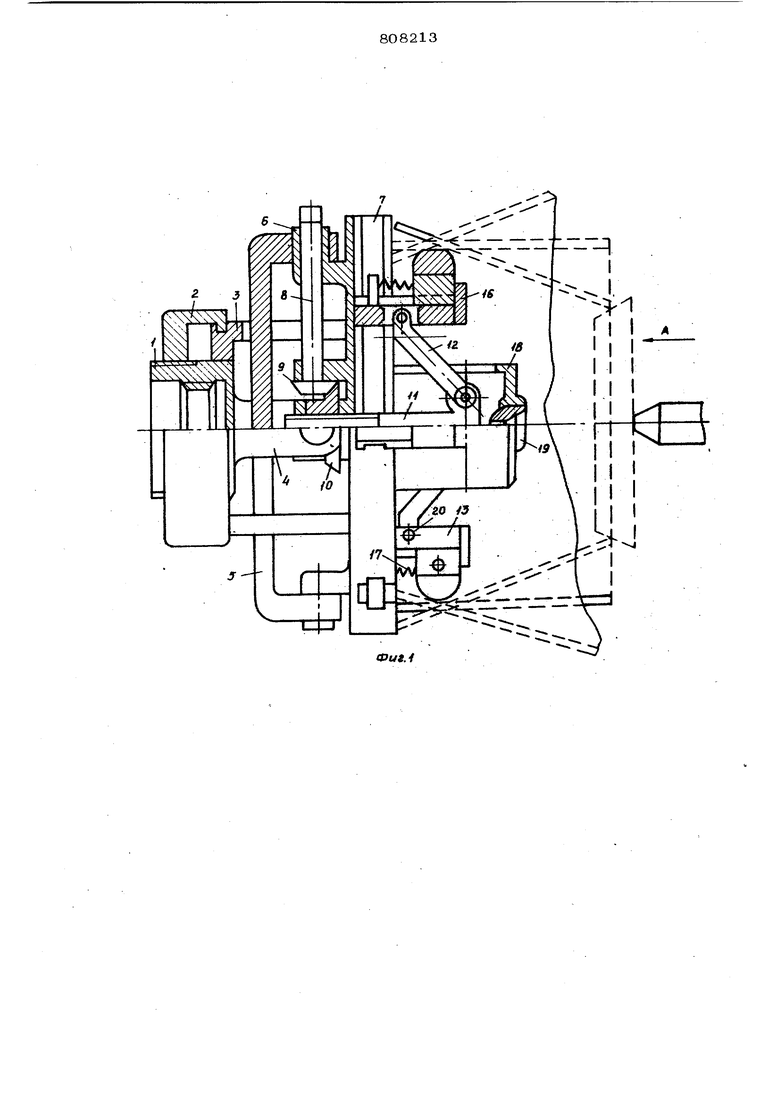
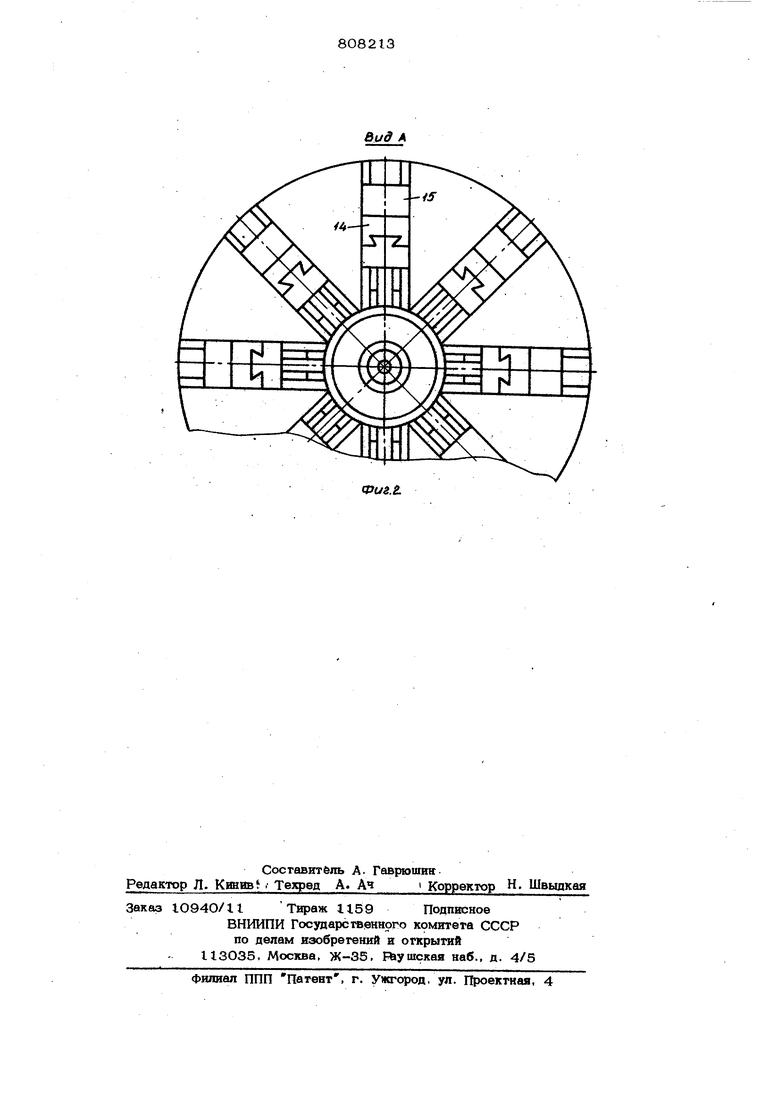
{54} ПАТРОН ДЛЯ ОБРАБОТКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ водные концы рычагов скреплены с основанием 13 составных кулачков. В основании 13 выполнен выступ в форме ласточкиного хвоста, куда такими же пазами входит подвижная часть кулачка 14. На подвижной части укреплены сыры вставки 15- Подвижная часть ограничена упором 16 , к которому поджимается пружиной 17. Основания кулачков 13 расположены в направляющих планшайбы 7. К ториу планшайбы 7 прикреплен стакан 18, в дне его размещен простран ственный шарнир 19, в котором вьшолнено ци1тровое отверстие. Патрон работает следующим образом. Обрабатывается партия колец с конической наружной поверхностью. База внутренняя гладкая поверхность. Длина кольпа - меньше диаметра. Сьфые встав ки 15 предварительно протачиваются как у обычных патронов с сырыми кулачками, зат&л нбГ них устанавливают кольцо и вращают вал 8, который через коническую щectepню 9 заставляет вращаться щеютерню 1О. Шестерня Ю, вращаяс втягивает винт 11, а так как он соединен при помощи рычагов 12с основ ниями 13 составных купачков то последние, перемещаясь по направляющим планшайбы 7, надежно закрепят кольцо. Так как кулачков болъщое количество, то они могут зажимать и тонкостенные детали, не деформируя их. После зажима обрабатываемого кольца вращают кольцо 2, которое, увлекая за собой кольцо 3, освобождает пространственный шарнир. Затем центр задней бабки совмещают с центровым отверстием шарнира 19 и смещают заднюю бабку на величину, соответствующую повороту заготовки так, чтобы ъбразуюшая конуса была бы параллельна оси станка. Включают ctaHOK и протачивают .кольцо. После проточки останавливают станок. Вращая вал 8 в обратную сторону, сдвигают . :кулачки к центру, отводят пиноль задней бабки и вынимаю готовую деталь.