Шлифовальные шпиндельные головки, монтированные на ползунах, а также шпиндели шлифовальных кругов, смонтированные как на шарикоподшипниках, так и на подшипниках скольжения, известны.
Предложенный шпиндель расположен вертикально на подвил ном в горизонтальной плоскости ползуне и выполнен в виде втулки, смонтированной в одном варианте выполнения на цилиндрической тумбе на подшипниках качения или в другом варианте на конической тумбе на верхнем подшипнике скольжения и нижнем шариковом подшипнике. Подшипник скольжения представляет собой тонкостенную втулку, насаженную с натягом на коническую тумбу с продольньши выступами. Прогибы против выемок тумбы образуют выступаюшие участки поверхности, между которыми создаются заполненные маслом зазоры.
Описываемый шпиндель, выполненный за одно целое с приводным шкивом, позволяет значительно сократить длину шкива и обеспечивает достаточную степень жесткости.
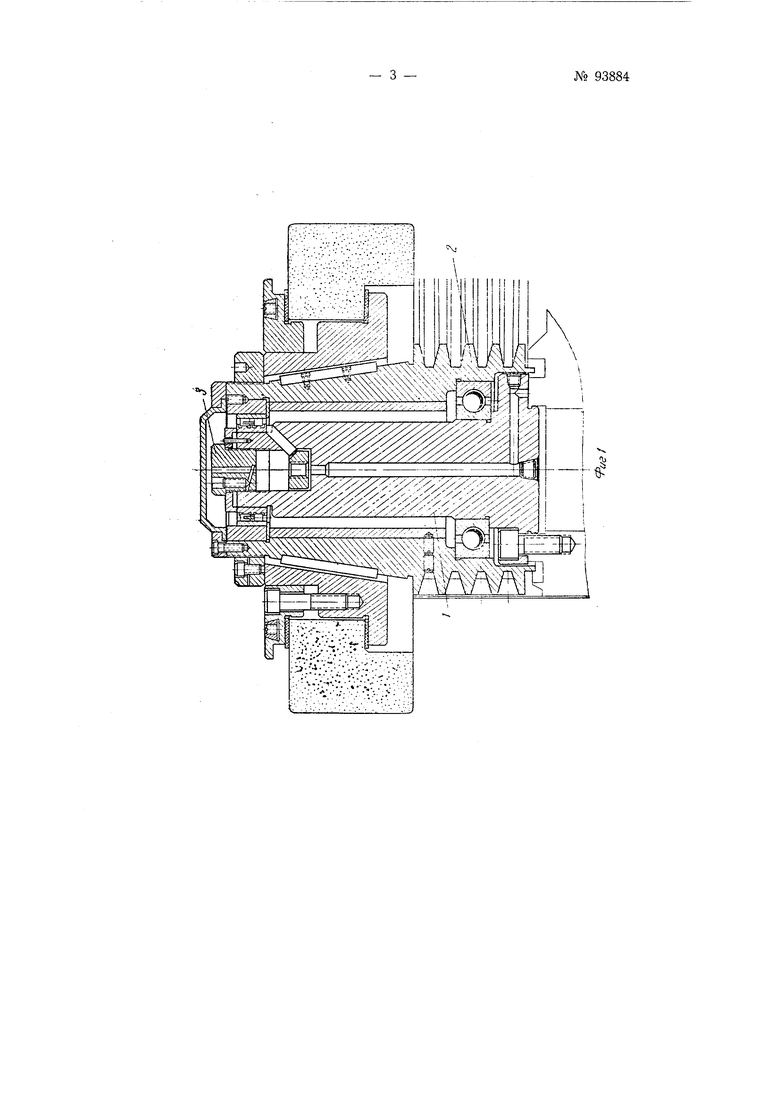
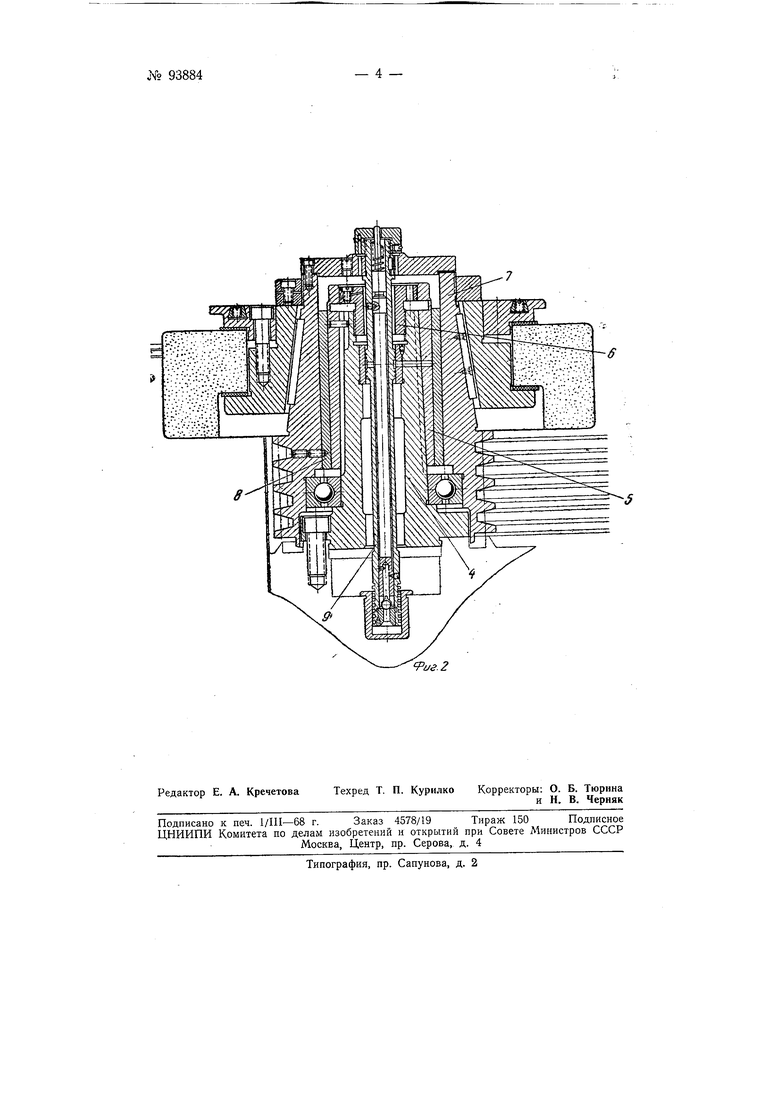
На фиг. I Показан вариант выполнения шпинделя на подшипниках качения; на фиг. 2 - вариант выполнения шпинделя на подшипнике скольжения и на нижнем шариковом, выступающем в функции упорного подшипника.
