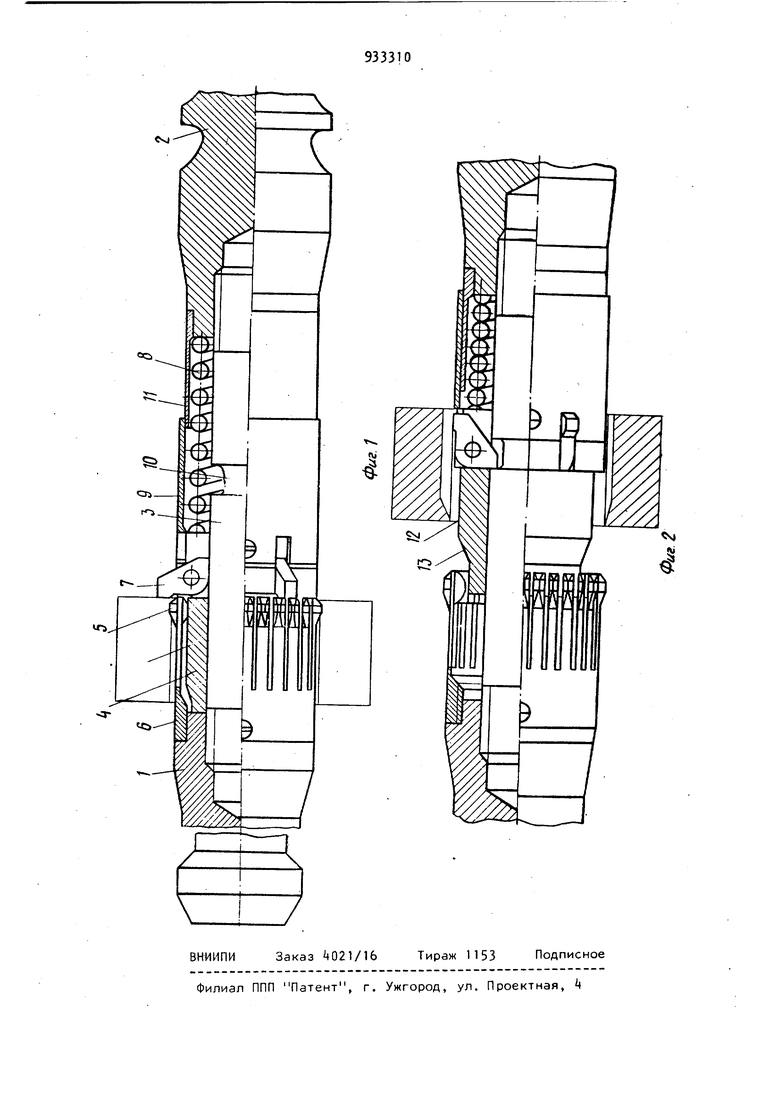
Изобретение относится к области металлообработки, в частности к прО тяжкам для обработки путем прямолинейного движения, и может быть использовано при обработке цилиндрических и плоских деталей на протяжных станках. Известна протяжка, режущие и деформирующие зубья которой расположены на оправке с копиром, установленной с возможностью осевого перемещения 1. Недостатком 1/13вестной протяжки является то, что при образовании деформирующим элементом пазов постоянного профиля по всей длине детали у опорного торца наблюдается краевой эффект, заключающийся в образовании нап гывов деформируемого металла, который не устраняется последующими режущими зубьями. Целью изобретения является повыше ние точности при обработке криволине ных поверхностей. Эта цель достигается тем, что а предложенной протяжке копир выполнен в виде втулки, установленной на оправке с возможностью осевого перемещения, а протяжка шарнирно связанным с копиром двуплечим упором, одно плечо которого предназначено для взаимодействия с поверхностью оправки. На оправке выполнена выточка для размещения плеча упора. На фиг. 1 изображена протяжка в момент работы деформирующих элементов; на фиг. 2 - то же после выхода деформирующих элементов из заготовки. Протяжка состоит из хвостовика 1, режущихэлементов 2, соединенных между собой направляющей оправкой 3, на которой расположен копир k, входящий в контакт с выступами 5 деформирующего элемента 6, выполненного, например, в виде цанги. Копир j, снабженный поворотными упорами 7, взаимодействует с пружиной 3.через стакан 9На оправке З выполнена выточка 10. Пружина 8 закрыта кожухом 11, закреп ленным на режущем элементе 2. Для устранения краевого эффекта копир k имеет, нaпpи(lep, два участка 12 и 13 которые выполнены в виде ци линдрической и наклонной поверхностей. Протяжка работает следующим образом. При рабочем ходе протяжки первона чально .в контакт с торцом обрабатываемой детали вступают поворотные упоры 7 которые фиксируют копир относительно обрабатываемой детали. Затем в контакт с заготовкой всту пают деформирующие выступы 5, которые перемещаясь по цилиндрической по верхности 12 копира J,формируют на обрабатываемой поверхности заготовки пазы постоянного профиля. По мере приближения к опорному торцу выступы 5 проходят по наклонному участку 13 копира {,уменьшая глубину пазо и тем самым величину деформации на выходе из отверстия заготовки. В момент выхода из контакта высту пов 5 с обрабатываемой поверхностью заготовки выточка 10 оправки 3 подхо дит под упоры 7, которые под деиствием пружины 8 поворачиваются вокруг своей оси на 90° и расфиксир ют копир t относительно заготовки, упоры 7 вместе с протяжкой свободно проходят через обрабатываемое отверстие заготовки. В момент выхода упоров 7 из конта та с обрабатываемой поверхностью заготовки под действием пружины 8 упоры 7 возвращаются в исходное положание. При этом копир k с упорами 7 и стакан 9 скользят по оправке 3 и так же занимают исходное положение относительно выступов 5. Затем в контакт с заготовкой вступают режущие элементы.2, которые перемещаясь в направлении протягивания, снимают разделенный деформирующим элементом припуск. Таким образом, при работе предла гаемой протяжки в результате уменьшения глубины пазов и сокращения величины деформации на выходе деформирующего элемента из обрабатываемой детали уменьшается образование наплывов деформируемого металла на опорном торце обрабатываемой детали. Это повышает качество обработки деформирующим протягиванием и снижает затраты на устранение образовавшихся наплывов металла. Формула изобретения Протяжка, содержащая оправку с упруго расположенными деформирующими зубьями, установленную с возможностью осевого перемещения относительно зубьев, и копир, отличающаяся тем, что, с целью повышения точности при обработке криволинейных поверхностей, копир выполнен в виде втулки, установленной на оправке с возможностью осевого перемещения, а протяжка снабжена шарнирно связанным с копиром двуплечим упором, одно плечо которого представлено для взаимодействия с поверхностью оправки, на оправке выполнена выточка, предназначенная для размещения упомянутого плеча упора. Источники информации, принятые во внимание при экспертизе , 1. Авторское свидетельство СССР № 8320, кл. В 23 D k3/Q2, 1972 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Деформирующе-режущая протяжка | 1980 |
|
SU897425A1 |
| Деформирующе-режущая протяжка | 1977 |
|
SU639667A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
| Инструмент для чистовой обработки отверстий | 1984 |
|
SU1491676A1 |
| Деформирующе-режущая протяжка | 1990 |
|
SU1801734A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |