Изобретением является бункер/для загрузки станков, который позволяет хранить детали и производить выдачу их в oпpeдev eннoм положении и с нужным темпом выдачи. Поэтому он может найти практическое применение, главным образом, при загрузке автоматических линий станков.
Отличие описываемого бункера от известных заключается в том, что, с целью ориентировки поступающих в него цилиндрических изделий осью.перпендикулярно к направлению их движения, бункер выполнен в виде ряда расположенных один над другим инерционных транспортеров, на которых размещаются поступающие в бункер изделия. Кроме того, с целью выдачи изделий из бункера с определенным темпом, разгрузка изделий производитсяприпомощрг барабана, имеющего желоба для изделий.
В-зависимости от наличия заготовок на последующем участке и от их поступления бункер может работать на следующих режимах: приемка изделий от предыдуц его агрегата и прямая выдача их последующему; приемка изделий в бункер и выдача их из бункера; приемка изделий в бункер без выдачи их последующему агрегату;, выдача изделий из бункера без приемки их от предыдущего агрегата.
На фиг. 1 изображен вид наклонного склиза и вертикальной щахты сбоку; на фиг. 2 - вид бункера сзади; на фиг. 3 - вид бункера сбоку.
Управление бункером и перевод его с одного режима работы на другой производятся дистанционно. Изделия поступают на наклонный склиз / (фиг. 1),-имеющий одинч-тли несколько ручьев. Скатываясь по склизу, изделия попадают в камеру вертикальной шахты 2 (фиг. 2), внутри которой периодически перемещается нож 3. Поднимаясь вверх, нож 3 перемещает попавщие в камеру изделия. При этом изделия отжимают собачки 4 (фиг. 1) и проходят в щахту. При возвращении ножа3 ,в исходное положение изделия, попавщие в щахту, удерживаются собачками. Когда подаются следующие изделия, предыдущие поднимаются вдоль шахты на шаг, равный одному диаметру изделия.
№ 93712
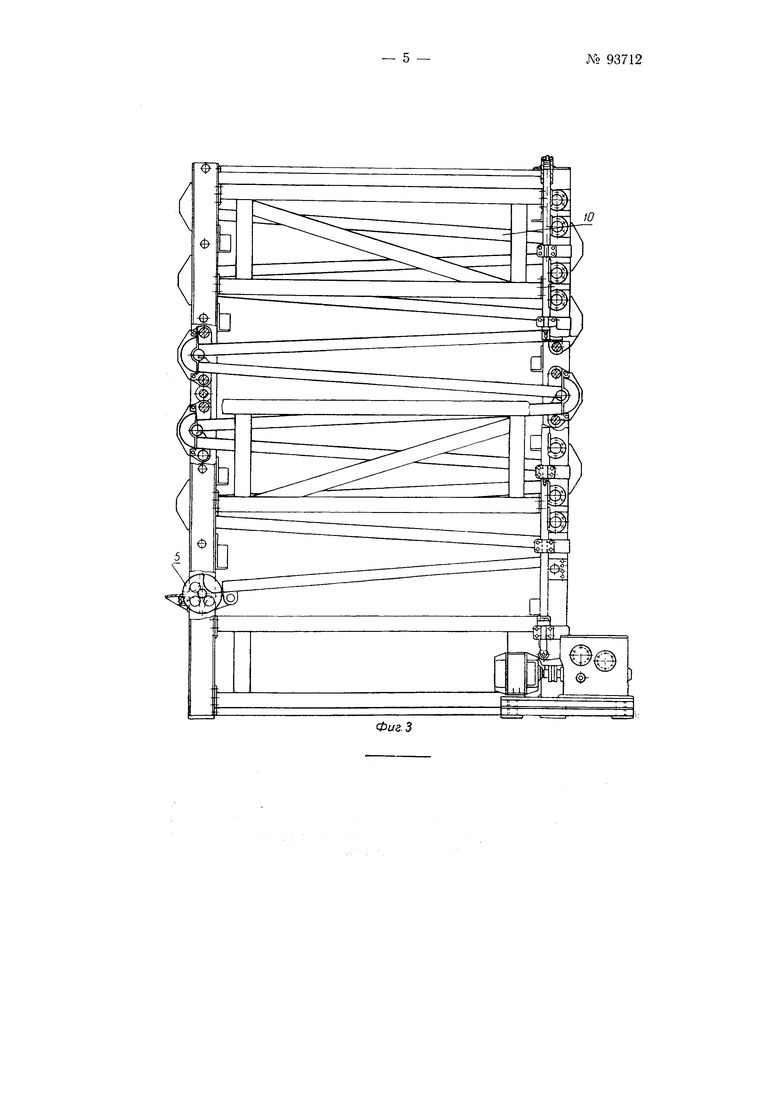
Дойдя до верхнего конца шахты, изделия скатываются на верхнир наклонный лоток бункера.