Поскольку центровое отверстие выполнено в шарнире 19, установпённого в стакане определенной длины, то не будет изменений углов поворота при смене обрабатываемых деталей. При обработке концов труб вращением кольца 2 перемещают кольцо 3 так, чтобы оно уперлось в торец планшайбы 7 и заперло пространственный шарнир. После чего в патроне зажимают трубу за внутреннюю поверхность или же за наружную. Чтобы зажать трубу за наружную поверхность, нужно вынуть палец 2О и перевернуть кулачки. Закрепив конец трубы, ставят люнет и ведут обработку конца трубы. Патрон в комбинации с лючетом и центром задней бабки позволяет вести обработку тонких конусов, закрепляя их за любой конец. Подвижная часть кулачков 14 необходима при обработке конусов, например при обработке конуса с базой .за внутреннюю поверхность. Сначала такой конус садится на вставки 15 затем поджимается центром задней бабки до тех пор, пока, перемещая подвижную часть кулачка 14, он не упрется в торец планшайбы 7. формула изобретения Патрон для обработки тонкостенных деталей, содержащий планшайбу, снабженную устройством для закрепления на шпинделе станка, а также зажимные кулачки с рычажным приводом их радиального переметцения, отличающий- с я тем, что с целью расш.ирения технологических возможностей, на планшайбе закреплен стакан, снабженный пространственным шарниром, в котором выполнено центровое отверстие , а между устройством для закрепления на шп тделе и планшайбой также установлен пространственный шарнир, снабженный механизмом затяжки, при этом кулачки установлены на планшайбе с возможностью осевого перемещения и подпружинены в осевом направлении. Источники информации, принятые во внщлание при эксепртизе 1. Патент США № 3814449, кл. 279-1, опублик. 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковое устройство | 1983 |
|
SU1184615A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Центробежный подводковый патрон | 1976 |
|
SU595086A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Оправка для обработки тонкостенных деталей | 1974 |
|
SU511152A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| УСТРОЙСТВО ФИКСАЦИИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ НА ТОКАРНОМ СТАНКЕ | 2019 |
|
RU2740293C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |