(Sl) УСТРОЙСТВО ДЛЯ ПРОКАТКИ ПОРОШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий из порошка | 1980 |
|
SU917908A1 |
| Устройство для непрерывного формования изделий из порошка | 1980 |
|
SU956149A1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ, ПРОКАТКИ И ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2639203C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОВОЛОКИ И ПРОФИЛЕЙ ИЗ НЕКОМПАКТНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2429943C1 |
| Устройство для прокатки порошка | 1980 |
|
SU908530A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| Устройство для прокатки порошка | 1986 |
|
SU1382640A1 |
| Устройство для непрерывного прессования изделий из порошка | 1981 |
|
SU973238A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
| Устройство для прокатки порошка | 1979 |
|
SU804206A1 |
I
i Изобретение относится к порошковой металлургии.
По основному авт. св. № известно устройство для прокатки порошка, включающее формующий элемент, замкнутые металлические ленты, приводные и натяжные валки, причем формующий элемент выполнен в виде корпуса и закрепленных в нe опорных роликов, ролики расположены по образующей омага деформации и по крайней мере один из них выполнен в виде эксцентрика l.
Известное устройство позволяет производить прокатку плоских полуфабрикатов. В этом случае силы трения в очаге деформации создают подпор, который позволяет формировать центральную часть получаемой ленты достаточной плотности и прочности. При прокатке полуфабрикатов i с малым отношением ширины к высоте, например профилей квадратного сечения или близкого к квадрату, этих сил
трения недостаточно для создания необходимого подпора. Таким образом, невозможно получение изделий с малым отношением ширины к высоте.
Целью изобретения является расширение технологических возможностей устройства.
Эта цель достигается тем, что замкнутые металлические ленты со стороны контакта с порошком выпол10нены с покрытием из полиуретана, а в покрытии по длине ленты выполнен по крайней мере один ручей.
При сжатии с нанесенным на них покрытием из полиуретана создается
15 замкнутый, постепенно сужающийся очаг деформации. Профиль ручьев выполнен таким образом, чтобы после прокатки получить изделие заданной формы и размеров в поперечном сече20нии .
По ширине ленты может быть выполнено несколько ручьев различного либоодинакового сечения, что дополнительно расширяет технологические воэможнЬсти устройства, так как создается возможность прокатки нескольких изделий при использовании одного комплекта лент.
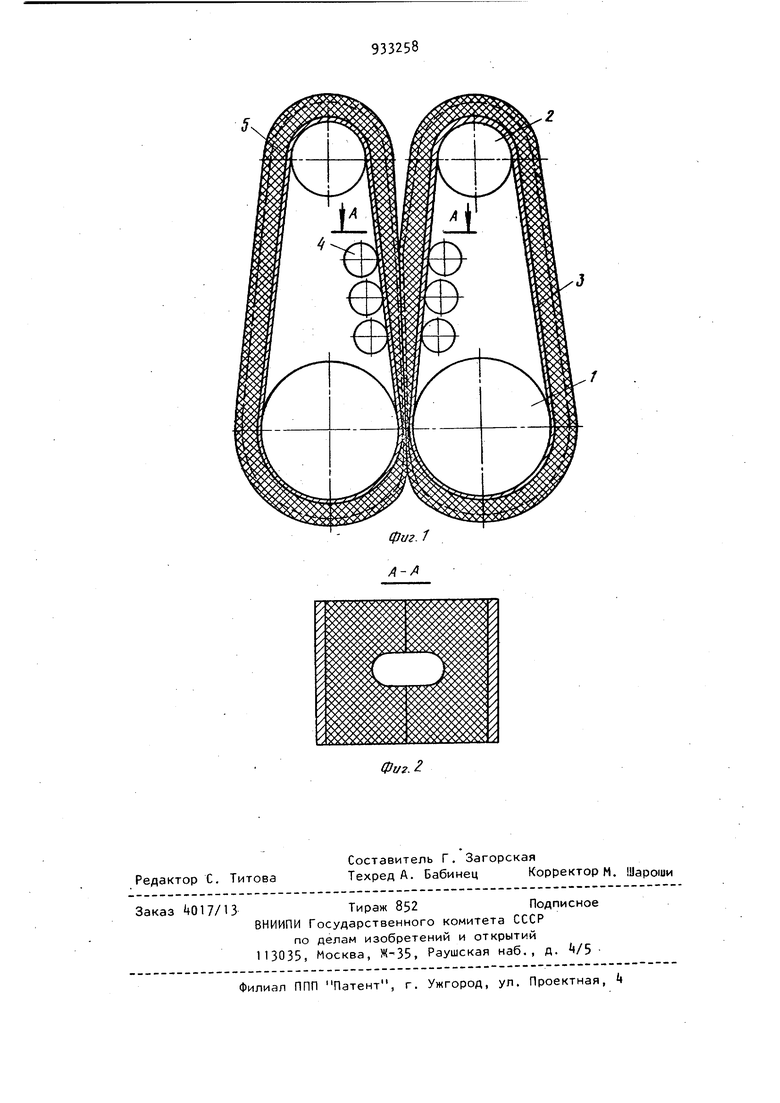
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 разрез А-А на фиг. 1.
Устройство включает приводные валки 1, натяжные валки 2, охваченные замкнутой металлической лентой 3. Формующий элемент выполнен в виде закрепленного в корпусе (на чертеже не noKaaaHj набора опорных роликов k, на которые опирается рабочая часть ленты, контактирующей с очагом деформации. Замкнутые гибкие металлические ленты снабжены со сто роны контакта с порошком слоем 5 из полиуретана.
Устройство работает следующим образом.
Вращающийся момент передается от рабочих валков 1 натяжным валкам 2 и опорным роликам i через гибкую ленту 3. Рабочие валки 1 сближают н расстояние, при котором за счет сплющивания слоя из эластичного материала (полиуретана) на ленте создается замкнутый очаг деформации (калибр) , образованный ручьями, выполненными в слое из полиуретана. Очаг деформации постепенно сужается по направлению прокатки. В образованный калибр со стороны входа в очаг деформации при помощи питателя подают порошок. Питатетель (на чертеже не показан) выполнен, например, в виде воронки с трубкой, нижний обрез которой размещают ниже уровня перекрытия очага деформации эластичным слоем. Таким образом, исключаетс просыпание порошка, минуя калибр. Засыпанный порошок увлекается силами трения в постепенно суживающийся, закрытый со всех сторон калибр, где и происходит его обжатие.Калибр суживается не только по высоте очага деформации, но и вследствие упругой деформации слоя по ширине очага деформации. Таким образом., деформа i Ция порошка осуществляется по ходу прокатки как по толщине заготовки, так и по ширине, что приближает схему напряженного состояния к гидростатическому сжатию. Такая схема повышает пластические свойства деформируемого материала, благоприятствует получению изделия, равноплотного по поперечному сечению.
Применение описываемого устройств обеспечивает расширение технологических возможностей, так как позволяет прокатывать профили разнообразного сечения.
Формула изобретения
Устройство для прокатки порошка по авт. св. № , отличающееся тем, что, с целью расширения технологических возможностей устройства, замкнутые металлические ленты со стороны контакта с порошком выполнены с покрытием из полиуретана, а в покрытии по длине ленты выполнен по крайне мере один ручей.
Источники информации, принятые во внимание при экспертизе
