(5) ВОДНЫЙ ФЛ10С ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ
, - . - Изобретение относится к нанесению покрытий из расплавов, в частности покрытий из цинка и его сплавов. Цинковые покрытия , полученные из расплава цинка, наиболее широко применяются для защиты стальных изделий от коррозии. Легирование расплава цинка микродобавками различных металлов (например, алюминием, магнием) значительно улучшает свойства покрытий, в частности повышает коррозионную стойкость цинковых покрытий.
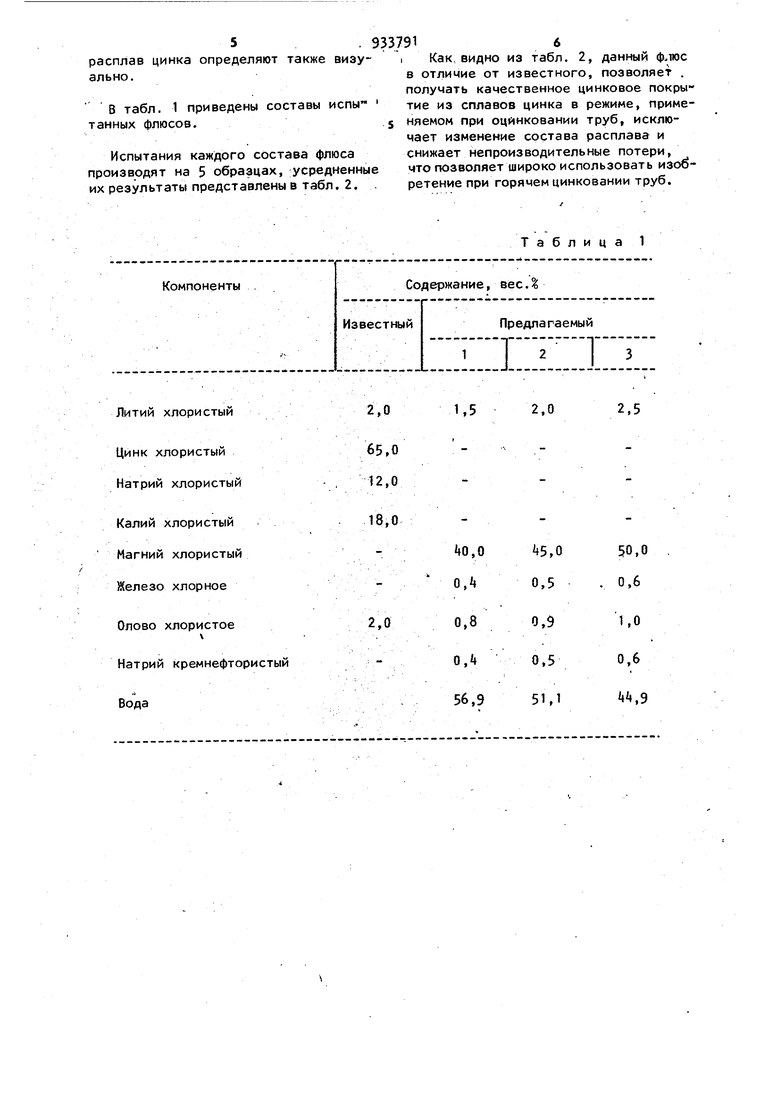
Известен водный флюс для обработки стальных изделий перед горячим цинкованием, содержащий хлорид цинка, хлорид калия, хлорид натрия, хлорид лития и хлорид кальция fl.
Недостатком этого флюса является неполное смачивание стальной поверхности изделия флюсом, что при последующем цинковании приводит к нарушению сплошности цинковых покрытий. Кроме того, в процессе нанесения СТАЛИ
покрытия хлорид цинка, входящий в состав флюса, взаимодействует с магнием, в случае присутствия его в расплаве,и снижает его концентрацию.
