(54) УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ШЕРОХОВАТОСТИ
1
Изобретение относится к прокатному производству и может быть использовано на листопрокатных станах при получении полос с высоким качеством отделки поверхности.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому устройству является стан холодной прокатки с индивидуальными приводами и регуляторами скоростей вращения валков с задатчиком скорости и блоком подачи смазки в очаг деформации. Регулирование шероховатости полосы осуществляется щлифованием или насечкой катающих поверхностей валков вне стана 1.
Недостаток такого устройства состоит в том, что в процессе прокатки вследствие скольжения металла по поверхности валка в очаге деформации происходит непрерывное изменение шероховатости валков, что обуславливает изменение шероховатости и ухудщает качество отделки поверхности по длине полос.
Целью изобретения является повышение качества отделки поверхности по длине полос.
ПОЛОСЫ
Указанная цель дocти aeтcя тем, что устройство для регулирования шероховатости, полосы в клети прокатного стана с индивидуальными приводами, содержащее регуляторы скорости вращения валков с задатчиком скорости и блок-подачи смазки в очаг деформации, дополнительно- содержит датчик шероховатости полосы, установленный на выходе из клети, задатчик шероховатости, элемент сравнения, нуль-орган, интегратор, сумматор, причем первый и второй входы элемента сравнения соединены с датчиком шероховатости полосы и с задатчиком шероховатости, выход элемента сравнения через последовательно соединен j ные нуль-орган и интегратор соединен с первым входом сумматора, второй вход которого соединен с задатчиком скорости, а выход сумматора соединен со входом регулятора скорости верхнего валка.
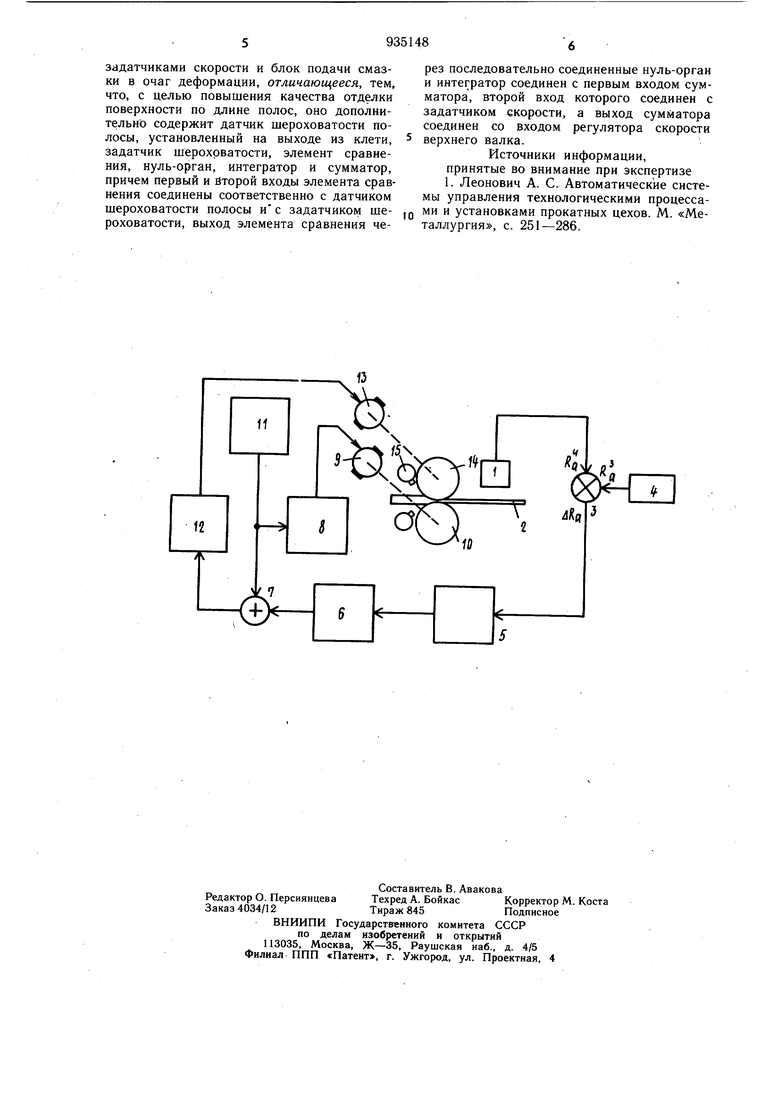
На чертеже изображена структурная
20 схема устройства.
Устройство состоит из датчика 1 шероховатости полосы, размещенного на выходе из клети над полосой 2. В качестве датчика 1 шероховатости полосы может быть использован фотометр качества поверхности. Выход датчика 1 шероховатости полосы соединен со входом элемента 3 сравнения. Выход задатчика 4 шероховатости соединен со входом элемента 3 сравнения. Задатчик 4 шероховатости может состоять из стабилизированного источника напряжения с делителем, шкала которого градуирована в единицах шероховатости Ra . Выход элемента 3 сравнения соединен со входом нульоргана 5, представляюш,его собой нейтральное поляризованное реле, контакты котброго подключены к источнику постоянного напряжения (на чертеже не показан) и ко входу интегратора 6. Выход интегратора б соединен со входом сумматора 7. Другой вход сумматора 7, а также вход регулятора 8 скорости вращения двигателя 9 нижнего валка 10 подключены к выходу задатчика
11скорости, ручка управления которого находится на пульте вальцовшика. Выход сумматора 7 соединен со входом регулятора
12скорости вращения двигателя 13 верхнего валка 14. Блок 15 подачи смазки в очаг деформации расположен на входной стороне клети.
