t
Изобретение относится к литейному производству, а именно к отливке прокатных валков.
Целью изобретения является повышение качества рабочего слоя бочки прокатного валка путем снижения содержания в нем неметаллических включений .
На фиг. 1 показано устройство для заливки металлом формЬ прокатн ого валка; на фиг, 2 - сечение А-А на фиг. 1 (вариант I); на фиг. 3 - то же, вариант II.
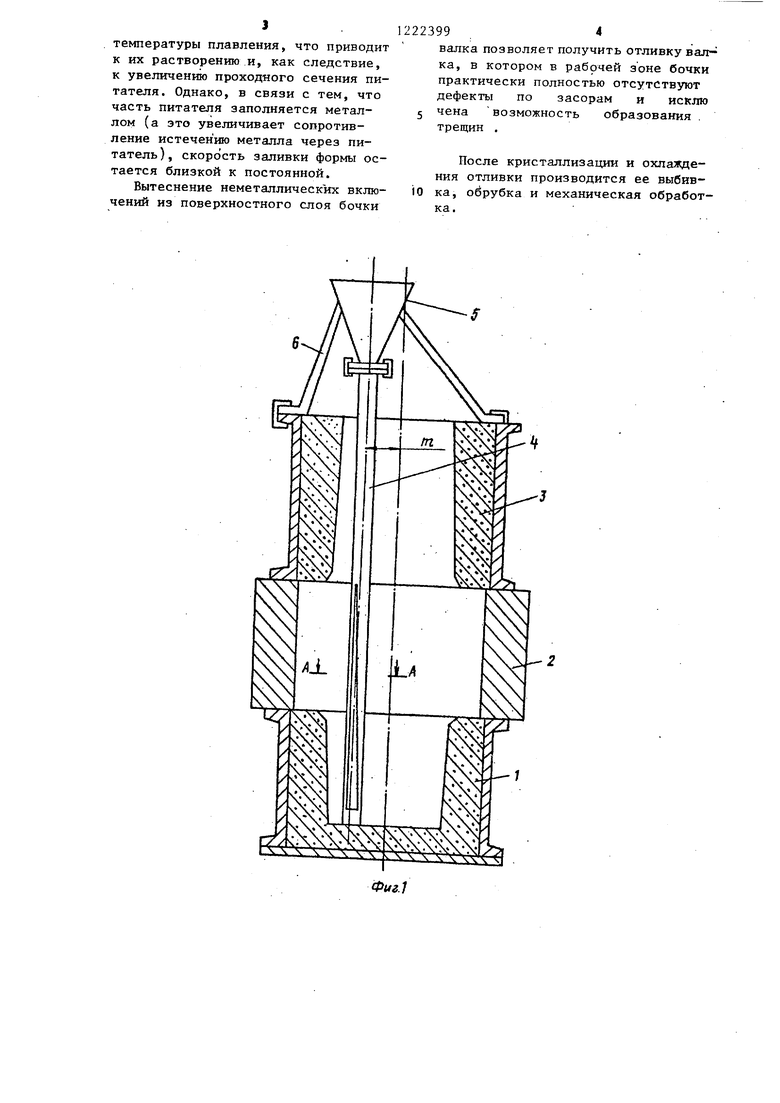
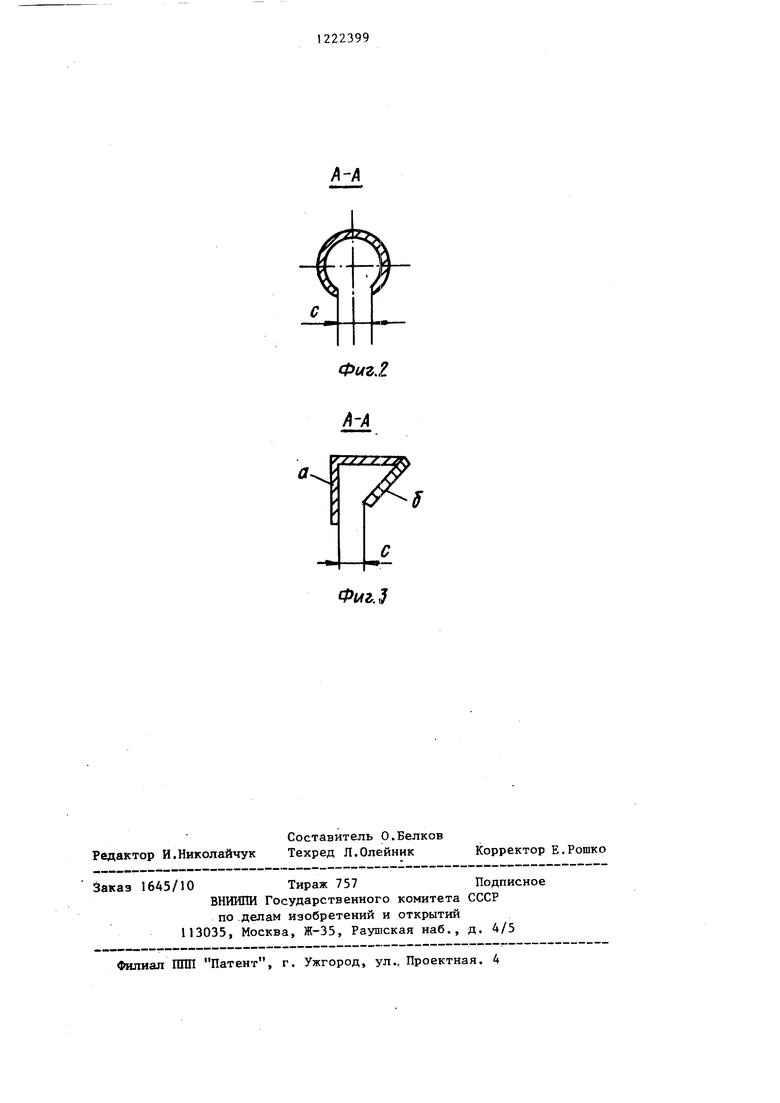
Устройство состоит из элементов формы - нижней шейки 1, бочки 2 и верхней шейки 3, в полости которых на расстоянии m от оси формы, равном 0,6-0,9 радиуса поперечного сечения нижней шейки, вертикально установлен стояк 4, вьтолненный глухо- донным и имеющий в нижней части питатель в виде треугольной шели, суживающейся кверху и заканчивающейся на уровне границы полостей бочки 2 и верхней шейки 3. В верхней части стояк 4 соединен с заливочной воронкой 5, сообщенной с опорной частью 6. Стояк 4 может быть выполнен в виде полого цилиндра (фиг. 2)илИ треугольным в сечении (фиг..3) .В первом случае он изготавливается из стальной трубы, во втором - из прокатных профилей, уголка а и полосы S . Стояк 4 располагается таким образом, что ось питателя (треугольной щели) составляет с . радиусом, проведенным через ось питателя к оси формы, прямой угол.
Толщина стенки стояка 4 выбирается из условия его расплавления после окончания процесса заливки метал ла. Ширину питателя С (фиг. 2 и З) в нижней его части выбирают такой, что проходное сечение треугольной щепи обеспечивает расход металла, подаваемого в заливочную воронку 5,
