(5) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ИЗДЕЛИЙ С НАРУЖНЫМИ КОЛЬЦЕВЫМИ ШВАМИ

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| Устройство для деформирования трубных заготовок | 1990 |
|
SU1791050A1 |
| Устройство для сборки и сварки сильфонов | 1987 |
|
SU1581542A1 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1331601A1 |
| Наружный центратор | 2019 |
|
RU2710705C1 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА АМПУЛЬНОГО ТИПА | 2018 |
|
RU2685704C1 |
| Способ изготовления сварных тонкостенных сильфонов | 1984 |
|
SU1234149A1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2201854C1 |
| ТЕПЛООБМЕННАЯ ПАНЕЛЬ И СПОСОБ ЕЕ СБОРКИ | 2005 |
|
RU2298143C1 |
,
Изобретение относится к сварке,
в частности к устройствам для сборки под сварку изделий с наружными кольцевыми швами, преимущественно сильфонов, и может быть использовано при изготовлений сильфонов, мембранных блоков и т.п. в различных отраслях машиностроения.
Технологический процесс изготовления сварных сильфонов заключается в предварительной сварке мембран, . имеющих внутренние и наружные плоские кольцевые отбортовки, попарно по внутреннему диаметру и последующей сварке вышеуказанных секций по наружному Диаметру.. Известна сборочная оснастка для сварки сильфонов по наружному диаметру, представляющая собой оправку, набор профильных полуколец, прижимной шайбы и гайки СП.
Попарно сваренные в секции мембраны с вложенными между ними двумя про.фильными полукольцами одеваются на onравку и прижимной шайбой и гайкой прижимаются друг к другу по наружным плоским отбортовкам, после чего . наружные кромки смежных мембран свариваются.
Эта оснастка трудоемка в изготовлении, особенно профильные полукольца, сложнаЕз эксплуатации, требует дополнительных приспособлений для правильной сборки секций с полукольцами на оправке (разрезной стакан) и выемки профильных полуколец из готового сильфона (винто-. вой съемник).
Наиболее близким к предлагаемому по технической сущности является устройство для сборки под сварку изделий с наружными кольцевыми швами, преимущественно сильфонов, содержащее оправку и механизм прижима с направляющими 2.
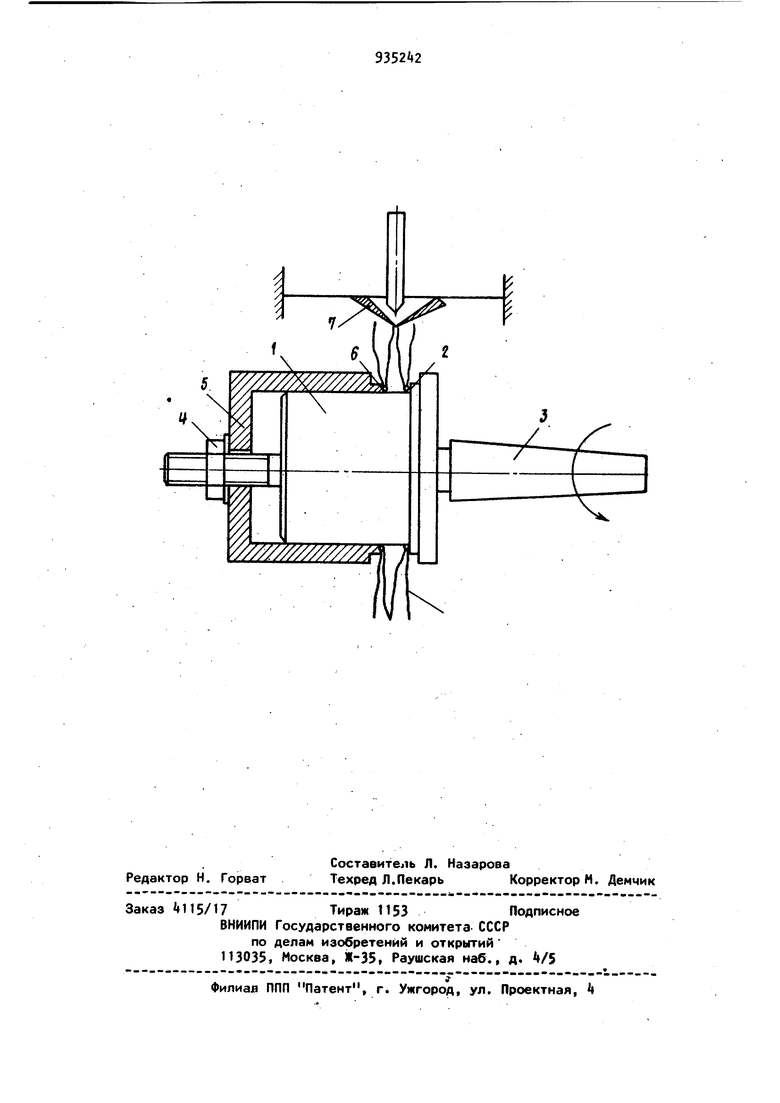
Механизм прижима с направляющими выполнен в виде двуплечих рычагов, ;Которые в зажатом состоянии охватывают наружные плоские отбортовки мембран и прижимают смежные свариваемые мембраны друг к другу по наружному диаметру. Однако для сварки сильфонов с лым шагом, менее 1,5 мм, такое ройство неприменимо. Конструкция ус ройства сложна, технологически трудоемка для исполнения и непроизводительна в работе. Целью изобретения является упрощение конструкции и обеспечение возможности сварки сильфонов с малым шагом. Эта цель достигается