1
Изобретение относится к литейному производству, а более конкретно к приспособлениям для заливки металла в форму, преимущественно при отливке цилиндрических изделий типа прокатных валков.
Известно устройство для подвода металла к полости цилиндрической литейной формы, состоящее из литниковой системы, включающем воронку, стояк и питатель, подводящий металл по касательной к внутренней поверхности формы. Устройство позволяет осуществить вращение металла в форме при заливке, что улучшает качество изделия l.
Недостатком данного устройства является то, что вращение металла в форме происходит вследствие тангенциального истечения металла из питателя в нижней части формы. Вращение всего объема металла обусловлено силами внутреннего трения, возникающими в нем,но в верхней части форма оно менее интенсивно (происходит с меньшей угловой скоростью), чем в нижней. Это обусловлено потерями энергии на .преодоление внутренних сил трения в металле и внешних сил трения металла о поверхность
формы.Различие угловых скоростей вращения металла в нижней и верхней частях формы приводит к анизотропии свойств отливки по ее высоте (в нижней части дефекты более локализованы к центральной части отливки, чем в верхней части ее).
Известно также устройство для за ливки металла в форму, состоящее из
10 трубчатого стояка, помещенного в центральную часть полости формы; заливка металла осуществляется через стояк 2 .
Недостаток этого устройства сос15тоит в том, что оно не обеспечивает вращение металла в форме, поэтому исключается возможность регулирования распределением неметаллических включений по сечению изделия и ухуд20шает его качество (в частности при литье валков снижаются эксплуатационные характеристики изделий).
Наиболее близким по технической сущности к предлагаемому является
25 устоойство для заливки металла, состоящее из вертикально установленного цилиндрического стояка с воронкой 3j,
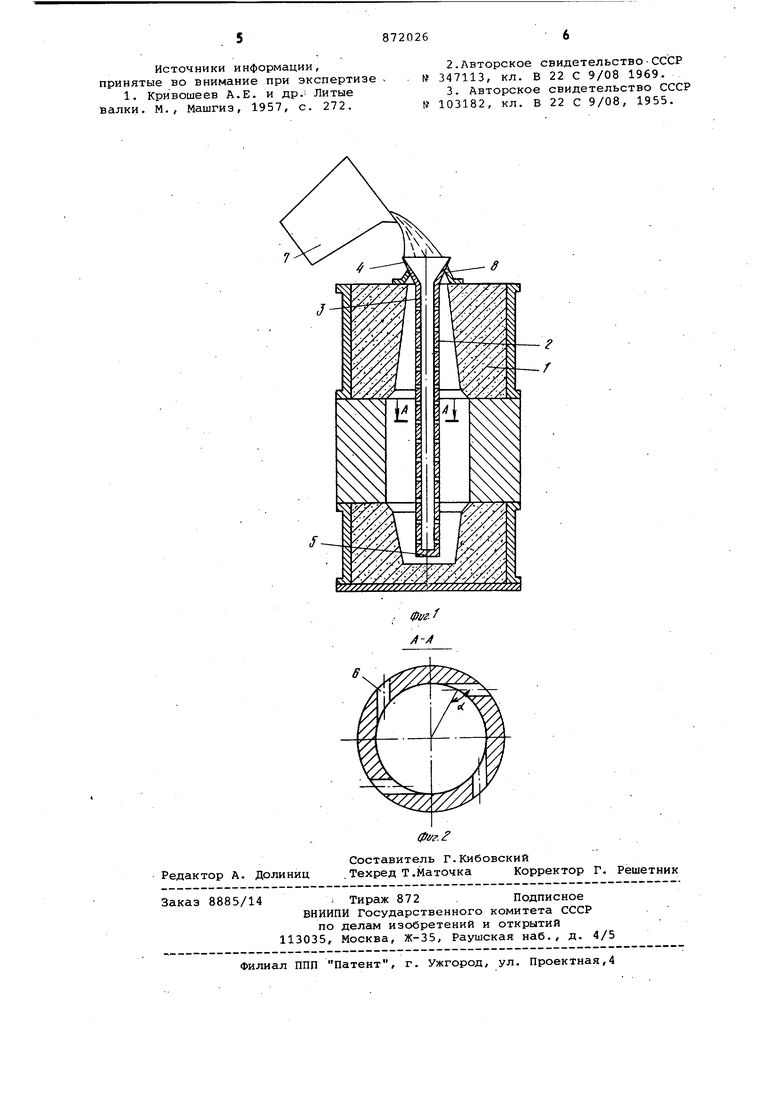
Указанное устройство позволяет осуществлять подачу металла непосред30ственно в форму без осуществления трудоемкой операции формовки сифонно литниковой системы, при этом это уст ройство обеспечивает вращение металла в полости формы при заливке. Недостатком устройства является то, что оно обеспечивает вращение металла за-счет действия сил внутрен него трения в его объеме, возникающи вследствие тангенциального истечения металла из отверстий в трубках,расположенных в нижней части стояка. Вращение металла вследствие этого не равномерно по высоте изделия. При ис пользовании известного устройства наблюдается анизотропия механических свойств (в частности прочности) по высоте изделия. Цель изобретения - повышение качества отливки. Поставленная цель достигается тем что в устройстве для заливки металла состоящем из вертикально установленного цилиндрического стояка с заливочной воронкой, стояк изготовлен глуходонным, а по всей высоте в его боковой стенке выполнены сквозные отверстия, оси которых образуют с нормалью к внутренней поверхности стояка тупой угол. В предложенном устройстве вращени металла в форме происходит за счет тангенциального (по отношению к мери диальным сечениям отливки) истечения из отверстий, расположенных по высоте стояка. Это приводит к устранению неравномерности скорости враще ния по высоте формы, позволяет одина ковым образом сконцентрировать вредные примеси в центральной части по всей высоте отливки и выравнивает механические свойства изделия по его высоте. На фиг. 1 приведена схема устройства; на фиг.2 - разрез А-А на фиг.1 Предлагаемое устройство состоит из формы 1 с