Предлагаемая группа изобретений относится к области машиностроения, касается устройства для изготовления заготовок термопластичных мешков для пылесосов и способа их изготовления, осуществляемого на этом устройстве, которая может быть реализована на станке-полуавтомате, легко перенастраиваемого под изготовление заготовок термопластичных мешков разных типоразмеров с отверстием на одной из их сторон.
Известно устройство для изготовления пакетов из термопластичной пленки (авт. св. N1654007, кл. В29С 65/02, опубл. 07.06.91 г.), которое дополнительно содержит накопитель, установленный между механизмами подачи и протяжки, кинематически связанный с механизмом обгона. Накопитель выполнен в виде коромысла, несущего на конце втулку и взаимодействующего с двумя конечными выключателями путевой системы управления, на входе устройства установлен механизм продольной сварки, выдающей рукавной полуфабрикат, сваренный из двух полиэтиленовых полотнищ.
Недостатком данного устройства являются ограниченные возможности переналадки для изготовления пакетов, разных по длине и ширине. Размеры пакетов имеют относительно большой допуск по длине из-за инерционности протяженной кинематической цепи управляющего воздействия от механизма отмеривания на исполнительный рычаг-прерыватель подачи. Неудовлетворительное качество сварного соединения, т.к., во-первых, сварка осуществляется односторонним нагревом, а не сплавлением в общей для обеих пленок рукава в сварочной ванне, во-вторых, технологией не гарантируется качество и равномерность шва без короблений пленки, которая не зафиксирована в узле сварки, возникают сварочные напряжения из-за градиента температур при резком охлаждении.
Известно техническое решение электрода для сварки термопластичных материалов, а именно применение электрического провода во фторопластовой изоляции в качестве электрода для сварки и резки термопластичных материалов (авт. св. №1344619, кл. В29С 65/18, В29С 65/22, опубл. 15.10.1987 г.). Использование одного этого решения не позволяет решить задачу изготовления мешков для пылесосов, поскольку обеспечивает выполнение только одной функции устройства - сварки и резки слоев пленки, уже соединенных между собой.
Наиболее близким из известных технических решений устройств для изготовления мешков из термопластичных материалов является устройство для изготовления пакетов из термопластичного материала (заявка на изобретение №94017315, кл. В29С 65/02, В29С 65/22, опубл. 10.07.1996 г.). Сущность его заключается в том, что оно содержит смонтированные на станине узел размотки с накопителем, выполненным в виде коромысла с втулкой на свободном конце, установленного между конечными выключателями путевой системы управления, ножи, один из которых подпружинен, транспортирующий узел, прижимной ролик обгонного механизма которого опирается на рычаг мерной подачи материала, а приводной ролик кинематически связан с нижним роликом механизма выдачи, между которыми помещен узел сварки, включающий траверсу, несущую электронагреватель, и вертикально подвижный прижим, установленный аксиально над опорой, что в сообщающихся посредством штуцеров с магистралью подачи хладагента полых опоре и прижиме узла сварки выполнены продольные пазы под электронагреватель, закрепленный на траверсе посредством пружинного компенсатора, причем прижим за фланцы штуцеров свободно подвешен на траверсе, снабженной регулируемым упором, на штанге узла размотки, нож установлен с возможностью перемещения, а подпружиненный нож выполнен в виде разделителя.
Данное устройство для изготовления пакетов из термопластичного материала не обеспечивает выполнение всех требуемых функций (в нем не прожигаются отверстия, мешки получаются однослойными). К его техническим недостаткам можно отнести достаточно высокую сложность и высокое энергопотребление устройства вследствие большого количества механических узлов и деталей, необходимость охлаждать швы хладагентом.
В задачу группы изобретений положено создание нового устройства, которое легко перенастраивается под изготовление мешков разных типоразмеров, а также нового способа для изготовления заготовок термопластичных мешков для пылесосов, осуществляемого на этом устройстве.
Техническим результатом от использования предлагаемой группы изобретений является повышение качества сварных швов и качества прожигаемых отверстий в заготовках термопластичных мешков пылесосов, снижение потребления электроэнергии.
При этом устройство является достаточно простым в изготовлении и обслуживании, за счет того, что исполнительные механизмы, в качестве которых выбраны пневмоприводы - надежны.
Устройство для изготовления заготовок термопластичных мешков для пылесосов содержит рулонодержатель с транспортирующими валиками, стол, разделитель заготовки на верхний и нижний слои, на котором зафиксированы колечки из фторопласт-силиконовой резины, выполненные с желобками, вытяжную рейку, снабженную концевиком, состоящим из подвижной части концевика вытяжной рейки, неподвижной части концевика положения парковки вытяжной рейки и неподвижных частей концевика, определяющих типоразмер мешков, пневмоприводы вытяжной рейки с электромагнитными клапанами вытяжной рейки, раму с нагревательными элементами, выполненными в виде поперечной нихромовой струны, продольных нихромовых струн и нихромовых колец, ответную часть рамы, на которой зафиксированы полоски из фторопласт-силиконовой резины, выполненные с желобками, траверсу, снабженную концевиком, состоящим из подвижной части концевика траверсы, неподвижной части концевика верхнего положения траверсы и неподвижной части концевика нижнего положения траверсы, пневмоприводы траверсы с электромагнитными клапанами траверсы, блок управления с таймером и источником питания, управляющие кнопки «Пуск», «Стоп» и переключатель типоразмера мешка, при этом на столе закреплен разделитель заготовки на верхний и нижний слои и установлена ответная часть рамы, на вытяжной рейке установлена подвижная часть концевика вытяжной рейки, выполненная с возможностью перемещения между неподвижной частью концевика положения парковки вытяжной рейки и неподвижными частями концевика, определяющими типоразмер мешков, неподвижная часть концевика положения парковки вытяжной рейки и неподвижные части концевика, определяющие типоразмер мешков, имеют соответствующие электрические соединения с входами блока управления, рама с нагревательными элементами аксиально установлена над ответной частью рамы и над разделителем заготовки на верхний и нижний слои таким образом, что нихромовые кольца аксиально установлены над желобками колечек из фторопласт-силиконовой резины, а нихромовые струны аксиально установлены над желобками полосок из фторопласт-силиконовой резины, рама с нагревательными элементами механически соединена с траверсой, на траверсе установлена подвижная часть концевика траверсы, выполненная с возможностью перемещения между неподвижной частью концевика верхнего положения траверсы и неподвижной частью концевика нижнего положения траверсы, неподвижные части концевика верхнего и нижнего положений траверсы имеют электрические соединения с соответствующими входами блока управления,
пневмоприводы вытяжной рейки и пневмоприводы траверсы выполнены управляемыми сигналами, поступающими на их электромагнитные клапаны с соответствующих выходов блока управления, а нагревательные элементы имеют соответствующе соединения с выходами блока управления и подключены к источнику питания в нем на время, определяемое таймером.
