00
оо
О)
оо
Изобретение относится к станкостроению.
Известен металлорежущий станок для обработки сложных деталей, содержащий две взаимно уравновешенные рабочие головки, установленные с 5 возможностью перемещения двух взаимно перпендикулярных направлениях 1.
Недостатком известного станка является невысокая производительность и универсальность,
Цель изобретения - расширение технологических возможностей при одновременном повышении производитель- . ности.
Поставленная цель достигается тем, что металлорежущий станок, содержащий две взаимно уравновешенные рабочие головки, установленные с возможностью перемещения в двух взаимно перпендикулярных направлениях посредством двух крестовых суппортов, имеющих винты продольной и поперечной подачи, снабжен двумя автономными проводами, установленными с возможностью перемещения в двух взаимно перпендикулярных направлениях и 5 взаимодействующих с головками винтов продольной и поперечной подачи одного суппорта, которые кинематически связаны с соответствующими винтами другого суппорта,30
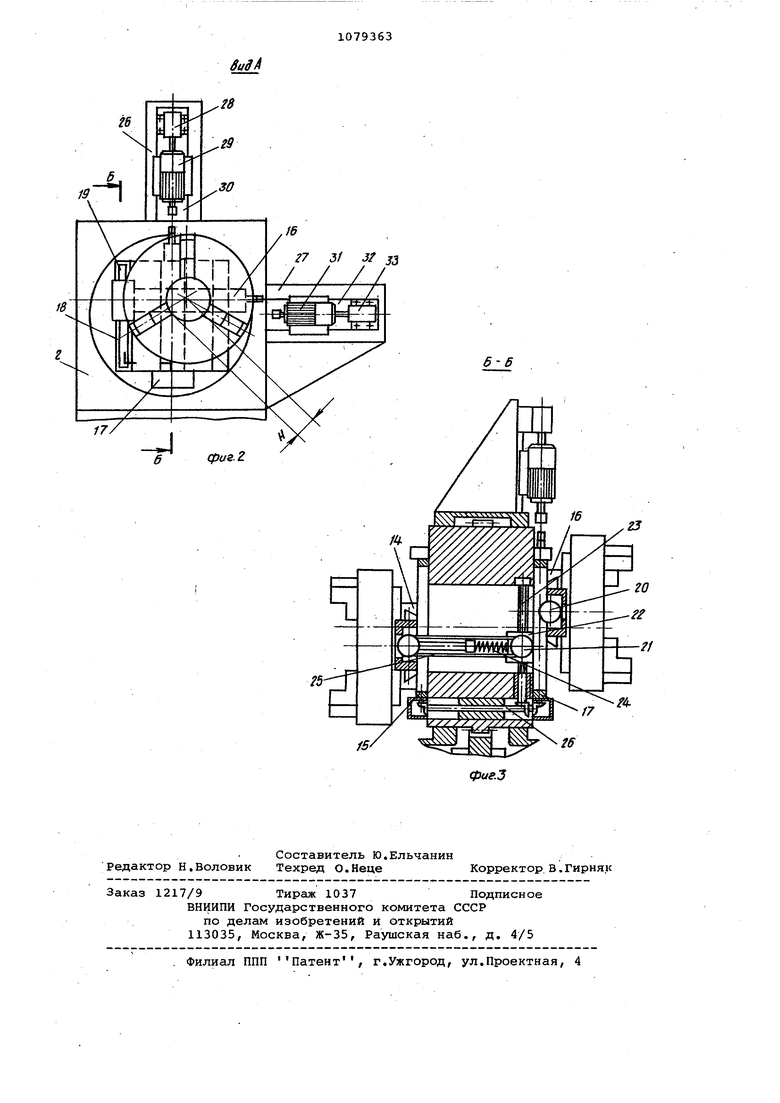
На фиг, 1 изображен предлагаемый станок, вид спереди; на фиг, 2 вид А на фиг,1; на фиг. 3 - разрез Б-Б на фиг, 2.
Станок содержит станину 1, на ко-, 35 торой смонтированы шпиндельная бабка 2 и инструментальные узлы 3 и 4.
Бабка 2 включает шпиндель 5, привод 6 и механизм 7 доворота,
На противоположных торцах шпинде- д ля 5 симметрично смонтированьа головки 8 и 9, включающие крестовые суппорты 10 и 11, к которым подвешены зажимные патроны 12 и 13,
Крестовый суппорт 10 содержит верхний суппорт 14 и нижний 15, Крестовый суппорт 11 - верхний суппорт 16 и нижний 17.
