Настоящее изобретение относится к горячему цинкованию стальных изделий.
Горячее цинкование стальных изделий требует тщательной подготовки поверхности данных изделий перед их погружением в расплавленный цинк в ванне цинкования для обеспечения адгезии, непрерывности и однородности цинкового покрытия. Изделия, как правило, предварительно подвергают обезжириванию, травлению в растворе кислоты, промывке, флюсованию и сушке. Основными компонентами, используемыми при флюсовании, обычно являются хлорид цинка и хлорид аммония.
Из существующего уровня техники известен флюс для горячего погружного цинкования, включающий от 36 до 80 мас. % хлорида цинка (ZnCl2), от 8 до 62 мас. % хлорида аммония (NH4Cl), от 2,0 до 10 мас. % по меньшей мере одного из следующих соединений: хлорида никеля (NiCl2), хлорида марганца (MnCl2) или их смесь (Патент ЕР 22105 B1, С23С 2/30, С23С 2/06, опубл. 30.11.2015).
Известен флюс для горячего цинкования стальных изделий, включающий от 60 до 80 мас. % хлорида цинка (ZnCl2), от 7 до 20 мас. % хлорида аммония (NH4Cl), от 2,0 до 20 мас. % по меньшей мере одной соли щелочного или щелочноземельного металла, от 0,1 до 5 мас. % по меньшей мере одного из таких соединений, как хлорид никеля (NiCl2), хлорид кобальта (CoCl2) и хлорид марганца (MnO3) и от 0,1 до 1,5 мас. % по меньшей мере одного из таких соединений, как хлорид свинца (PbCl2), хлорид олова (SnCl2), хлорид висмута (BiCl2), хлорид сурьмы (SbCl2) (Патент РФ 2277606, С23С 2/30, С23С 2/06, опубл. 10.06.2006).
Известен флюс для горячего цинкования стальных изделий, включающий, г/дм3: от 300 до 850 хлорида цинка (ZnCl2), от 10 до 80 хлорида аммония (NH4Cl), от 100 до 700 карналлита, от 2 до 20 кислого сернокислого калия, от 0,001 до 0,1 поливинилового спирта. Обеспечивает получение бездефектного цинкового покрытия на углеродистых трубах при одновременном уменьшении количества цинка, переходящего в процессе цинкования в гартцинк (Патент РФ 2039123, С23С 2/30, опубл. 09.07.1995).
Общими недостатками указанных способов являются использование дорогостоящих добавок; сложность в корректировке состава. Также не сообщается о влиянии состава флюса на толщину цинкового покрытия изделий.
Наиболее близким к заявленному техническому решению является флюс для горячего цинкования стальных изделий на основе двойной соли хлорида цинка и хлорида аммония, включающий от 0,2 до 2,0 г/дм3 сульфата алюминия, от 0,2 до 2,0 г/дм3 сульфата никеля, от 0,2 до 1,0 г/дм3 хлорида калия. Добавки могут вводиться как в сульфатной, так и в хлоридной форме (Патент ЕР 0 924 314 A1, С23С 2/30, С23С 2/02, опубл. 05.12.1998).
К недостаткам указанного способа относятся многокомпонентность флюса, сложность в корректировке его состава. Не выявлено влияние состава флюса на толщину цинкового покрытия изделий и не сообщается о форме введения никеля во флюс в виде солей или раствора.
Указанный технический результат достигается в предлагаемом к защите флюсе для горячего цинкования стальных изделий, включающем от 200 до 300 г/дм3 хлорида цинка (ZnCl2), от 200 до 300 г/дм3 хлорида аммония (NH4Cl), от 6,5 до 12 г/дм3 сульфата никеля в пересчете на никель от 2,5 до 4,5 г/дм3. Ввод сульфата никеля во флюс может осуществляться как в виде твердой соли, так и в виде водного раствора. Изобретение отличает простота корректировки состава флюса.
Суть предлагаемого изобретения поясняется примерами.
Пример 1.