Посредством этих пневмоприводов в горизонтальной, или приближенной к ней плоскости, перемещается вытяжная рейка, а в вертикальной, аксиальной к ней плоскости - подвесная траверса с присоединенной к ней рамой с нагревательными элементами (нихромовыми кольцами и струнами, или рамками).
Перемещение пневмоприводов ограничено концевиками (КОНЦЕВИК - концевой выключатель, размыкающий или переключающий электрическую цепь какой-либо машины или механизма, когда их подвижные части достигают крайнего положения). Концевики состоят из трех частей: части, закрепленной на подвижной конструкции (назовем ее «подвижная часть концевика») и двух неподвижных концевиков - на концах траектории движения подвижной части.
Для траверсы - это концевики верхнего и нижнего положений траверсы, для вытяжной рейки - концевик положения парковки вытяжной рейки и концевики, определенные переключателем выбора типоразмера мешка.
При соединении подвижной части с неподвижной создается электрический контакт и на вход блока управления подается соответствующий сигнал.
На блоке управления собираются и анализируются сигналы с концевиков и формируются сигналы, управляющие перемещением пневмоприводов и подачей тока на нихромовые струны, или рамки и кольца, отрегулированного по величине и по времени, что позволяет добиться в заготовках мешков швов высокого качества и отверстий с ровными краями.
В зависимых пп.2-8,10-15 раскрыты частные случаи выполнения устройства и способа по изобретениям.
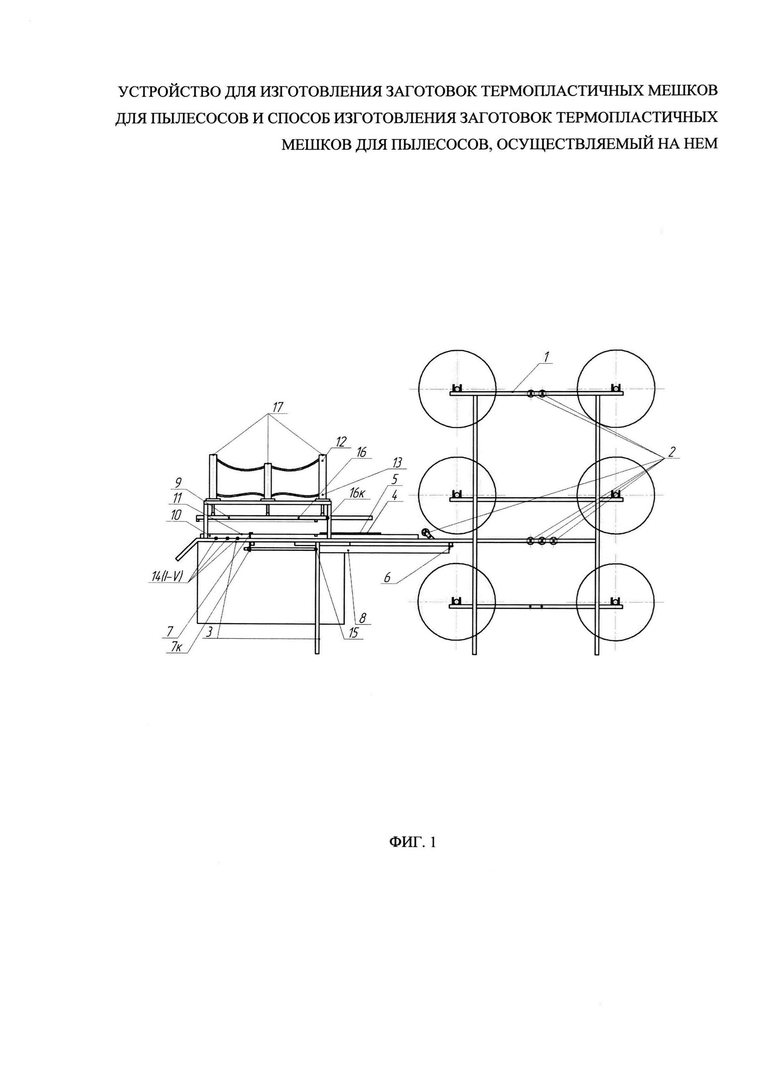
На фиг. 1 представлен общий вид устройства для изготовления заготовок термопластичных мешков для пылесосов.
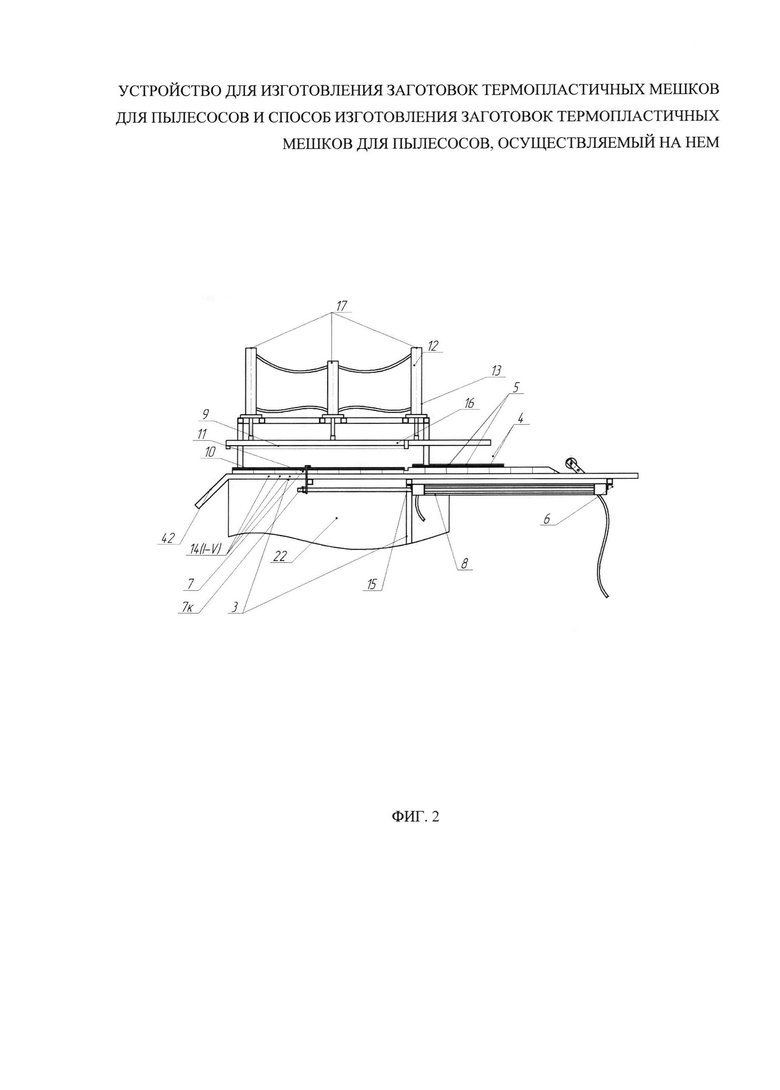
На фиг. 2 представлено изображение стола с пневмоприводами с вытяжной рейкой и траверсой устройства для изготовления заготовок термопластичных мешков для пылесосов.