Питатель должен заканчиваться на уровне границы полостей бочки и верхней шейки потому, что устройство ДО.ПЖНО обеспечивать вращение металла только в бочке, а не в шейке и прибыли. Расположение расширенной части питателя в полости нижней шейки обусловлено необходимостью предот вращения разбрызгивания металла и размытия песчано-глинистой формы при падении струи металла с верхней части питателя. Кроме этого, придание
222399
вращательного движения металлу в нижней шейке способствует более интенсивному вращению его в полости бочки. При этом неметаллические вклю5 че .ния более интенсивно оттесняются в осевуК зону и всплывают в прибыль. Наиболее рациональна треугольная форма питателя, так как в процессе заполнения формы металлом стенки вы ходного отверстия стояка размьюаются, при этом площадь проходного отверстия увеличивается, что п)риводит к постоянству расхода через него металла и вьфавниванию скорости заполнения фор 3 мы. Это позволяет получить устойчивый эффект вращения металла в форме в течение всего периода ее заполнения, что способствует удалению неме- талдических примесей из рабочей зо20 ны бочки валка и улучшению в ней микроструктуры металла.
Устройство для заливки формы прокатного валка работает следующим образом.
25 Заливка металла производится при температуре на 10-15°С вьппе обычного перегрева, что обусловлено теп- лопотерями на нагревание стояка 4. При этом металл под действием стати30 чешского напора движется по стояку 4 и выходит в полость формы через питатель, заполняя последовательно нижнюю шейку 1, бочку 2 и верхнюю шей-/ ку 3.