На ползуне пере.мещающейся шлифовальной головки укреплена неподвижно цилиндрическая тумба 1 (см. фиг. 1), вокруг которой вращается на подшипниках качения шпиндель 2 шлифовального круга, представляющий собой втулку. В качестве верхнего подшипника установлен двухрядный роликовый подшипник с предварительным натягом, регулировку зазора в котором производят резьбовой пробкой 3. Нижним подцишником, одновременно выполняющим функции упорного подтип№ 93884- 2 -
ника, служит нормальный шариковый подшипник. Нижняя часть шпинделя представляет собой шкив для привода шпинделя. Масло для смазки подшипников поступает через центральное отверстие в тумбе в верхнюю часть шпинделя, откуда самотеком направляется вниз через подшипники.
Коническая тумба 4 (см. фиг. 2) имеет три выступа, идуш,ие вдоль образуюш.их конуса. На тумбу насажена тонкостенная втулка 5 с несколькими прорезями. Натяжение насадки втулки регулируют с помошью гайки 6. При натягивании на тумбу втулка 5 деформируется и образует против выступов тумбы три полоски правильной цилиндрической поверхности (с тем или иным зазором между ней- и втулкой шпинделя), вокруг которых и происходит врашение шпинделя 7. Остальная поверхность втулки, расположенная против выемок тумбы, прогибается и образует между нею и втулкой 8 шпинделя 7 три клинообразных зазора, обеспечиваюших образование масляных клиньев. В этом варианте выполнения нижний радиальный шариковый подшипник выступает только в функции подпятника. Подача смазки к подшипникам производится специальным винтовым насосом 9, установленным в центре тумбы.
Предмет изобретения
1.Шпиндель шлифовального круга, расположенный вертикально на подвижном в горизонтальпой плоскости ползуне, отличающийся тем, что, с целью сокращения его длины при сохранении достаточпой жесткости, он выполпен в виде втулки, смоитированной на тумбе на подшипниках качения или на верхнем подшипнике скольжения и пижнем шариковом подшипнике, выполняюш,ем только функции подпятника, причем тумба жестко закреплена в ползуне станка.
2.Форма выполнения шпинделя по п. 1, отличающаяся тем, что его подшипник скольжения, с целью получения на его поверхности продольных заполненных маслом полостей, выполнен в виде тонкостенной втулки, посаженной с натягом на коническую тумбу с выступами.
3.Форма выполнения шпинделя по пп. 1 и 2, отличающаяся тем, что он выполнен за одно целое с приводным шкивом.
i --i -: ---: --:
i----$§:-v :4i-:e-.: :.:::.-/.:--V-.
ue.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Приспособление для автоматического контроля расположения цилиндрических изделий, в частности поршней, при их обработке | 1950 |
|
SU93394A1 |
| Устройство для автоматического выключения привода сверлильного шпинделя при увеличении усилия подачи | 1950 |
|
SU93313A1 |
| Автомат для контроля ширины канавок под поршневые кольца и высоты поршня двигателя внутреннего сгорания | 1950 |
|
SU95869A1 |
| Автоматическое контрольно-мерительное устройство для контроля по диаметру двух цилиндрических изделий, одновременно шлифуемых одним шлифовальным кругом | 1950 |
|
SU93349A1 |
| Устройство для автоматической правки шлифовальных кругов | 1950 |
|
SU93552A1 |
| Устройство для транспортирования изделий с поворотом их в пространстве | 1950 |
|
SU93807A1 |
| Многошпиндельный автоматический агрегатный сверлильный станок | 1950 |
|
SU93565A1 |
| ШЛИФОВАЛЬНАЯ БАБКА11 | 1964 |
|
SU163921A1 |
| Машина для упаковки цилиндрических деталей | 1950 |
|
SU93591A1 |