I
Изобретение относится к сварке труб токами высокой частоты с применением магнитопроводов и может быть использовано дня разбраковки магнитопроводов перед установкой в трубоэлектросварочный стан.
Известны способы разбраковки ферритовых колец, применяем 1е для высокочастотной сварки труб, по которым ферритовые кольца, используемые для набора магнитопроводов, разбраковывают по величине магнитной проницаемости или индукции насыщения to
Однако известными способами невозможно контролировать качество магнитопроводов в сборе, особенно качество магнитопроводов, набранных из ферритовых стержней, брикетов или ферритовой кротки.
Наиболее близким,к предпагаёмому является способ оценки качества магнитопроводов в процессе 3Kcnnyataдии их на трубоэлектросварочном ста-
не по максимально достигаемой скорости сварки или по минимальному уровню потребленной высокочастотной энергии, обеспечивающим номинальный режим сварки 2 J.
Однако такой способ разбраковки магнитопррводов малоэффективен, так как для установления пригодности магнитопровода необходимо установить его на стане и сварить или разо10греть кромки перемещающейся трубной заготовки, на что затрачивается от 10 до 30 мин, а при выяснении, что магнитопровод низкого качества, необходимо заменить его. При зтом в
15 отходы отбрасывается металл, израсходован 1й на. проверку магнитопрово да. .
Цель изобретения - повышение производительности разбраковки маг20нитопроводов.
Цел.ь достигается тем, что согласно способу разбраковки магрштопро- водов свариваемых труб, включающему
разогрев токами высокой частоты csai риваемых кромок трубной заготовки, в которой размещен магкитопровод; последовательно разогревают короткими радиоимпульсами кромки образца трубной заготовки с эталонш 1М магнитопроводом, затем с испытуемым магнитопроводом и сравнивают интенсивности разогрева кромок образца трубной заготовки с испытуемым и эталонным магнитопроводами.
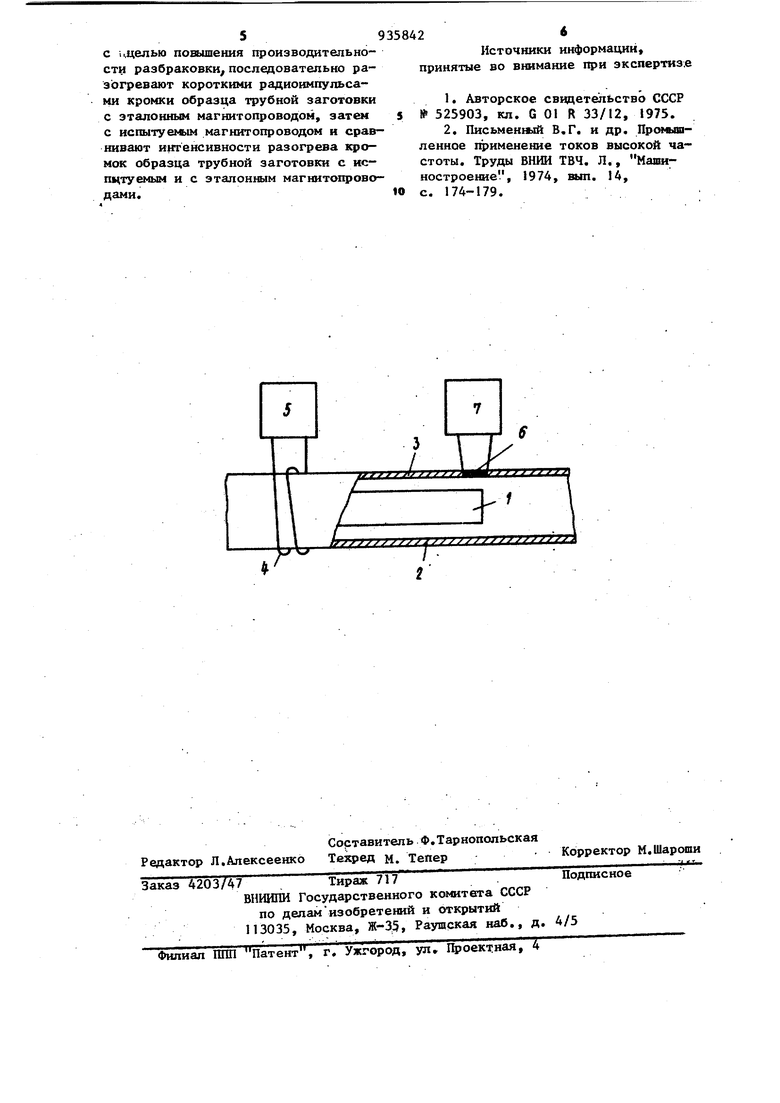
На чертеже приведена схема устройства для осуществления предлагаемого способа разбраковки.
