lS) ФЛЮС ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электрошлаковой сварки | 1978 |
|
SU859089A1 |
| Флюс для электрошлаковой сварки | 1978 |
|
SU935236A1 |
| Флюс для электрошлаковой сварки | 1978 |
|
SU1022792A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Флюс для сварки | 1977 |
|
SU677856A1 |
| Флюс для сварки магниевых сплавов | 1980 |
|
SU872135A1 |
| Флюс для сварки | 1979 |
|
SU797861A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| Флюс для сварки титана и его сплавов | 1975 |
|
SU614917A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
I
Изобретение относится к сварке, в частностиК флюсу для электрошлаковой сваркиИзвестен флюс l , содержащий следующие компоненты, вес.;:
Хлористый натрий 30-35 Фтористый натрий 28-30 Хлористый калий 15-20 Фтористый литий 20-22. Недостатком данного флюса является низкая температура кипения.
Наиболее близким к предлагаемому по составу является флюс 21, содержащий следующие компоненты, вес.: Фтористый кальций13-17Фтористый литий 16-20 Фтористый магний Фтористый стронций 13-17 Хлористый калий Однако данный флюс обеспечивает недостаточную стабильность процесса сварки.
Для повышения стабильности процесса сварки флюс дополнительно содержит фтористый барий и фтористый натрий, а в качестве соединения калия фтористый калий при следующем соотношении компонентов, вес.:. Фтористый кальций5-15Фтористый литий 1-5 Фтористый калий 1-15
10 Фтористый барий 60-90 Фтористый натрий 1-10
Введение в состав флюса фтористого бария и фтористого калия обеспечи15вает температуру плавления флюса в интервале 890-910°С, что улучшает дегазацию металла шва, а также плотность флюса ,7 г/см , что обеслечивает стабильное протекание про20цесса сварки.
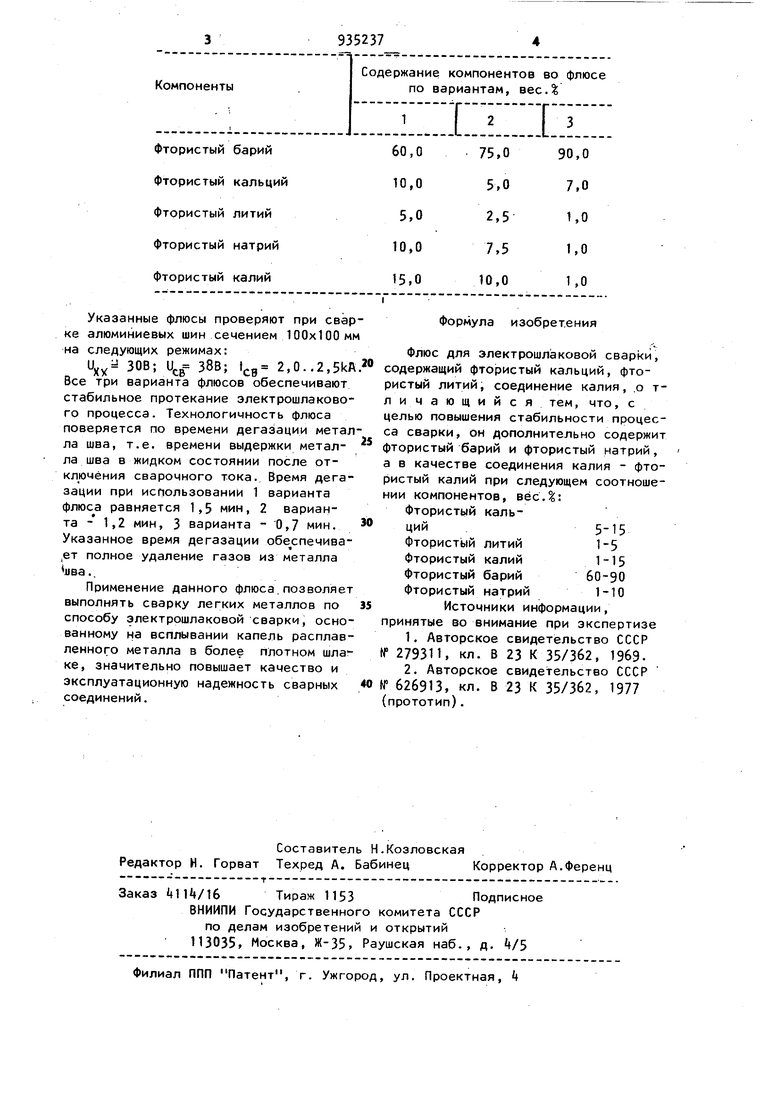
В таблице указаны примеры выполнения флюса. Указанные флюсы проверяют при свар ке алюминиевых шин сечением 100x100 мм на следующих режимах: ( ЗОВ; и, 38В; LB 2,0..2,5kA Все три варианта флюсов обеспечивают стабильное протекание электрошлакового процесса. Технологичность флюса поверяется по времени дегазации метал ла шва, т.е. времени выдержки металла шва в жидком состоянии после отключения сварочного тока. Время дегазации при использовании 1 варианта флюса равняется 1,5 мин, 2 варианта - 1,2 мин, 3 варианта - 0,7 мин. Указанное время дегазации обе спечива,ет полное удаление газов из металла ива.. Применение данного флюса.позволяет выполнять сварку легких металлов по способу электрошлаковой сварки, основанному на всплывании капель расплавленного металла в более плотном , значительно повышает качество и эксплуатационную надежность сварных соединений. Формула изобретения Флюс для электрошл1аковой сварки, содержащий фтористый кальций, фтористый литий, соединение калия, .о тличающийся тем, что, с целью повышения стабильности процесса сварки, он дополнительно содержит фтористый барий и фтористый натрий, а в качестве соединения калия - фтористый калий при следующем соотношении компонентов, вес.: Фтористый кальций .5-15 Фтористый литий 1-5 Фтористый калий 1-15 Фтористый барий 60-90 Фтористый натрий 1-10 Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 279311, кл. В 23 К 35/362, 19692.Авторское свидетельство СССР № 626913, кл. В 23 К 35/362, 1977 (прототип).