Верхний суппорт 16 и верхний суппорт 14 установлены на направляющих 18, две из которых выполнены с пазом 50 19 и совмещены с полостью шпинделя 5, В пазу 19 на винте суппорта 16 размещен диск 20 сцепления. Диск 21 сцепления смонтирован в полости шпинделя 5 вместе с гайкой 22 на 55 винте 23, снабжен натяжным механизмом 24 и через гибкую передачу 25 связан с верхним суппортом 14,
Винт нижнего суппорта 17 связан конической передачей 26 через по- 0 лость шпинделя Ь с винтом нижнего суппорта 15,
На корпусе передней бабки 2 ycTaf новлены привод вертикального переме-fщения 26 и привод горизонтального
перемещения 27, Привод 26 содержит гидроцилиндр 28, шаговый двигатель .29 и направляющую 30, Привод 27 шаговый двигатель 31, направляющую 32 и гидроцилиндр 33.
Станок работает следующим образом.
В исходном положении станка патрон 12 соосен патрону 13 и их оси проходят через эсь шпинделя 5.
Крестовые суппорты 10 и 11 выставляются фиксированно посредством шпинделя 5 в угловом положении относительн,о передней бабки 2 от привода 6 и механизма 7 доворота, так чтобы ось вертикального привода 26 совпадала с осью винтовой пары нижнего суппорта 17, а ось горизонтального привода 27 - с осью винтовой пары верхнего суппорта Ifa,
В зтом положении производится установка в станок обрабатываемых деталей (не показаны), закрепление их в патронах 12 и 13 и полная механическая обработка без перезакрепления с одного установа.
На первом этапе в обрабатываемых деталях протачиваются поверхности, эксцентриситет которых равен нулю. Такая обработка производится на универсальном или на программном токарном станках.
На втором этапе целесообразно производить обработку эксцентричных поверхностей, образование которых можно получить смещением по одной координате.
При обработке эксцентричной поверхности перед выполнением операции в станке производится фиксированный останов шпинделя 5 и перемещение головок 8 и 9 по одной координате на заданную величину. Такое перемещение осуществляется приводом 26, Гидроцилиндр 28 перемещает шаговый двигатель 29 по направляющей 30 до сцепления его с винтовой парой нижнего суппорта 17, Включается шаговый двигатель 29, который приводит в движение посредством нижнего суппорта 17 верхний суппорт 16, с установленным на нем патроном 12, а через коническую передачу 26 нижний суппорт 15 перемещает синхронно в противоположную сторону по направляющей 18 верхний суппорт 14 с патроном 12, Вместе с суппортом 14 в пазу 19 с помощью винта 23 и гайки 22, перемещается гибкая передача 2Ь, натяжной механизм 24 и диск 21 сцепления. Перемещение осуществляется до тех пор, пока по заданной программе станка управляемый шаговый двигатель 29 не выведет патроны 12 и 13 на заданную величину эксцентриситета. Затем привод 26 возвращает шаговый двигатель 29 в исходное полржение. Включается шпиндель 5, и инструментальные узлы 3 и 4 производят обработку эксцентричной поверхности.
На третьем этапе производится об- работка поверхностей, образование которых целесообразно получать смещением деталей по двум координатам. Такая обработка технологически экономична при выполнении нескольких ориентированных по углу эксцентричных поверхностей или неосевых отвер тий.
Вся операция делится на несколько технологических переходов. При каждом переходе в станке производится фиксированный останов шпинделя 5 перемещение патронов 12 и 13 по дву координатам и вывод шаговых двигате-1лей 29 и 31 в исходное положение.
Перемещение патронов 12 и 13 по двум координатам осуществляется от вертикального привода 26 и горизонтального привода 27,
Автоматическое перемещение органов станка производится в следующей последовательности.
Первоначально подается команда приводу 27. Гидроцилиндр 33 перемещает по направляющей 32 до сцепления с винтовой парой верхнего суппорта 16 шаговый двигатель 31, который перемещает по горизонтальной координате патрон 13, а через установлен|ные на винтах суппортов диски 20 и 21 сцепления и натяжной механизм 24 приводит в движение гибкую передачу 25, которая через винтовую пару суппорта 14 сообщает перемещение патрону 12. Такое сцепление возможно, так как в исходном положении верхний суппорт 14, верхний суппорт 16 и привод 27 расположены на одной оси, т.е. совмещены с осью шпинделя 5 .
Привод 27 возвращается в исходное положение, и в работу включается привод 26, который размыкает горизонтальн5по кинематическую связь головок 8 и 9. Привод 26 повторяет цикл и возвращается в исходное положение. В таком положении станок готов для выполнения любой заданной эксцентричной поверхности или неосевого отверстия в торце, так как обpaбaтывae ыe детали смещены от центра вращения шпинделя 5 по двум заданным координатам на величину Н .