Устройство содержит магнитопро- вод 1, образец 2, трубной заготовки свариваемые кромки 3, индуктор 4, высокочастотный генератор 5, тер- мометры 6. сопротивления, измерительный четырехплечий мост 7 или другой прибор для измерения сопротивления.
Способ осуществляется следующим образом.
Перед установкой на трубозлектросварочш.1й стан магнитопровод 1 размещают на физической модели узла сварки труб, содержащей неподвижный образец 2 тру5ной заготовки изготавливаемого сортамента труб с непроваренным участком кромок 3, индуктора 4 и генератора 5. К индуктору 4 от генератора 5 подают короткие радиоимпульсы тока, энергией которых разогревают свариваемые кромки 3. Нагрев кромок, обеспечиваемый за время действия одного или серии радиоимпульсов , измеряют, например, . установленными на кромках термометрами 6 сопротивлений, соединенньми с измерительным четырехплечим мостом 7. Интенсивность разогрева кромок образца трубной заготовки модвли, полученную при помещении в него испытуемого магнитопровода, сравнивают с интенсивностью, полученной при установке эталонного магнитопровода и по результатам отбирают дпя сварки магнитопроводы, обеспечивающие и интенсивность разогрева, кромок, равную или большую, чем эталонная.
Так как под воздействием радиоимпульсов разогреваются не только свариваемые кромки, но и магнитопроводы, и их разогрев зависит от геометрических размеров и материала магнитопроводов, то мощность подводимых радиоимпульсов и их длительность выбирают в соответствии с материалом и размерами испытуемых магнитопроводов.
Например, магнитопроводы, изго- готовленные из феррита марки Ф 00 5 или Ф 600 с наружным диаметром свыше 20 мм, разбраковывают радиоимпульсами до и мощностью 100-500 ВА. Качество отбираемых для сварки магнитопроводов определяют по длительности разогрева свариваемых кромок до заданной температуры. На трубоэлектросварочный стан отбирают магнитопровода, которые обеспечивают разогрев кромок за промежутки времени, равные или меньшие, чем обеспечивает эталонный магнитопровод.
Ферритовые магнитопроводы с наружным диаметром менее 20 мм разбраковывают по максимально достигаемой
0 температуре разогрева свариваемых кромок за время действия радиоимпульсов постоянной длительности и амплитуды. Лучшие магнитопроводы обеспечивают разогрев кромок до более
J высокой температуры.
Предлагаемый способ выгодно отли- Чается от используемого в настоящее время в промьшшенности способа разбраковки магнитопроводов непосредственно на эксплуатируемом стане тем, что полностью исключает потери металла, использовавшегося на изготовление труб в процессе отбра- КОВКИ;некачественных магнитопроводов, время на разбраковку сокращается более чем на порядок, что позволяет существенно повысить производительность разбраковки, повышается качество разбраковки вследствие того, что на физической модели имеется возможность с больщей точностью контролировать параметры радиоимпульсов и режим нагрева кромок .
Установка на трубоэлектросварочный стан магнитопроводов необходимого качества позволяет повысить скорость сварки труб и снизить расходный коэффициент металла.
Формул а изобретения
Способ разбраковки магиитопроводов свариваемых труб, включающий разогрев токами высокой частоты свариваемых кромок трубной заготовки, в которой размещен магнитопровод, отличающийся тем, что.
с нцелью повьшения производительности разбраковки,последовательно разогревают короткими радиоимпульсами кромки образца трубной заготовки с эталонным магнитопроводом, затем с испытуемым магнитопроводом и сравнивают интенсивности разогрева кромок образца трубной заготовки с испцтуемым и с эталонным магнитопроводами.
Источники информации, принятые во внимание Щ)и экспертизе
1.Авторское свидетельство СССР 525903, кл. G 01 R 33/12, 1975.
2.Письменной В.Г. и др. Промышленное щ именение токов высокой частоты. Труды ВНИИ ТВЧ. Л,, Машиностроение, 1974, вып. 14,
с. 174-179.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разбраковки магнитопроводов для сварки труб | 1981 |
|
SU1314290A1 |
| СПОСОБ РАЗБРАКОВКИ МАГНИТОПРОВОДОВ ДЛЯ РАДИОЧАСТОТНОЙ СВАРКИ ТРУБ | 1988 |
|
RU2018119C1 |
| Устройство для контроля стержневых магнитопроводов | 1984 |
|
SU1205088A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Магнитопровод для высокочастотной сварки прямошовных труб | 1987 |
|
SU1489871A1 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Индуктор для высокочастотной сварки | 1978 |
|
SU774857A1 |
| Способ изготовления прямошовных труб | 1978 |
|
SU774856A1 |
| СПОСОБ СВАРКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135317C1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