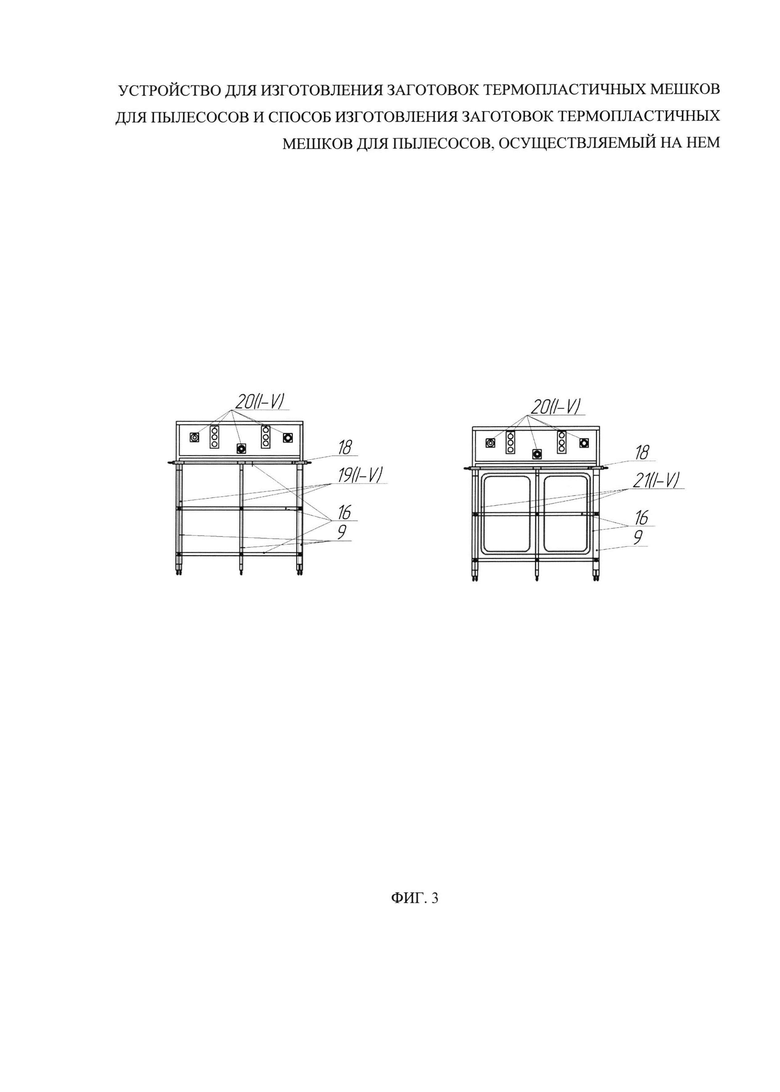
На фиг. 3 представлена рама с нагревательными элементами устройства для изготовления заготовок термопластичных мешков для пылесосов, где: а - рама с нихромовыми струнами; б - рама с нихромовыми рамками.
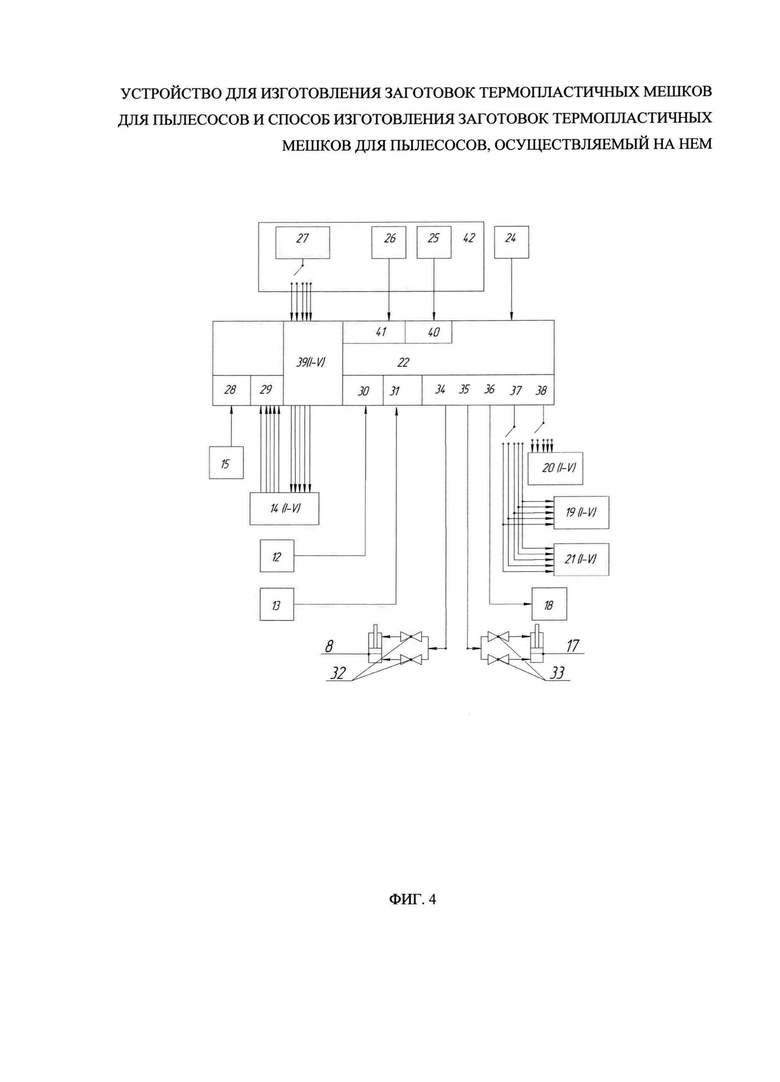
На фиг. 4 представлена функциональная схема устройства для изготовления заготовок термопластичных мешков для пылесосов.
