Изобретение относится к приборо- :троенит, а именно к изготовлений гонкостенных сильфонов из металла толщиной 0,08-1,0 мм для манометрических приборов, работающих в условиях воздействия высоких давлений измеряемой среды.
Цель изобретения - повышение качества полученных изделий упругих характеристик сварных тонкостенных сильфонов и повышение герметичности его сварных соединенй.
На чертеже схематически показан сильфом в сборе с теплоотводами в приспособлении для сварки по наружнму контуру.
Способ осуществляют следующим образом.
Предварительно изготовленные кольцевые мембраны 1 фасонного профиля с плоскими наружным 2 и внутренним 3 кольцевыми буртами собирают в пакет, установив их попарно и расположив между их рабочими поверхностями теплоотводы l, выполненные в виде медных кольцевых пластин, наружный диаметр которых меньше на ружного диаметра мембран.
Для обеспечения сварки сильфона по наружному контуру пакет мембран помещают в приспособление для сборки и сварки, состоящее из оправки 5 центрирующего калибра 6 и элементов 7 зажима.
Плотное применение свариваемых кромок обеспечивают тем, что перед сваркой осуществляют осевое сжатие сильфона на величину, определяемую из соотношения
uJ
n
Toot
Редактор С.Лисина Заказ 2937/17
Составитель Н.Пожидаева Техред В.Кад ар
Корректор
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
34IA92
где дР - величина осевого сжатия
сильфона, мм;
и - число гофров сильфона, после чего осуществляют попарную 5 сварку мембран по наружному и внутреннему контурам.
Для обеспечения как качественной сварки, так и высоких характеристик свариваемого сильфона ширину внут- 10 peHHei o и наружного кольцевых буртов мембран выбирают из соотношения
b где Ь
ширина плоского кольцевого бурта, мм; t - толщина мембраны, мм.
И р и м е р. Изготавливают силь- фон с пятнадцатью гофрами, толщина мембран которого составляет t 0,25 мм. Мембраны имеют плоские ко хьцевые бурты шириной Ь 0,355 мм. Перед сваркой осуществляют осевое сжатие сильфона на величину л 0,6 мм,
Исследование сваренного сильфона показывает стабильную глубину проп- лавления металла сварньгх швов ввиду того, что непосредственно в месте сварки теплоотводы не соприкасаются со свариваемыми кромками, выступаю- 1ЦИМИ за внешнюю кромку теплоотво- дов. Зона шва освобождена от перегрева, так как сварку ведут по открытому краю мембраны, а излишнее тепло снимшот с рабочей поверхности мембраны. Таким образом, теплоотвод защищает от перегрева поверхность мембраны и обеспечивает малый шаг сильфона между гофрами, так как его можно изготовить какой угодно малой толщины,
Корректор Т.Колб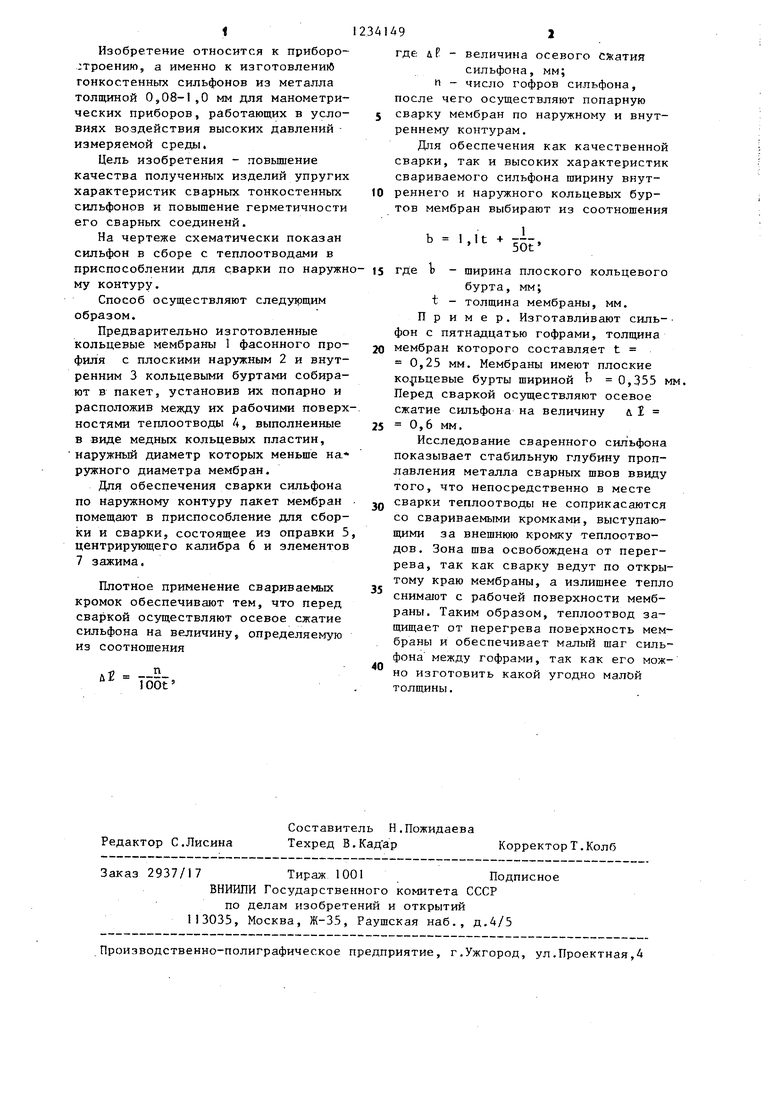
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1331601A1 |
| Способ изготовления сварного сильфона | 1987 |
|
SU1447618A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ, АРМИРОВАННЫХ КОЛЬЦАМИ, И СИЛЬФОННЫЙ УЗЕЛ НА ЕГО ОСНОВЕ | 2006 |
|
RU2340435C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ МНОГОСЛОЙНЫХ ТОНКОСТЕННЫХ ГОФРИРОВАННЫХ ОБОЛОЧЕК МЕЖДУ СОБОЙ И С АРМАТУРОЙ | 2011 |
|
RU2484932C1 |
| Способ сварки тонкостенных деталей с элементами арматуры | 1986 |
|
SU1428558A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2003 |
|
RU2231431C1 |
| Способ изготовления сварных сильфонов | 1982 |
|
SU1061900A1 |

| Устройство для сборки и сварки тонкостенных мембран | 1977 |
|
SU657943A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
