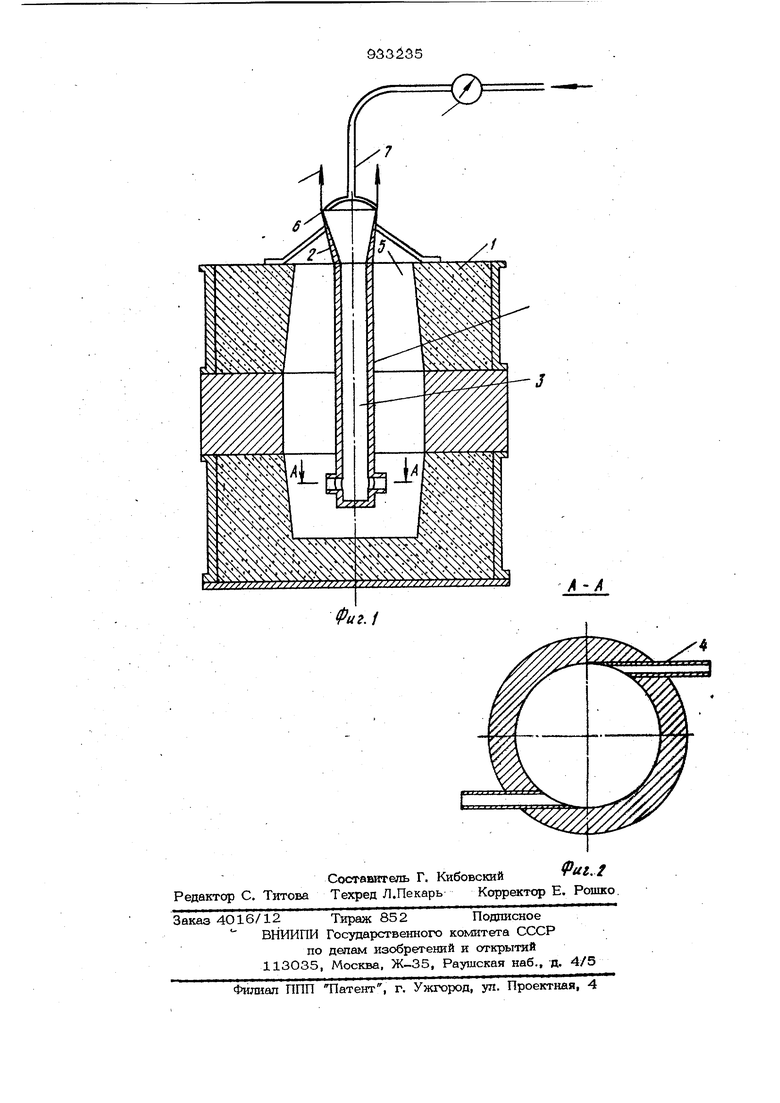
Поставленная цель достигается тем, что в известном способе, включающее установку трубчатого стояка вертикаль20но в центральной части полости формы, заливку через него металла в форму и подъем стояка после окончания заливки, в процессе подъема стояка через него 3-93 продувают инертный газ под давлением превышающик ферростат1гческое давление в форме в 1,5-2,0 раза. В предложе1шом способе исключается влкя1ше ферростатического напора в стояке на скорость вращения металла в форме и не происходит меньшение скорости вращения металла к моменту окончания заливки. Создавая необходимое давление инертного газа в стояке, можно добиться любой требуемой скороо ти вращения металла в форме и, следо вательно, сконцентрировать вредные включения в осевой зоне отливки и полу чить дополнит епоьный положительный эффект очищения металла от вредных при месей (неметаллические вклаочения, газы, графитная спель) за счет продувки его инертным газом. На фиг. 1 нзобрал ена схема реализации способа; на фиг. 2 - разрез А-А на фиг. 1. После заливки металла в форму 1 через воронку 2 и стояк 3, при которой металл, вытекая из трубок 4 вращается в полости 5 формы в начальный момент заливки, воронка 2 герметизируется при помощи устройства 6, через трубопровод 7 с патрубком подается инертный газ под давлением, превышающим ферростатическое давление в форме в 1,5-2,0 padB и начинается подъем стояка. Под действием избыточного давления металл находящийся в полости стояка 3 начинает вытекать из трубок 4 стояка 3, оси которых составл5пот с нормалью к внутренней поверхности стояка тупой угол. За счет этого металл, вытекающий из трубок 4 стояка 3 под действием давления, создаваемого подачей .инертного газа в полость стояка, имеет тангенциальную составляющую, которая вращае металл откоситетьно оси полости формы Тот факт, что наиболее .интенсивное вращение металл в форме получает после окончания заливки, создает возможность сконцентрировать вредные включения в осевой зоне отливки, что значительно повьппает эксплуатационные ха- j рактеристики изделий. При величине отнощения давлений ниже 1,5 показатель качества, определяемый отнощением количества неметаллических включений в осевой зоне, составляющей 0,1 площади поперечного сечения валка, к количеству неметаллических включений в периферийной зоне весьма низок и практически не превьпиае этого показателя в валках, отлитых по существую.щей технолопта. При увеличении величины отнощения свьпие 2,0 не наблюдалось существенного повьш1ения показателя качеству На.иболее оптимальньпуш приняты отнощения давления в стояке к ферростатическому давлению в форме 1,5-2,0. Ожидаемый годовой экономический эффект от внедрения предлагаемого изобретения составит около 60 тыс. руб. При снижении расходных коэффициентов металла до 1,0-1,5 качество выше в 2 раза. Формула изобретения Способ ползгчения изделий типа теп вращения, включаю.щий установку трубчатого стояка вертикально в центральной части полости формы, заливку через него металла в форму и подъем стояка после окончания заливки, отличающийс я тем, что, с целью повыщения качества отливок за счет создания интенсивного вращения металла в форме, в-процессе подъема стояка через него продувают инертный газ под давлением, превьшшющим ферростатическое давление в форме в 1,5-2,0 раза. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке № 2887026/02, кл. В 22D 35/00, 1980. 2,Авторское свидетельство СССР № 92369, кл. В 22 С 9/28, 1951 (прототип).
