Изобретение относится к трубному производству, в частности к производству высокочастотной сваркой длинномерных труб, наматываемых в бунты.
Известен способ производства высокочастотной сваркой длинномерных труб, в котором для охлаждения сварочного инструмента используется вода (Бодашков В. А. Индукционный нагрев труб Л., "Машиностроение", 1969, с. 118). Недостатком способа и устройства является необходимость удаления воды из сварной трубы, приводящей к браку при сварке и последующем редуцировании, например, путем наклона всей линии формовки-сварки в сторону штрипса.
Наиболее близким по технической сущности и достигаемому эффекту являются способ производства труб высокочастотной сваркой, принятый за прототип и включающий формовку ленты, высокочастотный нагрев кромок, обжатие их в сварочных валках и охлаждение сварочного инструмента жидкостью (Матвеев Ю.М. , Ружинский М.Б., Ромашов А.А., Халамез Е.М. Технология производства электросварных труб. М., "Металлургия", 1967, с. 100-102).
Недостатком способа высокочастотной сварки является невозможность обеспечения стабильного качества длинномерных труб, связанная с нестабильностью условий охлаждения кромок заготовки вблизи точки схождения - очага сварки. Это связано с тем, что жидкость для охлаждения валков и ферромагнитного сердечника, попадая во внутреннюю полость трубы, не имеет возможности свободного слива и, скапливаясь там, периодически выплескивается в точку схода кромок. При этом нарушается режим сварки, что приводит к непроварам и нестабильности качества сварного соединения.
Известен стан для производства труб высокочастотной сваркой (Бодашков В. А. Индукционный нагрев труб. Л., "Машиностроение", 1969, с. 118). Для удаления воды из сварной трубы линия формовки-сварки имеет наклон в сторону штрипса. Недостатком стана является конструктивная сложность и дороговизна обеспечения наклона линии формовки-сварки, а также возможность попадания воды в трубу при производстве труб малых размеров - менее 30 мм диаметром и при работе на повышенных скоростях, когда охлаждающая вода интенсивно увлекается трубой и не успевает стечь в сторону наклона линии формовки-сварки.
Наиболее близким техническим решением, принятым за прототип, является стан для высокочастотной сварки труб, включающий индуктор, ферромагнитный сердечник, установленный на стержне - ферритодержателе, сварочные шовсжимающие валки и систему охлаждения водой ферромагнитного сердечника трубы и шовсжимающих валков (Матвеев Ю.М., Ружинский М.Б., Ромашов А.А., Халамез Е. М. Технология производства электросварных труб. М., "Металлургия", 1967, с. 100-102).
К недостатку стана высокочастотной сварки относится невозможность выпуска длинномерных труб, имеющих стабильное качество сварного шва. Это связано с нарушением режимов сварки при попадании охлаждающей жидкости в очаг сварки.
Техническая задача, решаемая изобретением, заключается в обеспечении стабильного качества сварного соединения при непрерывной сварке длинномерных труб, сворачиваемых в бунты.
Поставленная задача решается за счет того, что в способе сварки труб, включающем формовку ленты, высокочастотный нагрев кромок, обжатие их в сварочных валках и охлаждение сварочного инструмента жидкостью, согласно изобретению, нагрев кромок и обжатие заготовки в сварочных валках производят в среде жидкости.
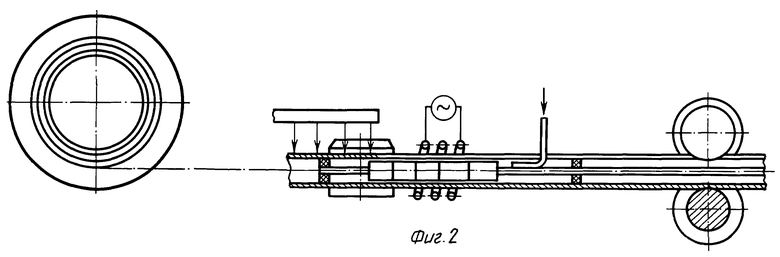
Поставленная задача решается также за счет того, что в стане для сварки труб, включающем формовочные клети, высокочастотный нагреватель, ферромагнитный сердечник, установленный на закрепленном стержне, сварочные валки и охладитель шва, согласно изобретению, стан содержит напорный трубопровод, размещенный в полости сформованной заготовки и ориентированный соплом к ферромагнитному сердечнику, а охладитель шва расположен над точкой схождения кромок трубной заготовки. Кроме того, стан для сварки труб содержит перегородки, установленные на закрепленном стержне перед точкой схождения кромок и после нее, при этом сопло напорного трубопровода размещено между перегородками. Изобретение поясняется чертежом, где на фиг. 1 схематично изображен трубоэлектросварочный стан для высокочастотной сварки труб, на фиг. 2 показан вариант выполнения стана с использованием перегородок.
Предлагаемый стан для высокочастотной сварки труб (фиг. 1) включает формовочные клети 1, для формовки заготовок 2, сварочные валки 3, индуктор 4, ферромагнитный сердечник 5, закрепленный на стержне 6. На стержне 6 установлены перегородки 7, 8 из изоляционного материала (фиг. 2). В полости сформованной трубной заготовки 2 размещен напорный трубопровод 9 с возможностью подачи жидкости с переполнением полости. Над сварочными валками, над точкой схождения кромок трубной заготовки расположен охладитель шва 10.