Скатываясь до конца верхнего лотка, изделия переходят на лежащий ниже лоток 10 (фиг. 3) и катятся по этому лотку в обратном направлении. Все лотки образуют зигзагообразную линию, идущую сверху вниз. Количество лотков и количество ручьев зависят от требуемой емкости бункера. По нижнему лотку изделия поступают к механизму выдачи 5 (фиг. 3).
Все лотки смонтированы на каркасе таким образом, что они могут качаться вокруг неподвижных осей. При пом-ощи пневматического цилиндра лоткам сообщается качательное сложное движение. Лотки медленно перемещаются вперед и быстро отдергиваются назад. Такое движение способствует перемещению изделий вдоль лотков.
Механизм выдачи 5 представляет собой барабан, имеющий по периферии желобы, cдвиf yтыe оди1 относительно другого по окружности. При повороте барабана на одно угловое деление выдается одно или несколько изделий, ранее принятых в желобы из нижнего лотка бункера. Поворот барабана осуществляется периодически при получении команды от последующего агрегата. Привод механизма выдачи может осуществляться от индивидуального электродвигателя с редуктором или от любого другого источника движения, например, ппевматического цилиндра.
Привод ножа приемной щахты также молсет осуществляться от индивидуального электродвигателя с редуктором через кривошипно-inaтунный механизм 6 и шестеренно-реечную передачу 7 (фиг. 2) или от любого другого источника движения.
Описанным образом осуществляется работа бункера при приеме изделий в бункер и при выдаче их из бункера. При необходимости непосредственной передачи изделий с приемного лотка к механизму выдачи открывается заслонка, позволяющая изделиям скатываться непосредственно с приемного склиза на нижний лоток бункера, не поднимаясь по вертикальной щахте. При этом механизм ножа автоматически выключается. Привод заслонки осуществляется от индивидуального электродвигателя 8 (фиг. 2) через редуктор 9.
Предмет изобретения
1.Бункер для загрузки станков, отличающийся тем, что, с целью ориентировки поступающих в бункер цилиндрических изделий осью перпендикулярно направлению движения изделий, бункер выполнен в виде ряда расположенных один над другим инерционных транспортеров, на которых размещаются поступающие в бункер изделия.
2.Форма выполнения бункера по п. 1, отличающаяся тем, что подача изделий на верхний транспортер осуществляется толкающил механизмом по вертикальной щахте.
3. Форма выполнения бункера по п. 1, отличающаяся тем, что, с целью выдачи изделий из бункера с нужным темпом, разгрузочное устройство выполнено в виде барабана с желобами, в которые поступают выгружаемые изделия.
4. Форма выполнения бункера по п. 1, отличающаяся тем, что, для возможности выдачи изделий с загрузочного лотка к разгрузочному барабану, ,минуя инерционные транспортеры, бункер имеет заслонку, от крывающую изделиям доступ от загрузочного лотка к разгрузочному барабану.
е
Фаг, 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии | 1950 |
|
SU94627A1 |
| Бункер для загрузки станков | 1950 |
|
SU96217A1 |
| Автоматическое устройство для изменения направления транспортирования цилиндрических изделий, в частности поршней | 1950 |
|
SU95125A1 |
| Автоматическое устройство для загрузки конвейера | 1950 |
|
SU95193A1 |
| Машина для упаковки цилиндрических деталей | 1950 |
|
SU93591A1 |
| Устройство для автоматического контроля количества изделий в бункере | 1950 |
|
SU93667A1 |
| Устройство для автоматического управления загрузкой меж агрегатного склиза | 1950 |
|
SU94708A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Транспортер для перемещения цилиндрических изделий | 1950 |
|
SU93837A1 |
| Автоматический перегружатель цилиндрических изделий | 1950 |
|
SU93939A1 |