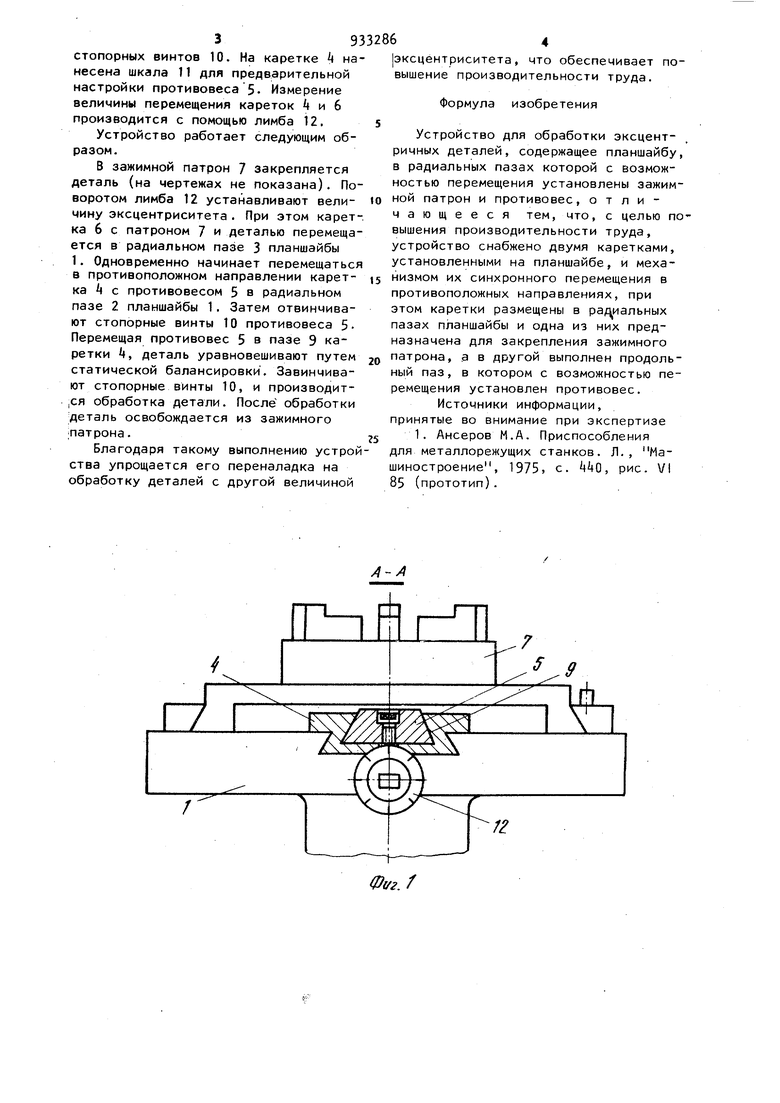
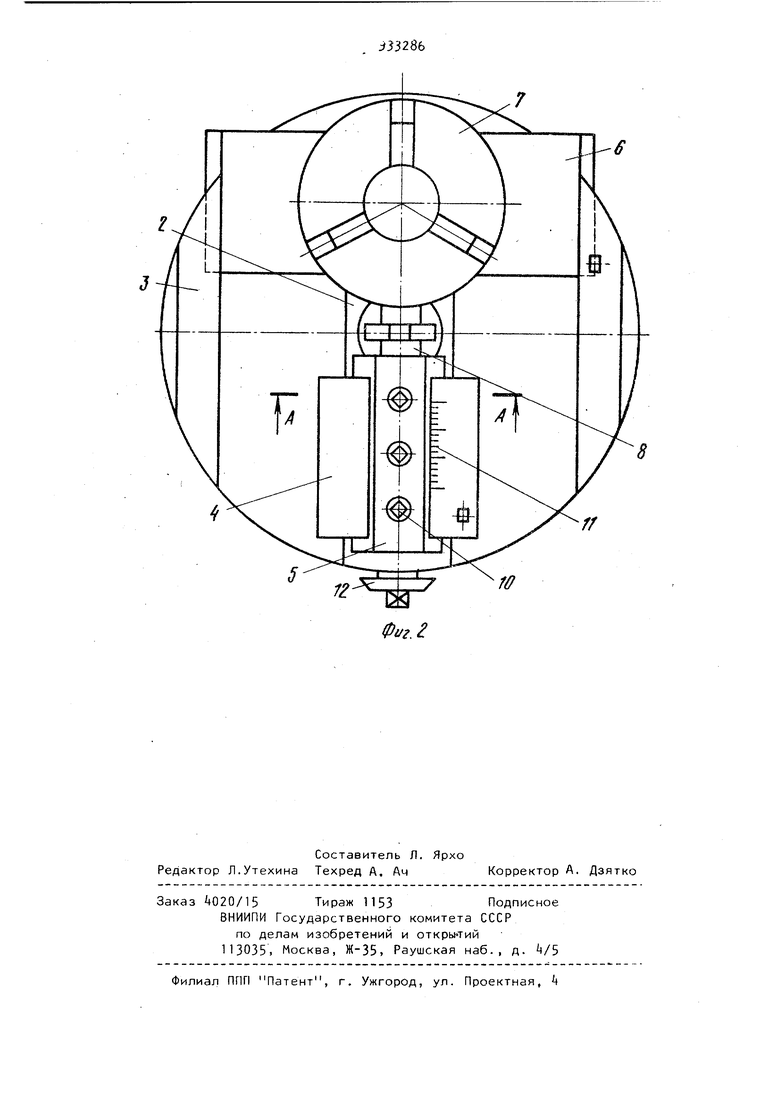
Изобретение относится к.оЬласти механической обработки материалов, а именно к устройствам для обработки эксцентричных деталей на станках токарной группы. Известно устройство для обработки эксцентричных деталей, содержащее планшайбу, в радиальных пазах которой с возможностью перемещения установлены зажимной патрон и противовес l. Недостатком устройства является сложность и продолжительность перенастройки при обработке деталей с другой величиной эксцентриситета,что приводит к снижению производительнос ти труда. Целью изобретения является повышение производительности труда путем уменьшения времени на переналадку устройства. Эта цель достигается тем, что пре ложенное устройство снабжено двумя каретками, установленными на планшай De, и механизмом их синхронного перемещения в противоположных направлениях. Каретки размещены в радиальных пазах планшайбы, и одна из них предназначена для закрепления зажимного патрона, а в другой выполнен продольный паз, в котором с возможностью перемещения установлен противовес. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху. Устройство содержит планшайбу 1, в которой выполнены радиальные пазы 2 и 3- В пазу 2 установлена каретка k с противовесом 5i а в пазу 3 хэ ретка 6 с зажимным патроном 7- Каретки 4 и 6 связаны между собой механизмом синхронногоперемещения в противоположных направлениях, выполненным в виде винта 8 с левой и правой резьбой. Противовес 5 размещен с возможностью перемещения в продольном пазе 9 каретки +. Фиксацияпротивовеса 5 в пазе 9 осуществляется с помощью стопорных винтов 10. На каретке на несена шкала 11 для предварительной настройки противовеса 5. Измерение величины перемещения кареток k и 6 производится с помощью лимба 12. Устройство работает следующим образом. В зажимной патрон 7 закрепляется деталь (на чертежах не показана). По воротом лимба 12 устанавливают величину эксцентриситета . При этом карет ка 6 с патроном 7 и деталью