Способ высокочастотной сварки, с использованием предлагаемого стана, реализован следующим образом. Кромки сформованной трубной заготовки 2 разогревают индуктором 4 и сжимают сварочными валками 3. Сердечник 5 повышает эффективность нагрева за счет блокирования паразитных цепей сварочного тока. По напорному трубопроводу 9 в полость трубы интенсивно подается поток охлаждающей жидкости, например, воды. Жидкость переполняет полость профиля и частично уносится сваренной трубой, а частично выливается через щель сходящихся кромок заготовки. Одновременно сходящиеся кромки интенсивно поливают жидкостью охладителя шва 10, обеспечивая полное и непрерывное закрытие разогревающихся кромок. Режим подачи жидкости выбирают таким образом, чтобы разогреваемые кромки и точка их схождения постоянно находились в среде жидкости (воды). От разогретых кромок жидкость (вода) закипает, и вблизи них образуется паровая рубашка, в среде которой и происходит процесс сварки. При этом периодические колебания потока жидкости, связанные с переполнением полости наматываемой в рулон трубы, не оказывают влияния на режим сварки, так как сварка постоянно осуществляется в среде жидкости. При этом потери тепла на испарение охлаждающей жидкости относительно невелики - на 10-15% больше, чем при обычном режиме сварки, что объясняется эффектом экранирующего действия стабильной паровой рубашки, хорошо известным, например, при закалке деталей.
Описанный механизм подачи охлаждающей жидкости является оптимальным для труб малых диаметров от 15 до 40 мм. При больших диаметрах имеют место чрезмерно большие потери жидкости (воды), уходящей в трубу и в сторону формовочного стана. Для исключения указанного эффекта, согласно изобретению, предлагается установка на стержне 6 перегородок 7 и 8, препятствующих утечкам жидкости в трубу и формовочный стан. Для исключения их влияния на распределение сварочных токов перегородки выполняют из изоляционного материала.
Способ реализован при сварке нефтепромысловых труб в бунтах размером 59,0 х 3,0 мм из стали 10. Длина труб в бунте 1500-2000 м. В качестве жидкой охлаждающей среды использовали техническую воду. Расход воды составил от 30 до 40 л/мин. Использование заявляемого способа и устройства позволило сваривать бунты труб без дефектов сварного соединения на всей длине.
При использовании известных технологий на 1000 м сварных труб в бунтах приходилось от десяти до пятнадцати дефектов сварного шва, что приводило к необходимости значительных затрат на ремонтные работы.
Таким образом, использование заявляемого изобретения позволяет существенно улучшить качество сварного соединения длинномерных труб в бунтах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2009 |
|
RU2393036C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2240882C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2232655C1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ ГОРЯЧЕКАТАНОГО ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2175900C2 |
Изобретение относится к трубному производству, в частности к производству высокочастотной сваркой длинномерных труб, наматываемых в бунты. Способ сварки труб включает формовку ленты, высокочастотный нагрев кромок, обжатие их в сварочных валках и охлаждение сварочного инструмента жидкостью. При этом нагрев кромок и обжатие заготовки производят в среде жидкости. Стан для сварки труб включает формовочные клети, высокочастотный нагреватель, ферромагнитный сердечник, установленный на закрепленном стержне, сварочные валки, охладитель шва, расположенный над точкой схождения кромок заготовки, и напорный трубопровод, размещенный в полости сформованной заготовки с возможностью подачи жидкости с переполнением полости и ориентированный соплом к ферромагнитному сердечнику. Кроме того, стан содержит перегородки, установленные на закрепленном стержне перед точкой схождения кромок и после нее, при этом сопло напорного трубопровода размещено между перегородками. Изобретение обеспечивает повышение стабильности качества сварного соединения при непрерывной сварке труб. 2 с. и 1 з.п.ф-лы, 2 ил.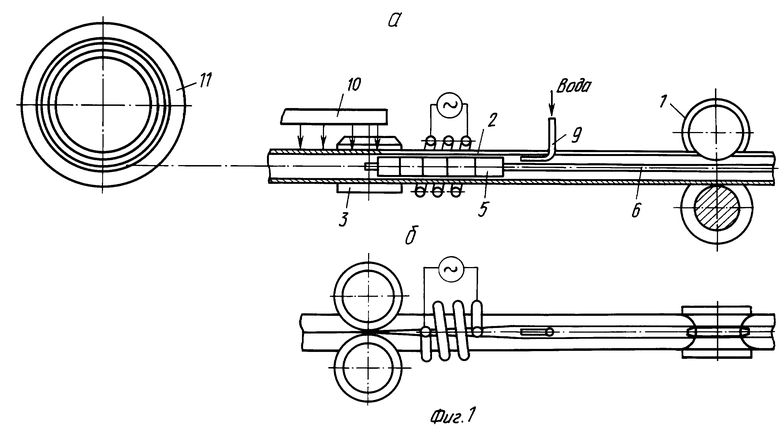
| Бодашков В.А | |||
| Индукционный нагрев труб | |||
| - Л.: Машиностроение, 1969, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Матвеев Ю.М | |||
| и др | |||
| Технология производства электросварных труб | |||
| - М.: Металлургия, 1967, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Устройство для обдувки кромок штрипса и сварного шва | 1984 |
|
SU1268239A1 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| DE 3032222, 09.04.81 | |||
| DE 3719557, 17.12.87 | |||
| Способ остеосинтеза переломов шейки бедра | 1982 |
|
SU1050689A1 |