Изделия подвергались горячему цинкованию, включающему стадии:
а) обезжиривание изделий;
б) травление изделий;
в) промывка изделий;
г) обработка изделий во флюсующей ванне, включающей 250 г/дм3 хлорида цинка (ZnCl2), 250 г/дм хлорида аммония (NH4Cl), без добавки никеля;
д) сушка изделий;
е) погружение изделий в ванну цинкования;
ж) охлаждение изделий.
Пример 2.
Изделия подвергались горячему цинкованию, включающему стадии, аналогичные примеру 1, кроме
г) обработки изделий во флюсующей ванне, включающей 250 г/дм3 хлорида цинка (ZnCl2), 250 г/дм3 хлорида аммония (NH4Cl), 6,5 г/дм сульфата никеля в пересчете на никель 2,5 г/дм3.
Пример 3.
Изделия подвергались горячему цинкованию, включающему стадии, аналогичные примерам 1, 2, кроме
г) обработки изделий во флюсующей ванне, включающей 250 г/дм3 хлорида цинка (ZnCl2), от 250 г/дм3 хлорида аммония (NH4Cl), 12 г/дм3 сульфата никеля в пересчете на никель 4,5 г/дм3.
Пример 4.
Изделия подвергались горячему цинкованию, включающему стадии, аналогичные примерам 1, 2, 3, кроме
г) обработки изделий во флюсующей ванне, включающей 250 г/дм3 хлорида цинка (ZnCl2), 250 г/дм3 хлорида аммония (NH4Cl), 9,93 г/дм хлорида никеля в пересчете на никель 4,5 г/дм3.
Пример 5.
Изделия подвергались горячему цинкованию, включающему стадии:
а) дробеметная обработка изделий;
б) промывка изделий;
в) обработка изделий во флюсующей ванне, включающей 250 г/дм3 хлорида цинка (ZnCl2), от 250 г/дм3 хлорида аммония (NH4Cl), без никеля;
г) сушка изделий;
д) погружение изделий в ванну цинкования;
е) охлаждение изделий.
Пример 6.
Изделия подвергались горячему цинкованию, включающему стадии, аналогичные примеру 5, кроме
в) обработки изделий во флюсующей ванне, включающей 250 г/дм3 хлорида цинка (ZnCl2), от 250 г/дм3 хлорида аммония (NH4Cl), 12 г/дм3 сульфата никеля в пересчете на никель 4,5 г/дм3;
Пример 7.
Изделия подвергались горячему цинкованию, включающему стадии, аналогичные примерам 6, 7, кроме
в) обработки изделий во флюсующей ванне, включающей 250 г/дм3 хлорида цинка (ZnCl2), 250 г/дм хлорида аммония (NH4Cl), 9,93 г/дм3 хлорида никеля в пересчете на никель 4,5 г/дм3.
Толщину цинкового покрытия на изделиях и качество цинкового покрытия оценивали согласно ГОСТ 9.307-89 «Покрытия цинковые горячие». Все оцинкованные изделия в примерах 1-7 соответствовали требованиям ГОСТ 9.307-89. Результаты представлены в таблицах 1, 2.
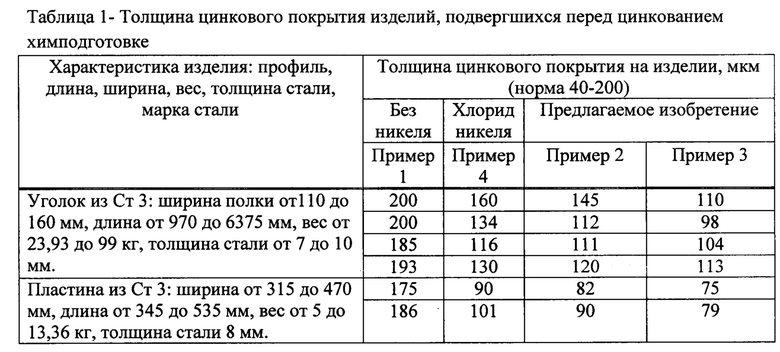
Результаты показали, что предлагаемое к рассмотрению изобретение позволяет снизить толщину цинкового покрытия при сохранении качества цинкового покрытия. На изделиях, подвергшихся перед цинкованием химической подготовке, толщина покрытия снизилась на 55-102 мкм в сравнении с изделиями, офлюсованными во флюсе без добавки никеля, и на 5-50 мкм в сравнении с изделиями, офлюсованными во флюсе с добавкой никеля 4,5 г/дм3 в виде хлорида никеля.