тем, что ус ройство для сборки под сварку изделий с наружными кольцевыми швами,со держащее оправку и механизм прижима с направляющими, снабжено дополнительным механизмом прижима, выполненным в виде втулки с упором на ее торцовой поверхности, рабочая площадь которого равна площади внутрен йей плоской кольцевой отбортовки из делия, а оправка выполнена с упором аналогичным упору торцовой поверхности втулки. Такое устройство позволяет доста точно быстро и просто собирать последовательно и сваривать секции мем бран с любым шагом без профильных полуколец. Яа чертеже показано предлагаемое устройство. Устройство состоит из оправки 1, имеющей упор 2, усг«ановочный конус 3 и винт с гайкой k, прижимной втул ки 5 с одной ТО0ЦОВОЙ поверхностью 6, аналогичной по конфигурации упору 2 оправки 1. Сборка и сварка секций мембран по наружному диаметру производится следующим образом. На оправку 1 до упора устанавливаются две секции, в каждой из которых мембраны предварительно сваре ны по внутреннему диаметру. Секции поджимаются между собой по внутреннему диаметру до .соприкосно.вения наружных плоских отборто вок двух смежных мембран разных сек ций с помощью втулки 5 и гайки k. 9 4 Наличие упара на оправке и аналогичного профиля на торцовой поверхности втулки позволяет осуществлять поджатие секций только в районе внутренних швов секций и внутренних плоских отбортовок мембран, не деформируя их гофрированной части. После сборки оправка с поджатыми секциями устанавливается при помощи установочного конуса 3 в машину свар ки, где и производится сварка секций, причем в зоне сварки кромки свариваемых смежных мембран перемещаются по направляющим 7. Аналогичным образом последовательно привариваются и последующие секции. Такое ycfpoйcтвo позволяет достаточно быстро и просто собирать последовательно и сваривать секции мембр.ан с любым шагом без профильных полуколец. Формула изобретения Устройство для сборки под сварку изделий с наружными кольцевыми швами, пр1еимущественно сильфонов, содержащее оправку и механизм прижима с направляющими, отличающеес я тем, что, с целью упрощения конструкции и обеспечения возможности сварки сильфонов с- малым шагом между мембранами, устройство снабжено дополнительным механизмом прижима,выполненным в виде втулки с упором на ее торцовой поверхности, -рабочая площадь которого равна площади внутренней плоской кольцевой отбортовки изделия, а оправка выполнена с упором, аналогичным упору торцовой поверхности втулки. Источники информации, принятые во внимание при экспертизе 1.Определение возможности получения специальных сварных сильфонов. Б . Отчет по НИР tfCO. 007.171, НИИТехноприбор, 1978, с. 35. 2.Авторское свидетельство СССР № 39365 кл. В 23 К 37/0«, 1972 (прототип).