Конструктивно устройство для изготовления заготовок мешков для пылесоса из термопластичных материалов на фиг. 1-4 содержит:
1 - рулонодержатель,
2 - транспортирующие валики,
3 - стол,
4 - разделитель заготовки на верхний и нижний слои,
5 - колечки из фторопласт-силиконовой резины,
6 - опору,
7 - вытяжную рейку,
7к - подвижную часть концевика вытяжной рейки,
8 - пневмоприводы вытяжной рейки,
9 - раму с нагревательными элементами,
10 - ответную часть рамы,
11 - полоски из фторопласт-силиконовой резины,
12 - неподвижную часть концевика верхнего положения траверсы,
13 - неподвижную часть концевика нижнего положения траверсы,
14(I-V) - неподвижные части концевика, определяющие типоразмер мешка,
15 - неподвижную часть концевика положения парковки вытяжной рейки,
16 - траверсу,
16к - подвижную часть концевика траверсы,
17 - пневмоприводы траверсы,
18 - поперечную нихромовую струну,
19(I-V) - продольные нихромовые струны,
20(I-V) - нихромовые кольца,
21(I-V) - нихромовые рамки,
22 - блок управления,
23 - таймер,
24 - источник питания,
25 - кнопку "Пуск",
26 - кнопку "Стоп",
27 - переключатель типоразмера мешка,
28 - вход блока управления, на который поступает сигнал от концевика положения парковки вытяжной рейки,
29(I-V) - вход блока управления, на который поступает сигнал от одного из концевиков типоразмера мешка,
30 - вход блока управления, на который поступает сигнал от концевика верхнего положения траверсы,
31 - вход блока управления, на который поступает сигнал от концевика нижнего положения траверсы,
32 - электромагнитные клапаны вытяжной рейки,
33 - электромагнитные клапаны траверсы,
34 - выход блока управления, соединенный с электромагнитными клапанами пневмоприводов вытяжной рейки,
35 - выход блока управления, соединенный с электромагнитными клапанами пневмоприводов траверсы,
36 - выход блока управления, соединенный с поперечной нихромовой нитью,
37(I-V) - выходы блока управления, соединенные с продольными нихромовыми нитями, или рамками,
38(I-V) - выходы блока управления, соединенные с нихромовыми кольцами,
39(I-V) - входы блока управления, соединенные с неподвижными частями концевика,
определяющими типоразмер мешка, и соединенные с переключателем выбора длины мешка,
40 - вход блока управления, соединенный с кнопкой «Пуск»,
41 - вход блока управления, соединенный с кнопкой «Стоп»,
42 - панель управления.
Рулонодержатель 1 выполняет функцию бункера для рулонов и выполнен в виде вертикальных стоек, между которыми установлены горизонтальные полки-распорки и штанги с этими рулонами, расположенные на нескольких (например, на трех ярусах - на верхнем, среднем и нижнем). На каждой стойке может быть установлено от 2 до 6 рулонов воздухопроницаемого термопластичного материала, в зависимости от типа заготовок мешков и количества фильтрующих слоев. Штанги могут быть изготовлены из металлических труб Ф3/4 и быть зафиксированы.
Транспортирующие валики 2, предотвращающие сдвиг слоев тканей, установлены на верхнем и между средним и нижним ярусами рулонодержателя 1. Транспортирующие валики 2 могут быть изготавлены из металлических труб Ф1/2''.
Рулонодержатель 1 и стол 3 могут быть скреплены между собой болтовыми соединениями.
На столе 3 закреплен разделитель заготовки на верхний и нижний слои 4 посредством опоры 6 и установлена ответная часть рамы 10. На разделителе заготовки на верхний и нижний слои 4 зафиксированы (приклеены) колечки из фторопласт-силиконовой резины 5, выполненные с желобками полукруглого сечения. На ответной части рамы 10 зафиксированы (приклеены) полоски из фторопласт-силиконовой резины 11, выполненные с желобками полукруглого сечения.
Вытяжная рейка 7 выполнена перемещаемой посредством пневмоприводов вытяжной рейки 8, управляемых, в свою очередь, сигналами, поступающими на электромагнитные клапаны вытяжной рейки 32 с выхода 34 блока управления 22.
Вытяжная рейка 7 снабжена концевиком, состоящим из подвижной части концевика вытяжной рейки 7к, неподвижной части концевика положения парковки вытяжной рейки 15 и неподвижных частей концевика, определяющих типоразмер мешков 14(I-V). На вытяжной рейке 7 закреплена подвижная часть концевика 7к, выполненная с возможностью перемещения между неподвижной частью концевика положения парковки вытяжной рейки 15 и неподвижными частями концевика, определяющих типоразмер мешков 14(I-V). Неподвижная часть концевика положения парковки вытяжной рейки 15 может быть закреплена, например, на опоре стола 3, а неподвижные части концевика, определяющие типоразмер мешков 14(I-V) - на боковой поверхности стола 3 таким образом, чтобы была возможность их контакта с подвижной частью концевика вытяжной рейки 7к. Неподвижная часть концевика положения парковки вытяжной рейки 15 и неподвижные части концевика, определяющие типоразмер мешков 14(I-V), имеют соответствующие электрические соединения с входами 28 и 29(I-V) блока управления 22.
Расстояние, на которое перемещается вытяжная рейка 7, определяется расстоянием между одной из неподвижных частей концевика, определяющих типоразмер мешков 14(I)-14(V), выбранного переключателем типоразмера мешка 27, и неподвижной частью концевика положения парковки вытяжной рейки 15.
Чтобы не было перекоса материала, в устройстве использованы реечные подшипники, на которые вытяжная рейка 7 опирается при перемещении (не показаны).
Рама с нагревательными элементами 9 аксиально установлена над ответной частью рамы 10 и над разделителем заготовки на верхний и нижний слои 4, при этом нихромовые кольца 20(I-V) аксиально установлены над желобками колечек из фторопласт-силиконовой резины 5, а продольные нихромовые струны 19(I-V) аксиально над желобками полосок из фторопласт-силиконовой резины 11 на ответной части рамы 10. Если используют нихромовые рамки 21(I-V), то их аксиально установливают над желобками рамок из фторопласт-силиконовой резины на ответной части рамы 10. При этом в пространстве стол 3, разделитель заготовки на верхний и нижний слои 4 и ответная часть рамы 10, предпочтительно располагаются горизонтально, на одном уровне.
Рама с нагревательными элементами 9 имеет жесткое механическое соединение с траверсой 16, а нагревательные элементы, закрепленные на ней, - электрическое соединение с блоком управления 22. При этом поперечная нихромовая струна 18 соединена с выходом 36 блока управления 22, продольные нихромовые струны 19(I-V) или рамки 21(I-V) соединены с выходами 37(I-V) блока управления 22, нихромовые кольца 20(I-V) соединены с выходами 38(I-V) блока управления 22.
Рама с нагревательными элементами 9 может быть выполнена из алюминиевых профилей, на которых закреплены съемные блоки с нагревательными элементами, например, с помощью болтов.
Траверса 16 выполнена перемещаемой посредством пневмоприводов траверсы 17, управляемых, в свою очередь, сигналами, поступающими на электромагнитные клапаны подвижной траверсы 33 с выхода 35 блока управления 22.