Включается привод 6 вращения шпинделя 5 и привода инструментальных узлов 3 и 4. Производится токарная обработка деталей. По окончании обработки механизм 7 доворота останавливает шпиндель 5 в фиксированном угловом положении и, если необходимо, весь цикл повторяется для выполнения следующего технологического перехода.
Предлагае1«яй станок повышает производительность путем одновременной обработки двух деталей, имекицих эксцентричные поверхности, уменьшается, вспомогательное время и расширяются технологические возможности за счет совмещенной обработки деталей без смены технологических баз.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 1993 |
|
RU2129064C1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОРПУСA АВТОСЦЕПКИ | 2009 |
|
RU2404027C1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| ТОКАРНЫЙ СТАНОК | 1995 |
|
RU2087263C1 |
МЕТАЛЛОРЕЖУЩИЙ СТАНОК, содержащий две взаимно уравновешенные рабочие головки, установленные с возможностью перемещения в двух взаимно перпендикулярных направлениях посредством двух крестовых суппортов, име ющих винты продольной и поперечной подачи, отличающийся .тем, что, с целью расширения технологических возможностей при одновременном повышении производительности, станок снабжен двумя автономными приводами, установленными с возможностью перемещения в двух взаимно перпендикулярных направлениях и взаимодействующих с головками винтов продольной и поперечной подачи одного суппорта,; которые кинематически связаны с соответствующими винтами подачи другого суппорта.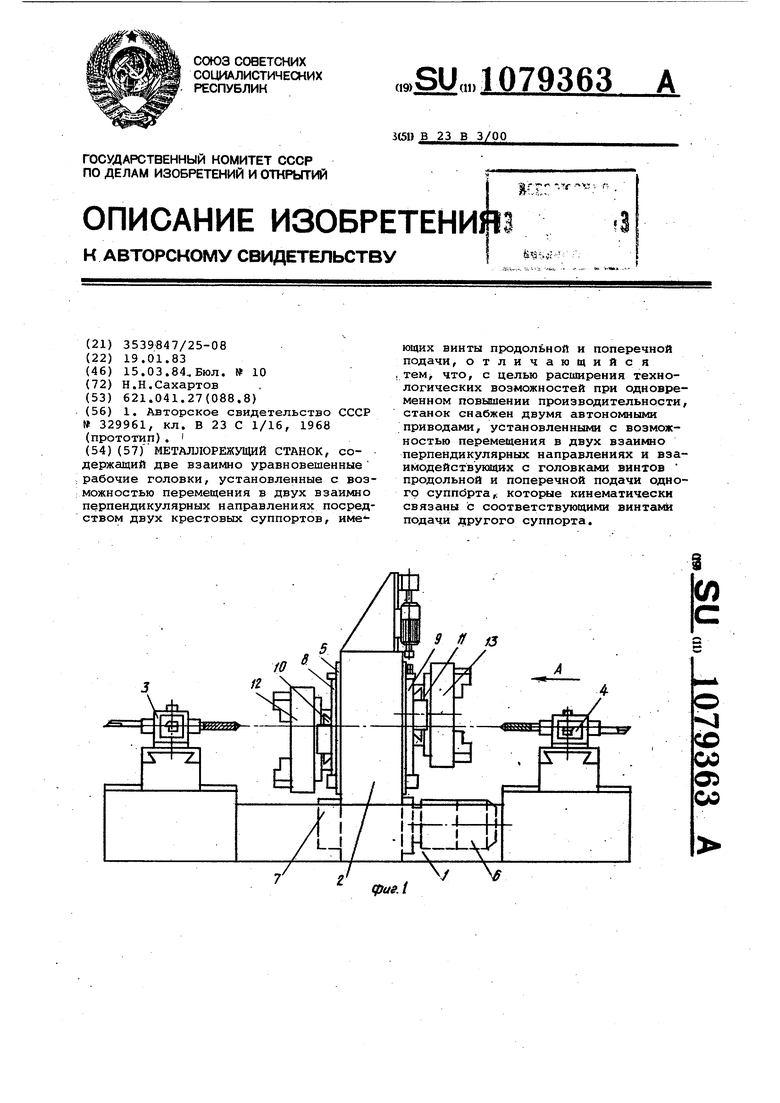
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ФРЕЗЕРНЫЙ ПОЛУАВТОМАТ | 0 |
|
SU329961A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I | |||