перемещается в радиальном пазе 3 планшайбы 1. Одновременно начинает перемещаться в противоположном направлении каретка А с противовесом 5 в радиальном пазе 2 планшайбы 1. Затем отвинчивают стопорные винты 10 противовеса 5Перемещая противовес 5 в пазе 9 каретки , деталь уравновешивают путем статической балансировки. Завинчивают стопорные винты 10, и производит;СЯ обработка детали. После обработки деталь освобождается из зажимного ;патрона. Благодаря такому выполнению устрой ства упрощается его переналадка на обработку деталей с другой величиной эксцентриситета, что обеспечивает повышение производительности труда. Формула изобретения Устройство для обработки эксцентричных деталей, содержащее планшайбу, в радиальных пазах которой с возможностью перемещения установлены зажимной патрон и противовес, отличающееся тем, что, с целью пО вышения производительности труда, устройство снабжено двумя каретками, установленными на планшайбе, и механизмом их синхронного перемещения в противоположных направлениях, при этом каретки размещены в радиальных пазах планшайбы и одна из них предназначена для закрепления зажимного патрона, а в другой выполнен продольный паз, в котором с возможностью перемещения установлен противовес. Источники информации, принятые во внимание при экспертизе 1. Ансеров М.А. Приспособления для металлорежущих станков. Л., Машиностроение, 1975, с. , рис. VI 85 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки эксцентричных деталей | 1980 |
|
SU1000165A2 |
| Устройство для обработки эксцентричных деталей | 1986 |
|
SU1335379A2 |
| Устройство для обработки эксцентричных изделий | 1973 |
|
SU458397A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Способ установки детали и устройство для его осуществления | 1989 |
|
SU1731578A1 |
| Патрон для обработки тонкостенныхдЕТАлЕй | 1976 |
|
SU808213A1 |
| Металлорежущий станок | 1983 |
|
SU1079363A1 |
| Зажимной патрон | 1990 |
|
SU1787072A3 |
| Автоматический поводковый патрон | 1980 |
|
SU956169A1 |
-ifflr У
у./