Траверса 16 снабжена концевиком, состоящим из подвижной части концевика траверсы 16к, неподвижной части концевика верхнего положения траверсы 12 и неподвижной части концевика нижнего положения траверсы 13. На траверсе 16 установлена подвижная часть концевика 16к, имеющая возможность перемещения между неподвижной частью концевика верхнего положения траверсы 12 и неподвижной частью концевика нижнего положения траверсы 13. Неподвижные части концевиков верхнего 12 и нижнего положений траверсы 13 могут быть закреплены, например, на одном из пневмоцилиндров траверсы 17 таким образом, чтобы имелась возможность их контакта с подвижной частью концевика траверсы 16к. Неподвижные части концевиков верхнего 12 и нижнего 13 положений траверсы 16 имеют электрические соединения с соответствующими входами 30 и 31 блока управления 22.
Для удобства работы кнопки «Пуск» 25, «Стоп» 26 и переключатель типоразмера мешка 27 вынесены на отдельную панель 42. Кнопки «Пуск» 25 и «Стоп» 26 соответственно соединены с входами 40 и 41 блока управления 22. Кнопка "Стоп" 26 предохраняет устройство от случайного запуска или остановки работы устройства. Кнопка "Стоп" 26 последовательно подключена к неподвижной части концевика верхнего положения траверсы 12 (для блокировки кнопки "Пуск" во избежание ошибки из-за повторного нажатия – на чертеже не отражено).
Предлагаемый способ изготовления заготовок термопластичных мешков для пылесосов с помощью предлагаемого устройства осуществляют следующим образом.
Сначала подготавливают устройство к работе.
На раме с нагревательными элементами 9 закрепляют съемные блоки либо с продольными нихромовыми струнами 19(I-V), либо с рамками 21(I-V), например, с помощью болтов. Путем фиксации переключателя типоразмера мешка 27 в определенном положении контакты 39(I-V) переключателя типоразмера мешка 27 соединяются с неподвижными частями концевика, определяющих типоразмер мешков 14(I-V), каждый из которых соответствует той или иной длине заготовки мешка.
Для изготовления первого мешка оператор вытягивает воздухопроницаемый термопластичный материал с рулонодержателя 1 через транспортирующие валики 2 и укладывает на ответной части рамы 10, размещенной на столе 3, вручную, а при изготовлении последующих заготовок мешков воздухопроницаемый термопластичный материал на ответную часть рамы 10 вытягивается с рулонодержателя 1 и укладывается вытяжной рейкой 7, поддерживаемой снизу реечными подшипниками вытяжной рейки (не показано).
Нажатием кнопки «Пуск» 25 запускают цикл изготовления двух заготовок термопластичных мешков, при этом выполняют боковые и нижний шов заготовок, в которых уже в предыдущем цикле на одной из сторон (как правило на верхней) выполнены отверстия и верхний шов.
По совокупности сигналов, поступающих с неподвижных частей концевика, определяющих типоразмер мешков 14(I-V) и неподвижной части концевика положения парковки вытяжной рейки 15 на вход 28 и 29(I-V) и сигналов, поступающих с неподвижной части концевика верхнего положения траверсы 12 и неподвижной части концевика нижнего положения траверсы 13 на входы 30 и 31 блока управления 22, сигналов с кнопок «Пуск» 25 и «Стоп» 26 формируются управляющие сигналы, поступающие, соответственно, на электромагнитные клапаны вытяжной рейки 32 и на электромагнитные клапаны траверсы 33 с выходов 34 и 35 блока управления 22.
В начальный момент работы вытяжная рейка 7, с закрепленной на ней подвижной частью концевика вытяжной рейки 7к, находится на уровне неподвижной части концевика положения парковки вытяжной рейки 15, а траверса 16 находится в верхнем положении. При этом подвижная часть концевика вытяжной рейки 7к соединена с неподвижной частью концевика положения парковки вытяжной рейки 15, сигнал с которой поступает на вход 28 блока управления 22, а подвижная часть концевика траверсы 16к соединена с неподвижной частью концевика верхнего положения траверсы 12, сигнал с которого поступает на вход 30 блока управления 22.
Когда в блоке управления 22 на электромагнитный клапан 32 пневмопривода вытяжной рейки 8 подается сигнал, то по пневмолинии вытяжной рейки (не обозначена) подается воздух, и пневмопривод 8 перемещает вытяжную рейку 7 от неподвижной части концевика положения парковки вытяжной рейки 15 (нижний край мешка) на расстояние до одной из неподвижных частей концевика 14(I-V), определяющих типоразмер мешков (данный концевик выбран переключателем 27). При этом подвижная часть концевика вытяжной рейки 7к соединяется с одной из неподвижных частей концевика, определяющих типоразмер мешков 14(I-V), сигнал с которого поступает на один из входов 29(I-V) блока управления 22.
Слои воздухопроницаемого термопластичного материала с рулонодержателя 1 по транспортирующим валикам 2 при помощи вытяжной рейки 7, которая перемещается по сигналу с выхода 34 блока управления 22, поступающему на электромагнитный клапан 32 с помощью пневмопривода вытяжной рейки 8, подаются с разделителя заготовки на верхний и нижний слои 4 на ответную часть рамы 10. При этом воздухопроницаемый термопластичный материал вытягивается с рулонов и размещается над и под разделителем заготовки на верхний и нижний слои 4, формируя верхний и нижний слои заготовки мешка, состоящие из 1-3 слоев термопластичного материала (в зависимости от типа изготавливаемого мешка).
После вытяжки материала на нужную длину электромагнитный клапан вытяжной рейки 32 по сигналу с выхода 34 блока управления 22 закрывается, подвижная часть концевика вытяжной рейки 7к размыкается с одной из неподвижных частей концевика, определяющих типоразмер мешков 14(I-V), после чего вытяжная рейка 7 вместе с подвижной частью концевика вытяжной рейки 7к возвращается к неподвижной части концевика положения парковки вытяжной рейки 15, при этом подвижная часть концевика вытяжной рейки 7к соединяется с неподвижной частью концевика положения парковки вытяжной рейки 15. Сигналы с неподвижных частей концевика, определяющих типоразмеры мешка 14(I-V), и с неподвижной части концевика положения парковки вытяжной рейки 15 передаются на соответствующие входы 28 и 29(I-V).
По сигналу, поступающему на электромагнитный клапан траверсы 33 с выхода 35 блока управления 22 траверса 16 из верхнего положения от неподвижной части концевика верхнего положения траверсы 12, начинает опускаться вниз, при этом размыкаются неподвижная часть концевика верхнего положения траверсы 12 и подвижная часть концевика траверсы 16к, прикрепленная к траверсе 16. Траверса 16 опускается до неподвижной части концевика нижнего положения траверсы 13, где неподвижная часть концевика нижнего положения траверсы 13 и подвижная часть концевика траверсы 16к соединются, о чем на вход 31 блока управления 22 поступает сигнал.
При этом рама с нагревательными элементами 9 опускается на разделитель заготовки на верхний и нижний слои 4 и на ответную часть рамы 10. Нихромовые струны 18, 19(I-V), или рамки 21(I-V), опускаются в желобки полосок из фторопласт-силиконовой резины 11, нихромовые кольца 20(I-V) - в желобки колечек из фторопласт-силиконовой резины 11. В случае, когда используют нихромовые рамки, то они опускаются в желобки рамок из фторопласт-силиконовой резины.
