Изобретение относится к станкостроению,может быть использовано в станках для o6i3a6oTKK эксцентричных поверхностей и является усовершенствованием изобретения ло авт.св. 9t6l13.
Целью изобретения является расши- i рение технологических возможностей за счет обеспечения обработки нескольких эксцентричных поверхностей с одной установки и повьшение производительности.
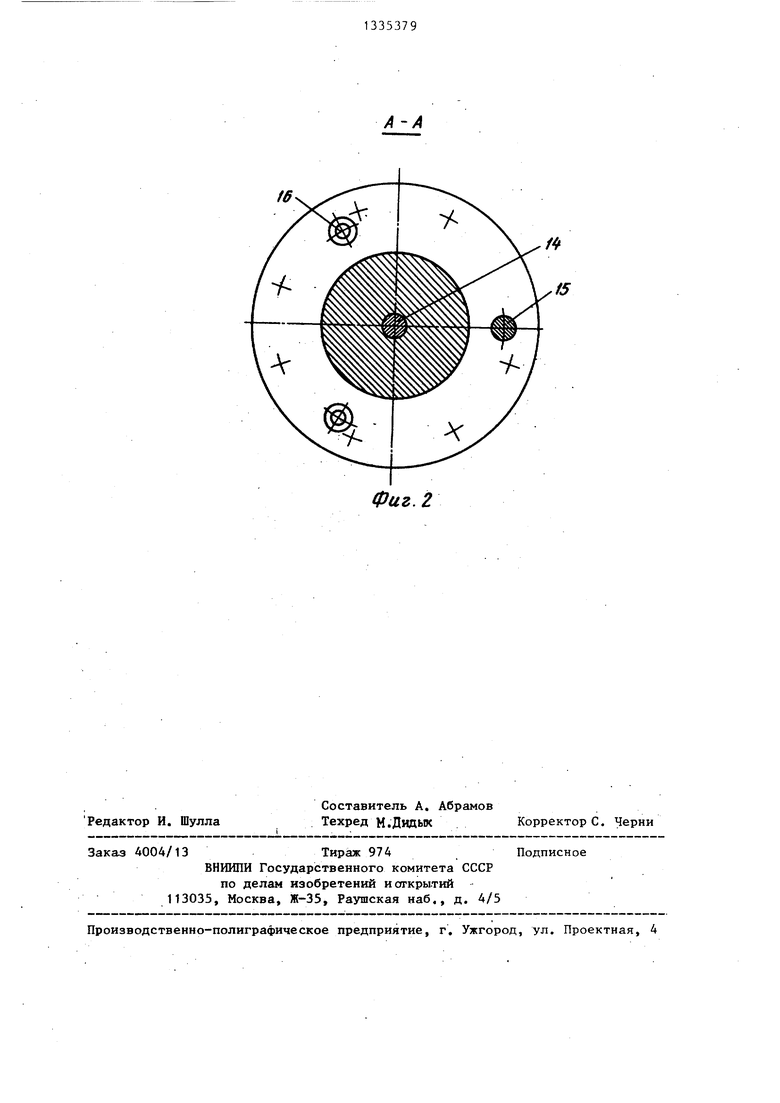
На фиг. 1 показано предлагаемое устройство, разрез; на фиг. 2 - раз- рез А-А на фиг.1.
На лицевой стороне корпуса 1 выполнен паз 2, по которому посредством винтовой пары 3 перемещается планайба 4 с установленным на ней патроном 5. В полости 6 корпуса 1 установ- 2о мещают ось патрона 6 с осью
лен противовес, выполненный в виде катушек 7 и 8, к валикам 9 которых прикреплена намотанная на них лента 10. Валы-шестерни 11 установлены в корпусе 1 радиально, взаимодействуя с коническими колесами 12. Задний центр 13 закреплен в корпусе 1 жестко для безвьшерочной установки устройства на планшайбе токарного или шлифовального станка. Передний центр 14 установлен в конической расточке зажимного патрона 5, фиксатор 15 западает в одно из отверстий 16 нижнего торца зажимного патрона. Червяк 17 закреплен в полости планшайбы 4, а червячное колесо 18 - на конце хвостовой части зажимного патрона 5. Устройство установлено в планшайбе 19 станка.