Наиболее близким к изобретению по технической сущности является водный флюс, используемый при горячем цинковании, содержащий хлорид цинка, хлориды калия, натрия, литмя и oлoвaL2J,
to
Недостатком такого флюса является то, что при нанесении покрытия и расплава цинка на сталь при 60+ tlO С не удается получить сплошных покрытий. Применение этого флюса в
IS процессе цинкования стальных изделий при обеспечивает получение на них качественного цинкового покрытия . необходимой толщины мкм.Однако повышение температуры расплава цинка до
20 приводит к быстрому выходу из строя ванны цинкования, так как при указанной температуре наблюдается максимальная скорость растворения 5 стальной ванны. Кроме того, как и в иредыдущем случае происходит взаимо действие магния, входящего в состав расплава, с хлоридом цинка, вследст вие чего расплав не стабилен в течение процесса. Последнее приводит к снижению коррозионной стойкости покрытий и, с учетом наличия непокрытых участков, этот флюс не обеспе чивает возможности получения качест венных покрытий толщиной 80-90 мкм в выбранном режиме нанесения покрытия. Цель изобретения - ловышение качества покрытий и стабильности расплава. Поставленная цель достигается тем, что водный флюс для горячего цинкования стали, содержащий хлорид щелочноземельного металла, лития и олова, дополнительно содержит кремн фтористый натрий, хлорное железо, а качестве хлорида щелочноземельного металла - хлорид магния при следующе соотношении компонентов, весД: Хлорид лития 1,5-2,5 . Хлорид олова 0,8-1,0 Кремнефтористый натрий 0,-0,6 Хлорное железо 0,4-0,6 Хлорид магния АО-50 ВодаОстальное
Приготовление флюса проводят еледующим образом.
Компоненты, входящие в состав флюса и взятые в определенном, соотношении, растворяют последовательно в воде, нагретой до 60 С, затем после охлаждения раствор доводят до необходимого объема. При погружении в расплав цинка стальных изделий с флюсом, в состав которого-входит хлористый магний, не происходит замены магния на цинк и, следовательно, стаби- лизируется состав расплава, уменьшаются потери цинка. Повышение качества покрытий обусловлено тем, что применение хлоридов железа способствует активному росту интерметаллических соединений в слое цинкового покрытия, в результате чего увеличивается общая его толщина. Использование кремнефтористого натрия несколько нейтрализует ингибирующий эффект от действия алюминия образуемая железо-алюминиевая пленка на стальных
Серная кислота .160 Соляная кислота 60 Ингибитор ПКУ-М 0,5
температура , продолжительность 20 мин; промывка в горячей (80 С), затем в холодной (20С) проточных водах в течение 5 мин.
Флюсование проводят путем погружения образцов в растворы флюсов при 80 С,.продолжительность 2 мин.
Офлюсованные образцы подвергают сушке при в течение 10 мин, , затем цинкованию в расплаве цинка, легированном 0,1% .алюминия -и 0,1 магния (по массе), температура цинкования ,-продолжительность 3 мин, масса расплава цинка - 7 кг. Качество оцинкованной поверхности образцов оцениваютвизуально. Содержание легирующей добавки магния и алюминия в расплаве цинка определяют спектральным, методом.