По сигналу, полученному от неподвижной части концевика нижнего положения траверсы 13, сформированному при его контакте с подвижной частью концевика траверсы 16к, в блоке управления 22 запускается таймер 23, выполняющий отсрочку коммутации нагревательных элементов (нихромовых струн 18, 19(I-V), или нихромовых рамок 21(I-V) и нихромовых колец 20(I-V)) с источником питания 24 на 0,5-1,5 с. В течение этого времени выполняется стабилизация давления в пневмосети и гасится движение рамы с нагревательными элементами 9.
Далее источник питания 24 подключается к нихромовым нитям 18, 19(I-V), или к нихромовым рамкам 21(I-V) и к нихромовым кольцам 20(I-V) на время, определяемое таймером 23. Таймер 23 в течение 0,2÷3 секунд коммутирует источник питания 24 с нихромовыми струнами 18, 19(I-V), или с нихромовыми рамками 21(I-V) и с нихромовыми кольцами 20(I-V), в результате чего на нагревательные элементы подается постоянный электрический ток напряжением 9-12 вольт. За счет этого поперечная нихромовая струна 18 сваривает поперечный шов, который одновременно является нижним швом в изготавливаемых заготовках и верхним в последующих, отделяя изготавливаемые заготовки мешков от рулонов материала на рулонодержателе 1, нихромовые струны 19(I-V), или рамки 21(I-V) сваривают продольные швы, нихромовые кольца 20(I-V) прожигают отверстия в верхнем слое заготовок мешков следующего цикла.
По происшествии заданного времени на вход электромагнитного клапана траверсы 33 подается сигнал, по которому открываются пневмоприводы траверсы 17 и возвращают ее в исходное положение, перемещая вверх до положения неподвижной части концевика верхнего положения траверсы 12.
Далее цикл повторяют.
По завершении работы нажимают кнопку «Стоп», обесточивая устройство.
Получают заготовки термопластичных мешков для пылесосов с гладкими (без зазубрин) сварными швами, выполненными по периметру, округлой формы толщиной 0,6-0,7 мм, прочностью 2-5 кг/см.
Изготовленные заготовки термопластичных мешков представляют собой изделия из двух многослойных (в зависимости от того, сколько рулонов установлено на рулонодержателе) прямоугольников, или прямоугольников со скругленными углами, с отверстием на одной из сторон.
Выполнение ответных частей нагревательных элементов (колечек 5 и полосок 11, или рамок) из фторопласт-силиконовой резины обеспечивает повышение качества сварных швов и кромок прожигаемых отверстий за счет лучшего поверхностного натяжения расплава воздухопроницаемого термопластичного материала в их желобках полукруглого сечения. Повышению качества сварных швов и кромок прожигаемых отверстий способствует оптимальное время нагрева нихромовых нагревательных элементов, выдерживаемое таймером в блоке управления, в течение которого выполняется коммутация источника питания с нагревательными элементами. Использование для нагрева нихромовых нагревательных элементов таймера и постоянного электрического тока напряжением 9-12 вольт способствует снижению потребления электроэнергии.
При этом устройство является достаточно простым в изготовлении и обслуживании.
Пример
Предлагаемая группа изобретений может быть реализована в полуавтоматическом станке, на котором изготавливаются заготовки мешков для пылесосов.
Габаритные размеры такого станка: 1100/2500/1850 мм.
В устройстве использованы пневмоцилиндры двухстороннего действия диаметром 50 мм, различной длины от 350 мм до 850 мм.
В качестве концевиков использованы магнитные датчики, устанавливаются на цилиндре (по меткам, которые получены опытным путем).
Для изготовления командного узла использованы микросхемы К555ТМ7, К155ТМ7, КР1533ТМ7, SN74ALS75 (аналог КР1533ТМ7), SN74LS75 (аналог К555ТМ7), SN7475 (аналог К155ТМ7).
На станке можно изготовить, например, следующие варианты мешков:
- двухслойные пылезадерживающие мешки для бытовых и промышленных пылесосов размером 600×300 мм, 600×450 мм;
- трехслойные пылезадерживающие мешки для бытовых и промышленных пылесосов размером 600×300 мм, 600×450 мм.
Для изготовления двухслойного мешка используют 4 слоя материала: спанлейт мельтблаун спанбонд (CMC) - спанлейт спанбонд (СС) - спанлейт спанбонд (СС) - спанлейт мельтблаун спанбонд (CMC). Спанлейт мельтблаун спанбонд (CMC) применяют в качестве армирующе-фильтрующего слоя, удерживающего частицы до 20 мкм. Спанлейт спанбонд (СС) применяют в качестве фильтра грубой очистки и как защитный слой для снижения кинетической энергии прилетающих тяжелых частиц до 100 мкм, для предотвращения повреждения мешка. Толщина шва и толщина двухслойного мешка равны 0,6 мм, прочность на разрыв - 29,41Н - 68,64Н на 1 см шва.