35 - связи с тем, что ось питателя смещена относительно оси формы, а плоскость симметрии питателя перпендикулярна радиусу, проведенному к I оси формы, струя выходящего из не40 го металла приобретает скорость, направление которой составляет с указанным радиусом прямой угол. Взаимодействие вышедшего из питателя металла с металлом,заполнив45 шим часть формы, приводит к возникновению эффекта вращательного движения последнего относительно оси формы. В связи с тем, что скорость вращения металла на перифе50 рии формируемого валка максимальна, а к центру уменьшается, неме- тгзллические включения, имеющие меньший удельный вес, под действием сил инерции, действующих на ме55 талл, интенсивно вытесняются в центральную и верхнюю части отливки. При этом в процессе заполнения фор- Mfcii кромки питателя нагреваются до
температуры плавления, что приводит к их растворению и, как следствие, к увеличению проходного сечения питателя. Однако, в связи с тем, что часть питателя заполняется металлом (а это увеличивает сопротивление истечению металла через питатель), скоро сть заливки формы остается близкой к постоянной.
Вытеснение неметаллических включений из поверхностного слоя бочки
1222399 .
валка позволяет получить отливку валка, в котором в рабочей зоне бочки практически полностью отсутствуют дефекты по засорам и исклю чена возможность образования трещин .
После кристаллизации и охлаждения отливки производится ее выбив- 10 ка, оёрубка и механическая обработка.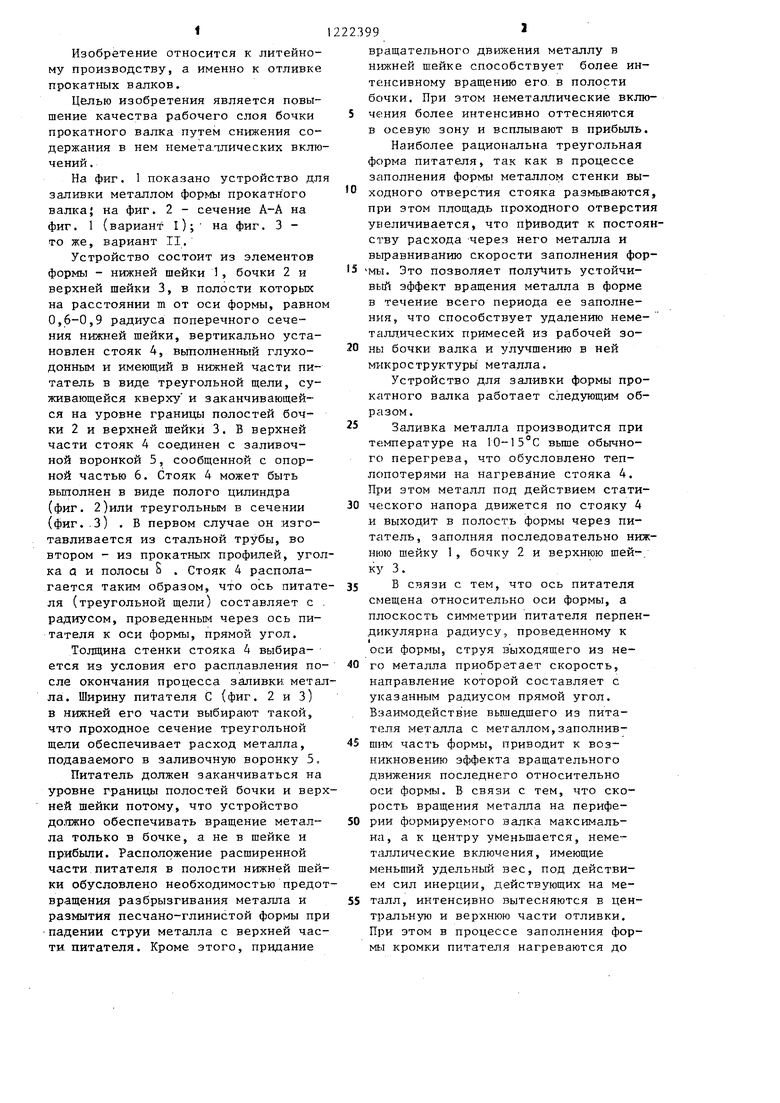
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заливки металла | 1980 |
|
SU872026A1 |
| Литейная форма для валков | 1982 |
|
SU1042874A1 |
| Способ отливки валков | 1981 |
|
SU971571A1 |
| Способ обработки чугуна | 1986 |
|
SU1360892A1 |
| Способ центробежного литья прокатных валков | 1984 |
|
SU1297987A1 |
| Форма для отливки валков | 1979 |
|
SU850292A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литейная форма для отливки валка | 1977 |
|
SU703220A1 |
| Способ центробежного литья прокатных валков с шейками | 1988 |
|
SU1526897A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
Фиг2
Редактор И.Николайчук
Составитель О.Белков Техред Л.Олейник
Заказ 1645/10 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ Патент, г. Ужгород, ул.. Проектная. 4
Корректор Е.Рошко
| Способ определения костно-суставной патологии при псориазе | 1985 |
|
SU1399683A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для заливки металла | 1980 |
|
SU872026A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
