Гнутье тонкостенных труб является весьма сложной технологической операцией. Особые производственные трудности возникают в случае необходимости получить изогнутую деталь без малейших складок.
Известные приспособления и специальные машины для гнутья труб в ряде случаев При значительных величинах отношений диаметра трубы Z) к толщине стенки 5 и небольших значениях радиуса гнутья R не могут обеспечить качественной гибки трубы. Это является следствием того, что участки металла трубы, лежаш,ие на внешнем и иа внутреннем радиусе гибк1И, подвергаются значительным деформациям.
Труба по внешнему участку должна получать удлинение, равное
l,«4|-o,e.-U«.i..(f-o,e)
И ПО внутреннему участку сокращение на величину
.l.i . .,o,48U -.-::(А 0,4 S 44 2,.) 4 V 2
Предлагаемый способ гнутья тонкостенных труб позволяет производить качественную гибку цельнотянутых труб даже прИ значительно больших соотношениях между диаметром D трубы « толщиной б стенки и диаметром трубы D и радиусом R гнутья.
Способ заключается в том, что трубную заготовку протягивают через волочильное кольцо усилием изгибания ее на ролике-шаблоне.
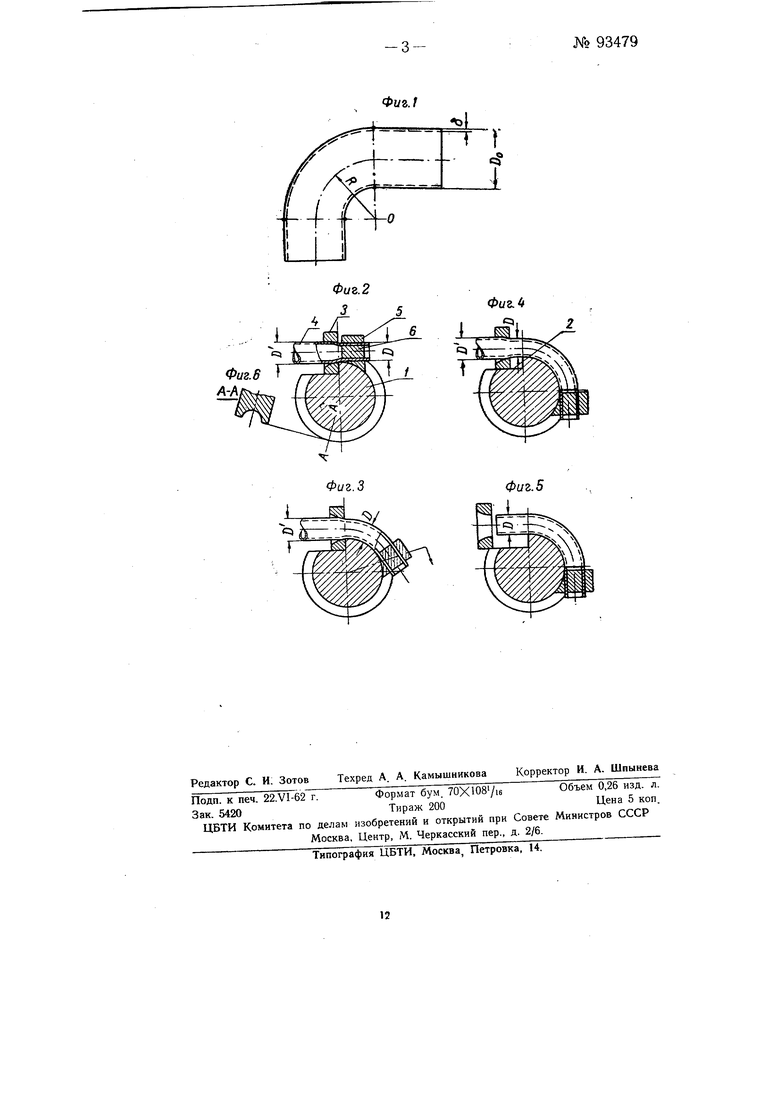
На фиг. 1 изображена схема соотношений размеров трубы при ее изгибании; на фиг. 2, 3, 4 и 5 - разные последовательные стадии изгибания трубы по способу, согласно изобретению; на фиг. 6-разреа по Л-А на фиг. 2.
Изгибание трубы производится на ролике-шаблоне 1 с полукруглой выемкой, радиус которой равен радиусу трубы. Под прямым углом к диаметральной плоскости ролика часть его вырезана для образования прямоугольной площади 2, на которую устанавливается вголочильное кольцо 5.
№93479-2Заготовка 4 трубы берется диаметром D, несколько большим заданного D, и конец ее заправляется под последний размер. Заполнение заготовки песком производится лишь в тех случаях, когда разность диаметров D и D относительно велика. Затем заготовку продевают через волочильное кольцо 3 (фиг. 2) и пропускают конец ее через оправку 5.
Последняя входит в выемку ролика /. В полость той части трубы, которая находится в оправке 5, вгоняется керн 6. Труба при этом так прочно скрепляется С оправкой, что последнюю можно использовать для протягивания остальной части заготовки (для волочения) через волочильное кольцо 3. После этого оправку начинают тянуть, направляя ее по выемже ролика / (фиг. 3).
Усилием волочения кольцо 3 прижимается к вертикальной стенке ролика у выреза.
Поскольку в даунам примере описывается изгибание трубы под углом 90°, процесс изгибания заканчивается после прохождения оправкой 5 пути, равного 90°, по ролику / (фиг. 4). Остается только протянуть второй конец заготовки до диаметра D. Для этого оправку 5 тем или иным способом закрепляют на ролике и оттягивают влево (по чертежу) волочильное кольцо 3, ведя его по площадке 2 (фиг. 4 и 5).
Предмет изобретения
Способ гнутья тонкостенных труб, отличающийся тем, что трубную заготовку протягивают через волочильное кольцо усилием изгибания ее на ролике-шаблоне.
Фиг.З
Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230624C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ПЕРЕМЕННОЙ ПО ДЛИНЕ ТОЛЩИНОЙ СТЕНКИ | 1994 |
|
RU2089309C1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230623C1 |
| ИНСТРУМЕНТ ДЛЯ ВОЛОЧЕНИЯ | 2006 |
|
RU2332273C1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1994 |
|
RU2066577C1 |