Для изготовления трехслойного мешка используют 6 слоев материала: спанлейт мельтблаун спанбонд (CMC) - мельтблаун (М) - спанлейт спанбонд (СС) - спанлейт спанбонд (СС) - мельтблаун (М) - спанлейт мельтблаун спанбонд (CMC). Спанлейт мельтблаун спанбонд (CMC) применяют в качестве армирующе-фильтрующего слоя, удерживающего частицы до 20 мкм. Мельтблаун (М) используют в качестве фильтра тонкой очистки, удерживающего частицы до 1 мкм. Спанлейт спанбонд (СС) применяют в качестве фильтра грубой очистки и как защитный слой для снижения кинетической энергии прилетающих тяжелых частиц до 100 мкм, для предотвращения повреждения мешка. Толщина шва и толщина трехслойного мешка равны 0,7 мм, прочность на разрыв - 29,41Н - 68,64Н на 1 см шва. Толщина шва и толщина трехслойного мешка равны 0,7 мм, прочность на рызрыв - 29,41Н - 68,64Н на 1 см шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕШОК ДЛЯ ПЫЛЕСОСА | 2017 |
|
RU2661469C1 |
| Устройство для запечатывания мешков из термопластичного материала | 1989 |
|
SU1692897A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ПОЛИМЕРНОГО ТЕРМОПЛАСТИЧНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2092316C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ И ЗАНОЛНЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1971 |
|
SU297162A1 |
| Устройство для изготовления изделий из термопластичной пленки | 1984 |
|
SU1265089A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Устройство для изготовления изделий из термопластичных материалов гибкой | 1988 |
|
SU1669747A1 |
| Установка для изготовления длинномерных заготовок электрических кабелей | 1989 |
|
SU1700667A1 |
| Устройство для сварки пакетов из термопластичной пленки | 1980 |
|
SU935305A1 |
| Линия для изготовления строительных изделий | 1984 |
|
SU1140959A1 |
Группа изобретений относится к области машиностроения и касается устройства для изготовления заготовок термопластичных мешков для пылесосов, а также способа их изготовления, осуществляемого на этом устройстве. Устройство содержит рулонодержатель с транспортирующими валиками, стол, разделитель заготовки на верхний и нижний слои, вытяжную рейку, снабженную концевиком, пневмоприводы вытяжной рейки с электромагнитными клапанами вытяжной рейки, раму с нагревательными элементами, выполненными в виде поперечной нихромовой струны, ответную часть рамы, на которой зафиксированы полоски из фторопласт-силиконовой резины, траверсу, снабженную концевиком и пневмоприводы траверсы с электромагнитными клапанами траверсы. Также имеются блок управления с таймером и источником питания, управляющие кнопки «Пуск», «Стоп» и переключатель типоразмера мешка. Неподвижная часть концевика положения парковки вытяжной рейки и неподвижные части концевика, определяющие типоразмер мешков, имеют соответствующие электрические соединения с входами блока управления. Рама с нагревательными элементами механически соединена с траверсой. На траверсе установлена подвижная часть концевика траверсы, выполненная с возможностью перемещения между неподвижной частью концевика верхнего положения траверсы и неподвижной частью концевика нижнего положения траверсы. Неподвижные части концевика верхнего и нижнего положений траверсы имеют электрические соединения с соответствующими входами блока управления. Пневмоприводы вытяжной рейки и пневмоприводы траверсы выполнены управляемыми сигналами, поступающими на их электромагнитные клапаны с соответствующих выходов блока управления. Нагревательные элементы имеют соответствующие соединения с выходами блока управления и подключены к источнику питания в нем на время, определяемое таймером. Способ включает фиксацию переключателя типоразмера мешка в определенном положении, запуск цикла изготовления заготовок термопластичных мешков нажатием кнопки «Пуск», при котором осуществляют вытягивание воздухопроницаемого термопластичного материала с рулонодержателя по транспортирующим валикам и его размещение над и под разделителем заготовки на верхний и нижний слои. Затем осуществляют подачу воздухопроницаемого термопластичного материала с разделителя заготовки на верхний и нижний слои на ответную часть рамы с помощью вытяжной рейки, перемещаемой посредством пневмоприводов вытяжной рейки. Пневмоприводы управляются сигналами, поступающими на электромагнитные клапаны вытяжной рейки от соответствующего выхода блока управления. Техническим результатом от использования группы изобретений является повышение качества сварных швов и качества прожигаемых отверстий в заготовках термопластичных мешков для пылесосов и снижение потребления электроэнергии. 2 н. и 13 з.п. ф-лы, 4 ил.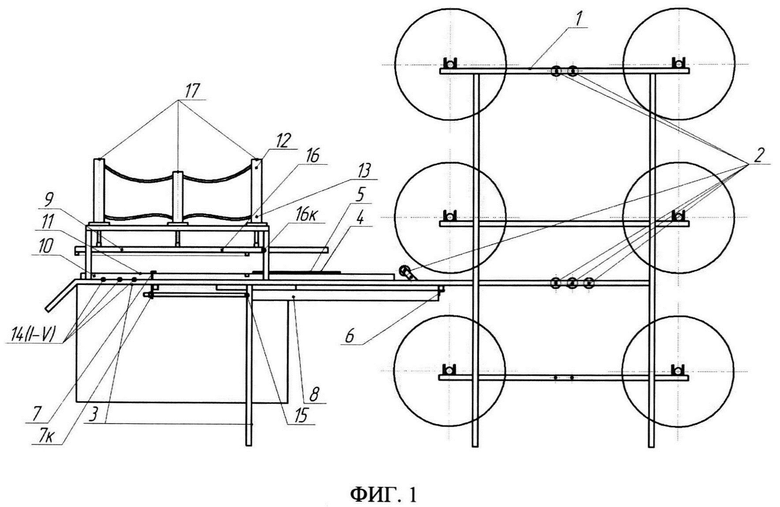
1. Устройство для изготовления заготовок термопластичных мешков для пылесосов содержит рулонодержатель с транспортирующими валиками, стол, разделитель заготовки на верхний и нижний слои, на котором зафиксированы колечки из фторопласт-силиконовой резины, выполненные с желобками, вытяжную рейку, снабженную концевиком, состоящим из подвижной части концевика вытяжной рейки, неподвижной части концевика положения парковки вытяжной рейки и неподвижных частей концевика, определяющих типоразмер мешков, пневмоприводы вытяжной рейки с электромагнитными клапанами вытяжной рейки, раму с нагревательными элементами, выполненными в виде поперечной нихромовой струны, продольных нихромовых струн и нихромовых колец, ответную часть рамы, на которой зафиксированы полоски из фторопласт-силиконовой резины, выполненные с желобками, траверсу, снабженную концевиком, состоящим из подвижной части концевика траверсы, неподвижной части концевика верхнего положения траверсы и неподвижной части концевика нижнего положения траверсы, пневмоприводы траверсы с электромагнитными клапанами траверсы, блок управления с таймером и источником питания, управляющие кнопки «Пуск», «Стоп» и переключатель типоразмера мешка, при этом на столе закреплен разделитель заготовки на верхний и нижний слои и установлена ответная часть рамы, на вытяжной рейке установлена подвижная часть концевика вытяжной рейки, выполненная с возможностью перемещения между неподвижной частью концевика положения парковки вытяжной рейки и неподвижными частями концевика, определяющих типоразмер мешков, неподвижная часть концевика положения парковки вытяжной рейки и неподвижные части концевика, определяющие типоразмер мешков имеют соответствующие электрические соединения с входами блока управления, рама с нагревательными элементами аксиально установлена над ответной частью рамы и над разделителем заготовки на верхний и нижний слои таким образом, что нихромовые кольца аксиально установлены над желобками колечек из фторопласт-силиконовой резины, а нихромовые струны аксиально установлены над желобками полосок из фторопласт-силиконовой резины, рама с нагревательными элементами механически соединена с траверсой, на траверсе установлена подвижная часть концевика траверсы, выполненная с возможностью перемещения между неподвижной частью концевика верхнего положения траверсы и неподвижной частью концевика нижнего положения траверсы, неподвижные части концевика верхнего и нижнего положений траверсы имеют электрические соединения с соответствующими входами блока управления, пневмоприводы вытяжной рейки и пневмоприводы траверсы выполнены управляемыми сигналами, поступающими на их электромагнитные клапаны с соответствующих выходов блока управления, а нагревательные элементы имеют соответствующие соединения с выходами блока управления и подключены к источнику питания в нем на время, определяемое таймером.
2. Устройство по п. 1, отличающееся тем, что разделитель заготовки на верхний и нижний слои закреплен на столе посредством опоры.