полостью 2, в центральную часть которой сверху установлен стояк 3 с заливочной воронкой 4 в верхней части, дном 5 в нижней части и сквозными отверстиями 6, расположенными в стенке стояка 3. Ковш 7 сл жит для заливки металла в воронку 4 устройство 8 для установки стояка служит для введения последнего в полость 2 формы перед заливкой и удаления стояка из полости формы после окончания процесса заливки. Работа предлагаемого устройства осуществляется следующим образом. До начала заливки устройством 8 стояк 3 с воронкой 4 устанавливают в центральной части полости 2. Длина стояка выбирается таким образом,чтоб .расстояние от нижней части формы до дна 5 стояка 3 составляло 0,1-0,1 диаметра нижней части отливки; это обеспечивает надежную фиксацию стояк относительно формй за счет контакта воронки 4 с устройством 8. После того из ковша 7 осуществляют заливу металла в воронку. Металл, постуая в полость стояка 3, вытекает з отверстий б в полость 2 формы и заполняет ее. За счет того, что отерстия 6 расположены под тупым угом . об 95-140 к нормали к внутенней поверхности стояка (а не совадает с нормалью), вытекающий под ействием ферростатического давления з полости стояка металл имеет тангенциальную составляющую, которая вращает металл относительно оси полости формы. По мере заполнения стояка металлом и соответствующего ему заполнения формы истечения металла происходит и из отверстий,расположенных выше по стояку. Таким образом,по мере заполнения формы вращения металла в данном сечении полости формы осуществляется за счет тангенциального истечения металла из отверстий в стояке, расположенных в той же плоскости.Тот факт, что вращение металла, находящегося в данный момент ниже зеркала металла, происходит не за счет передачи энергии (момента вращения) силами внутреннего трения, а за счет непосредственного воздействия энергии струи металла, истекающего в данном же сечении формы, приводит к выравниванию скоростей вращения металла по высоте отливки. Это одинаковым образом локализует вредные примеси у центральной части отливки по всей ее высоте и, как следствие - выравнивает механические свойства изделия по высоте отливки. Предлагаемое устройство опробова.но при отливке опытных валков в лабораторных условиях. Исследования показали, что отлитые с помощью предлагаемого устройства изделия обладают повышенными свойствами вследствие равномерного распределения неметаллических включений по высоте отливки у центральной оси. Ожидаемый годовой экономический эффект от внедрения предлагаемого изобретения составит около 400 тыс. руб. Предлагаемое устройство позволяет повысить качество литых изделий. Формула изобретения Устройство для заливки металла, содержащее вертикально установленный цилиндрический стояк с заливочной воронкой, отличающ.ееся тем, что, с целью повышения качества отливки, стояк выполнен глуходонным и с равномерно размещенными по высоте его боковой стенки отверстиями, оси которых составляют с нормалью к внутренней поверхности стояка тупой угол.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий типа тел вращения | 1980 |
|
SU933235A1 |
| Способ отливки длинномерных осесимметричных изделий | 1985 |
|
SU1284664A1 |
| Поплавковый элемент для заливки металла в литейную форму | 1981 |
|
SU997979A1 |
| Литниковая система | 1984 |
|
SU1210958A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| Литейная форма для получения модифицированных отливок и модель стояка для ее изготовления | 1987 |
|
SU1447528A1 |
| Литниковая система | 1981 |
|
SU1014629A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