Устройство работает следующим образом.
Перед прокаткой задатчиком 4 шероховатости устанавливают требуемую величину шероховатости верхней поверхности полосы 2. Полосу 2 задают в валки 10 и 14. Задатчиком 11 скорости устанавливают скорость прокатки. На выходе интегратора 6 напряжение отсутствует, и на входах регуляторов 8 и 12 скорости вращения сигналы одинаковы, поэтому двигатели 9 и 13 и связанные с ними валки 10 и 14 вращаются с одинаковыми скоростями. Включают в работу блок 15 подачи смазки в очаг деформации. При выходе полосы 2 из клети на выходе задатчика 1 шероховатости появляется электрический сигнал R , пропорциональный измеренной величине Ra шероховатости полосы 2. На выходе элемента 3 сравнения будет сигнал ARa, пропорциональный разности
ДКо Ra.- Rtt
Если величина меньше зоны нечувствительности нуль-органа 5, определяющей точность получения заданной шероховатости полосы 2, прокатка будет продолжаться без рассогласования скоростей валков 10 и 14.
Как только, например, вследствие износа валков 10 и 14, величина ARa станет больше зоны нечувствительности нуль-органа 5, сработает поляризованное реле и, в зависимости от знака ARa,coeдинит вход интегратора 6 с источником постоянного напряжения, причем полярность напряжения которого противоположна полярности напряжения на выходе задатчика 11 скорости.
В результате на выходе интегратора б появится линейно возрастающее напряжение. Напряжение на выходе сумматора 7, равное
Ux + (-и„),
где и - напряжение на выходе сумматора 7;
Ujc - напряжение на выходе задатчика 11 скорости;
и и -напряжение на выходе интегра-.
тора 6,
будет линейно убывающим, и, так как величина напряжения U определяет скорость верхнего валка 14, скорость валка 14 будет уменьшаться. Уменьшение скорости вращения верхнего валка 14 приведет к уменьшению количества смазки, поступающей из блока 15 подачи смазки в очаг деформации. Это вызовет увеличение отпечатываемости валка 14 и увеличение шероховатости полосы 2. Увеличение шероховатости полосы 2, фиксируемое датчиком 1 шероховатости полосы как R,будет происходить до. тех пор, г1ока величина ARo, не станет меньше - зоны нечувствительности нуль-органа 5. При этом поляризованное реле нуль-органа 5 отключит вход интегратора б от источника постоянного напряжения. Напряжение на выходе интегратора б будет оставаться неизменным, перестанет снижаться скорость валка 14, полосы будут
иметь стабильную шероховатость по длине. Если R , . валок 14 будет разгоняться, так как нуль-орган 5 соединит вход интегратора с источником постоянного напряжения с полярностью, противбположной, чем в предыдушб1у1 случае, до тех пор, пока шероховатость полосы 2 не снизится и с требуемой точностью не будет выполнено равенство измеренной и заданной шероховатости.
Технико-экономические преимущества
предлагаемого устройства состоят в оснащении клети датчиком шероховатости полосы, установленном на выходной стороне клети, задатчиком шероховатости, элементом сравнения, нуль-органом, интегратором и сумматором, объединенным в контур регулирования с регулятором скорости верхнего валка. Реализация предлагаемого устройства позволит автоматически поддерживать постоянное качество отделки поверхности по длине полос. Экономический эффект от внедрения устройства на стане 1200 составит 50 тыс. руб. в год.
Формула изобретения
55 Устройство для регулирования шероховатости полосы в. клети прокатного стана с индивидуальными приводами, содержащее регуляторы скоростей вращения валков с
задатчиками скорости и блок подачи смазки в очаг деформации, отличающееся, тем, что, с целью повышения качества отделки поверхности по длине полос, оно дополнительно содержит датчик шероховатости полосы, установленный на выходе из клети, задатчик шероховатости, элемент сравнения, нуль-орган, интегратор и сумматор, причем первый и второй входы элемента сравнения соединены соответственно с датчиком шероховатости полосы и с задатчиком шероховатости, выход элемента сравнения через последовательно соединенные нуль-орган и интегратор соединен с первым входом сумматора, второй вход которого соединен с задатчиком скорости, а выход сумматора соединен со входом регулятора скорости верхнего валка.
Источники информации, принятые во внимание при экспертизе 1. Леонович А. С. Автоматические системы управления технологическими процессами и установками прокатных цехов. М. «Металлургия, с. 251-286.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационного обкатывания прокатного валка в клети | 1980 |
|
SU929261A1 |
| Способ прокатки шероховатыхпОлОС | 1979 |
|
SU831229A1 |
| Устройство для регулирования шероховатости полосы в прокатной клети | 1982 |
|
SU1039601A2 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Система автоматического регулирования натяжения и размеров полосы | 1983 |
|
SU1097403A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| Устройство для автоматической стабилизации толщины полосы на прокатном стане | 1991 |
|
SU1784317A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