3. Устройство по п. 1, отличающееся тем, что в пространстве разделитель заготовки на верхний и нижний слои и рама с нагревательными элементами, предпочтительно, располагаются горизонтально, на одном уровне.
4. Устройство по п. 1, отличающееся тем, что неподвижная часть концевика положения парковки вытяжной рейки закреплена на опоре стола, а неподвижные части концевиков, определяющих типоразмер мешков, закреплены на боковой поверхности стола таким образом, чтобы имелась возможность их контакта с подвижной частью концевика вытяжной рейки.
5. Устройство по п. 1, отличающееся тем, что неподвижные части концевиков верхнего и нижнего положений траверсы закреплены на одном из пневмоцилиндров траверсы таким образом, чтобы имелась возможность их контакта с подвижной частью концевика траверсы.
6. Устройство по п. 1, отличающееся тем, что вытяжная рейка соединена с реечными подшипниками.
7. Устройство по п. 1, отличающееся тем, что рама с нагревательными элементами выполнена из алюминиевых профилей, на которых закреплены съемные блоки с нагревательными элементами.
8. Устройство по п. 1, отличающееся тем, что нагревательные элементы выполнены в виде поперечной нихромовой струны и нихромовых рамок, при этом на ответной части рамы зафиксирована поперечная полоска из фторопласт-силиконовой резины, выполненная с желобком, и рамки из фторопласт-силиконовой резины, выполненные с желобками, причем поперечная нихромовая струна аксиально установлена над желобком поперечной полоски из фтрпласт-силиконовой резины, а нихромовые рамки аксиально установлены над желобками рамок из фторопласт-силиконовой резины.
9. Способ изготовления заготовок термопластичных мешков для пылесосов, осуществляемый на устройстве по п. 1, включает фиксацию переключателя типоразмера мешка в определенном положении путем выбора одной из неподвижных частей концевика, определяющих типоразмер мешков, каждый из которых соответствует той или иной длине заготовки мешка, запуск цикла изготовления заготовок термопластичных мешков нажатием кнопки «Пуск», при котором осуществляют вытягивание воздухопроницаемого термопластичного материала с рулонодержателя по транспортирующим валикам и его размещение над и под разделителем заготовки на верхний и нижний слои, подачу воздухопроницаемого термопластичного материала с разделителя заготовки на верхний и нижний слои на ответную часть рамы с помощью вытяжной рейки, перемещаемой посредством пневмоприводов вытяжной рейки, которые, в свою очередь, управляются сигналами, поступающими на электромагнитные клапаны вытяжной рейки с соответствующего выхода блока управления, возврат вытяжной рейки в первоначальное положение после вытяжки материала на нужную длину, опускание траверсы, соединенной с рамой с нагревательными элементами, перемещаемой посредством пневмоприводов траверсы, которые в свою очередь управляются сигналами, поступающими на электромагнитные клапаны траверсы с соответствующего выхода блока управления, при котором рама с нагревательными элементами опускается на разделитель заготовки на верхний и нижний слои и на ответную часть рамы таким образом, что нихромовые струны опускаются в желобки полосок из фторопласт-силиконовой резины, а нихромовые кольца опускаются в желобки колечек из фторопласт-силиконовой резины, стабилизацию давления в пневмосети и гашение движения рамы с нагревательными элементами посредством таймера, выполняющего отсрочку коммутации нагревательных элементов с источником питания на 0,5-1,5 с, дальнейшее подключение источника питания к нагревательным элементам на время 0,2÷3 с, определяемое таймером, за счет чего с помощью поперечной нихромовой струны осуществляют сварку поперечного шва, который одновременно является нижним швом в изготавливаемых заготовках и верхним в заготовках мешков следующего цикла, отделяя изготавливаемые заготовки мешков от рулонов материала на рулонодержателе, с помощью продольных нихромовых струн сваривают продольные швы, а с помощью нихромовых колец прожигают отверстия в верхнем слое заготовок мешков следующего цикла, дальнейшее перемещение траверсы в верхнее положение, завершение работы нажатием кнопки «Стоп».
10. Способ по п. 9, отличающийся тем, что для изготовления первого мешка воздухопроницаемый термопластичный материал вытягивают с рулонодержателя через транспортирующие валики и укладывают на ответной части рамы на столе вручную.
11. Способ по п. 9, отличающийся тем, что перемещение вытяжной рейки ограничивают концевиком, состоящим из подвижной части концевика вытяжной рейки, закрепленной на вытяжной рейке, неподвижной части концевика положения парковки вытяжной рейки и неподвижных частей концевика, определяющих типоразмер мешков, причем подвижная часть концевика вытяжной рейки выполнена с возможностью перемещения между неподвижной частью концевика положения парковки вытяжной рейки и неподвижными частями концевика, определяющими типоразмер мешков.
12. Способ по п. 9, отличающийся тем, что перемещение траверсы ограничивают концевиком, состоящим из подвижной части концевика траверсы, закрепленной на траверсе, неподвижной части концевика верхнего положения траверсы и неподвижной части концевика нижнего положения траверсы, причем подвижная часть концевика траверсы выполнена с возможностью перемещения между неподвижной частью концевика верхнего положения траверсы и неподвижной частью концевика нижнего положения траверсы.
13. Способ по п. 9, отличающийся тем, что для изготовления мешков со скругленными углами используют нагревательные элементы, выполненные в виде поперечной нихромовой струны и нихромовых рамок, при этом на ответной части рамы используют поперечную полоску из фторопласт-силиконовой резины, выполненную с желобком, и рамки из фторопласт-силиконовой резины, выполненные с желобками, причем поперечная нихромовая струна аксиально установлена над желобком поперечной полоски из фтрпласт-силиконовой резины, а нихромовые рамки аксиально установлены над желобками рамок из фторопласт-силиконовой резины.
14. Способ по п. 9, отличающийся тем, что для изготовления заготовок двухслойных мешков используют 4 слоя материала: спанлейт мельтблаун спанбонд (CMC) - спанлейт спанбонд (СС) - спанлейт спанбонд (СС) - спанлейт мельтблаун спанбонд (CMC).
15. Способ по п. 9, отличающийся тем, что для изготовления заготовок трехслойных мешков используют 6 слоев материала: спанлейт мельтблаун спанбонд (CMC) - мельтблаун (М) - спанлейт спанбонд (СС) - спанлейт спанбонд (СС) - мельтблаун (М) - спанлейт мельтблаун спанбонд (CMC).
| RU 94017315 A1, 10.07.1996 | |||
| US 4680024 A, 14.07/.987 | |||
| US 5791126 A, 11.08 | |||
| Способ и аппарат для получения гидразобензола или его гомологов | 1922 |
|
SU1998A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для изготовления пакетов из термопластичной пленки | 1988 |
|
SU1654007A1 |