Устройство работает следующим образом.
Вращая винт 3, устанавливают ось
патрона 5 на величину эксцентриситета относительно оси 0-0 и закрепляют планшайбу 4 в установленном положении (элементы закрепления и элементы отсчета величины не показа0-0 вращением винта 3, а массы лен 10 на обеих катушках 7 и 8 устанав вают одинаковыми.
Передний центр 14 служит для бо
25 лее точной установки изделия на ст ке при несамоцентрирующихся кулачк патрона 5. При больших габаритах и делия в заднюю бабку станка устана ливают дополнительно аналогичное у
30 ройство для обработки эксцентричны деталей с целью получения необходи мого качества обработки.
35
40
О,- О,
45
Формула из обретени
Устройство для обработки эксцен ричных деталей по авт.св. № 916113 отличающе.еся тем, что, целью расширения технологических в можностей за счет обеспечения обра ботки нескольких эксцентричных поверхностей с одной установки и пов шения производительности, патрон установлен на планшайбе с возможностью поворота от введенного в ус ройство привода с самотормозящимся звеном.
ны) . Вращая вал-шестерню 11, сообщают вращение катушке 7. При этом лента 10 наматывается на валик катушки 7, увеличивая ее массу и уменьшая массу катушки 8. Перематывание ленты осуществляют до показания в окне 1 корпуса (не показано) требуемого значения величины балансировки планшайбы и патрона с изделием, отмеченного на ленте 10. Затем осуществляют обработку изделия. После окончания обработки одной эксцентриковой шейки изделия отжимают фиксатор 15 и меняют угловое положение патрона 5 путем вращения червяка 17 за хвостовик, выходящий наружу, в необходимое положение и фиксируют фиксатором 15. Дпя обработки коренных шеек изделия совмещают ось патрона 6 с осью
0-0 вращением винта 3, а массы ленты 10 на обеих катушках 7 и 8 устанавливают одинаковыми.
Передний центр 14 служит для бо:лее точной установки изделия на станке при несамоцентрирующихся кулачках патрона 5. При больших габаритах изделия в заднюю бабку станка устанавливают дополнительно аналогичное устройство для обработки эксцентричных деталей с целью получения необходимого качества обработки.
Формула из обретения
Устройство для обработки эксцентричных деталей по авт.св. № 916113, отличающе.еся тем, что, с целью расширения технологических возможностей за счет обеспечения обработки нескольких эксцентричных поверхностей с одной установки и повышения производительности, патрон установлен на планшайбе с возможностью поворота от введенного в устройство привода с самотормозящимся звеном.
t6
Редактор И. Шулла
Составитель А. Абрамов Техред М.Дидык
Заказ 4004/13Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг. 2
Корректор С. Черни
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| Зажимное устройство | 1981 |
|
SU1009630A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Устройство для установки изделия | 1974 |
|
SU901037A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ТОКАРНЫЙ САМОЦЕНТРИРУЮЩИЙ КЛИНОВОЙ ПАТРОН | 1990 |
|
SU1834110A1 |
| Поводковый патрон | 1979 |
|
SU848174A2 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Самоцентрирующий патрон для закрепления эксцентричных деталей | 1988 |
|
SU1572759A1 |
Изобретение относится к области станкостроения и может быть использовано в станках для обработки эксцентричных поверхностей. Целью изоб ретения является расширение технологических возможностей за счет обеспечения обработки нескольких эксцентричных поверхностей с одной установки и повышение производительности. В корпусе 1 на планшайбе 4 установлен патрон 5 с возможностью вращения, в полости 6 планшайбы 4 установлен противовес, состоящий из катушек 7 и 8. Корпус 1 закрепляется в планшайбе 1.9 станка. Для обработки эксцентричных поверхностей винтом 3 перемещают планшайбу 4 по пазу 2 на величину эксцентриситета е. Вращая патрон 5, меняют угловое положение эксцентричной поверхности. 2 ил. , (Л W т DO ел :о ;о Ч) /S fuz.l
| Авторское свидетельство СССР № 916113, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