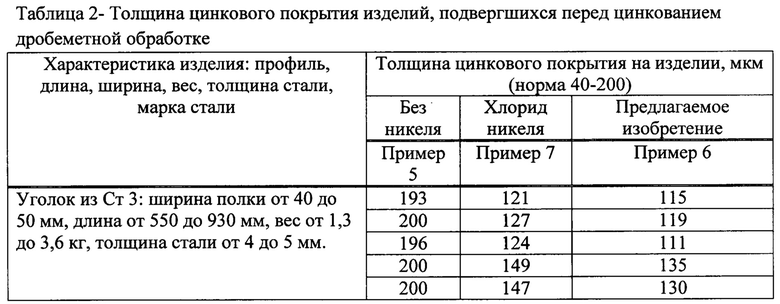
Результаты показали, что предлагаемое к рассмотрению изобретение позволяет снизить толщину цинкового покрытия при сохранении качества цинкового покрытия на изделиях. На изделиях, подвергшихся перед цинкованием дробеметной обработке, толщина покрытия снизилась на 65-85 мкм в сравнении с изделиями, офлюсованными во флюсе без добавки никеля, и на 6-17 мкм в сравнении с изделиями, офлюсованными во флюсе с добавкой никеля 4,5 г/дм3 в виде хлорида никеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |
| Таблетка для горячего цинкования металлических изделий (варианты) и способ её подготовки | 2016 |
|
RU2647066C1 |
| Порошковая никелевая лигатура для горячего цинкования и способ ее приготовления | 2023 |
|
RU2827007C1 |
| Флюс для горячего цинкования стальных изделий | 1986 |
|
SU1407993A1 |
| Способ изготовления брикета для легирования расплава цинка в процессе горячего цинкования | 2019 |
|
RU2704148C1 |
| СОСТАВ ПОРОШКОВОЙ СМЕСИ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2574153C1 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИЕВОГО ИЛИ ЦИНКОВОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ЧУГУНА ИЛИ СТАЛИ, ИСПОЛЬЗУЕМЫЕ СПЛАВЫ, ФЛЮСЫ И ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ | 2005 |
|
RU2310011C2 |
| ФЛЮС И СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОДУКТА С ПОКРЫТИЕМ ИЗ СПЛАВА ZN-AL-MG, ПОЛУЧАЕМЫМ ПУТЕМ ПОГРУЖЕНИЯ В РАСПЛАВ С ИСПОЛЬЗОВАНИЕМ УПОМЯНУТОГО ФЛЮСА | 2020 |
|
RU2780615C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИНКА ИЗ ЦИНКОСОДЕРЖАЩИХ ОТХОДОВ | 2016 |
|
RU2661323C2 |
| СПЛАВ ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ ЦИНКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2180014C1 |
Изобретение относится к горячему цинкованию стальных изделий. Флюс для горячего цинкования стальных изделий содержит, г/дм3: хлорид цинка от 200 до 300, хлорид аммония от 200 до 300, сульфат никеля от 6,5 до 12. Сульфат никеля может быть введен во флюс как в виде твердой соли, так и в виде водного раствора. Техническим результатом изобретения является снижение расхода цинка на оцинковку изделий за счет снижения толщины цинкового покрытия при сохранении его качества, простота корректировки состава флюса. 2 табл., 7 пр.
Флюс для горячего цинкования стальных изделий, содержащий хлорид цинка, хлорид аммония и сульфат никеля, отличающийся тем, что он содержит указанные компоненты при следующем соотношении, г/дм3:
| EP 0924314 A1, 23.06.1999 | |||
| Электродинамический репродуктор | 1929 |
|
SU22105A1 |
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |
| ФЛЮС ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ЦИНКОВЫХ ПОКРЫТИЙ НА СТАЛЬНЫЕ ТРУБЫ | 1992 |
|
RU2039123C1 |
| WO 2010095154 A1, 26.08.2010. | |||