Наличие газовых BLделений при Погружении офлюсованных образцов в 14 изделиях в момент погружения в расплав цинка тормозит рост железоцинковых фаз). Добавка алюминия является практически обязательным компонентом ванны цинкования. Таким образом, присутствие и Na,, флюсе способствует увеличению толщины цинкового покрытия. Кроме того, хлорное железо приводит к снижению температуры плавления флюса. В результате этого при температуре цинкования происходит хорошее смачивание цинком стальной поверх НОСТИ . Опробование составов флюсов производят на образцах - патрубках из низкоуглеродистой стали ст. 3 диаметром 25 мм, толщиной стенки 3 мм, длиной ;.100 мм, площадь поверхности одного образца мм. Перед флюсованием образцы проходят подготовку поверхнос ти обычно применяемую при горячемцинковании: обезжиривание в растворе состава, г/л: Тринатрийфосфат80ПАВ (ОП-10) 1,0 температура раствора 80 С, продолжительность 10 мин, промывку в горя:чей () проточной воде.в течение 12 мин, травление в растворе следующего соста ва,г/л:
5. 9337916
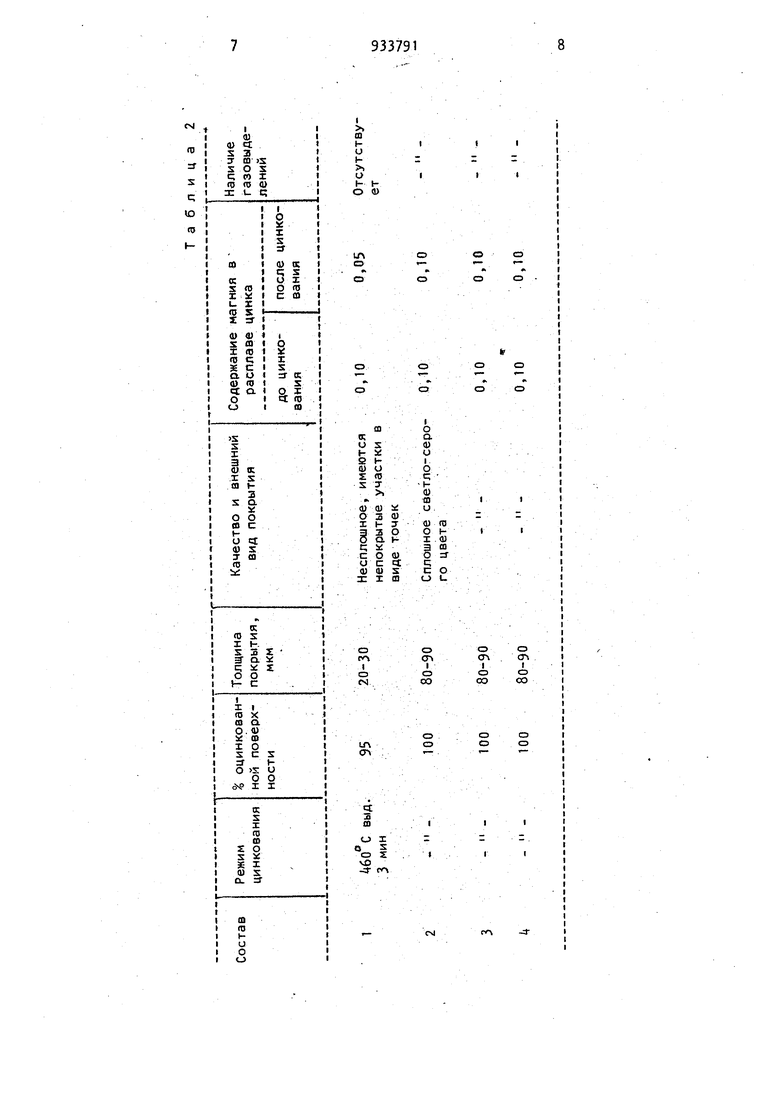
расплав цинка определяют также визу- F Как, видно из табл. 2, данный ф.тс ально.в отлимие от известного, позволяет .
В табл. 1 приведены составы испы тие из сплавов цинка в режиме, приметанных флюсов.5 няемом при оцйнковании труб, исклюИспытания каждого состава флюса снижает непроизводительные потери, производят на 5 образцах, усредненные что позволяет широко использовать изобих результаты представлены в табл. 2. , ретение при горячем цинковании труб.
получать качественное цинковое покрычает изменение состава расплава и
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВОГО ИЛИ ЦИНКОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ, ИСПОЛЬЗУЕМЫЕ СПЛАВЫ, ФЛЮСЫ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2310011C2 |
| Флюс для горячего цинкования стальных изделий | 1986 |
|
SU1407993A1 |
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ И ИЗДЕЛИЙ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 1995 |
|
RU2110601C1 |
| ПРОТЕКТОРНЫЙ СПЛАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1995 |
|
RU2099436C1 |
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2646303C2 |
| Способ горячего цинкования | 1981 |
|
SU986962A1 |
| СПЛАВ ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ ЦИНКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2180014C1 |
| ЧУГУННАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2834087C1 |
| СТАЛЬНАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2788071C1 |
Магний хлористый Железо хлорное
Олово хлористое
Натрий кремнефтористый Вода
Таблица 1
ш н о I- о t- ь
О 9)
о
о
-
«k
«ч
о
О
f о о
о
Q
о
о ri
СП
о со
о oo
о
о сэ
о о
о
о I о s
о S vO
Tf 99337 Формула изобретения Водный флюс для горячего цинкования стали, содержащий хлориды щелочноземельного металла, лития и олова, s отличающийся тем, что, с целью повышения качества покрытий и стабильности расплава, он дополнительно содержит кремнефтористый натIрий, хлорное железо, а в качестве ю .хлорида щелочноземельного металла хлорид магния при следующем соотношении компонентов, вес.%: . 10 Хлорид лития 1,5-2,5 Хлой.ид олова 0,8-1,0 Кремнефторис-, нотрии 0,4-0,6 Хлорное железо О,+-0,6 Хлорид магния 0-50 ВодаОстальное Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 2322975, кл. С 23 С 1/12, 197. 2. Патент Японии W 9 36855, кло 12 А 223, 12А220.1, 197.
