Изобретение относится к технологическому оборудованию для изготовления витых разрезных магнитопроводов с окном прямоугольной формы и может быть использовано в электромашиностроении и приборостроении. Целью изобретения является повышение качества магнитопроводов за счет стабилизации размеров окна магнитопровода и уменьшения заусенцев. На фиг.1-2 изображены оправки с разными вариантами выполнения занижений для установки технологических прокладок} на фиг.З - магнитопровод после намотки на часть оправки без прорези5 на фиг.4 - оправка-с магнитопроводом, сдвинутым после термообработки на конец оправки с прорезью на фиг.З - оправка с магнитопроводом и технологическими прокладками после пропитки. Оправка 1 для изготовления витых разрезных ленточных магнитопроводов 2содержит рабочие поверхности 3-6, прорезь 7 для прохода режущего инструмента, отверстие 8 для центрирования оправки 1, прямоугольное 9 или трапецеидальное 10 углубление на поверхностях 3 и 5, расположенное симметрично вдоль прорези 7, разрезную часть 11 с прорезью 7 и неразрезную часть 12 оправки 1. Длина каждой из частей 11 и 12 оправки 1 должна быть больше или равна ширине ферромагнитной ленты 13. У углублений i9 и 10 длина должна быть равна длине прорези 7, ширина 2-4 ширина прорези 7, а толщина, например, 13мм. У углубления 10 разница длин оснований 14 и 15 должна быть равна 1-2 ширинам прорези 7. В качестве ма териала для оправки 1 используют, на пример, сталь типа 10Х18Н9Т,. не приваривающуюся к внутреннему витку маг нитопровода 2 при отжиге. Изготовление витьк разрезных ленточных магнитопроводов с помощью оправки предлагаемой конструкции осуществляется следующим образом. Предварительно для каждого магнитопровода 2 изготавливают две технологические прокладки 16, например из листового текстолита, с геометрически да размерами углублений 9 и 10 Оправку 1 устанавливают разрезной частью 11 в гнездо планшайбы (не по зана) и поджимают торец оправки со стороны неразрезной части 12 прижим ным приспособлением (не показано). Конец ленты 13 закрепляют на поверхностях 3-6 неразрезной части 12, приводят оправку 1 во вращение и навивают на нее ленту 13 до получения магнитопровода 2 требуемой геометрии. Навитые сборки магнитопровода 2 с оправкой } устанавливают в формующую скобу (не показана), изолируя их друг от друга по периметру металлическими планками скобы, обжимают магнитопроводы 2 под прессом до упора и расклинивают в обжатом состоянии. Затем магнитопроводы 2 подвергают вакуумному отжигу, распрессовывают формующую скобу и извлекают из скобы оправки 1 с магнитопроводами 2. Далее осуществляют сдвиг магнитопровода 2 на рабочие поверхности 3-6 разрезной части 11, для облегчения которого поверхности 3-6 могут быть выполнены коническими 1:10-1:50. Далее в углубления 9 и 10 устанавливают прокладки 16, причем в занижения 10 трапецеидальные прокладки 16 можно устанавливать до сдвига магнитопровода 2. Затем производят пропитку магнитопровода 2 связующим составом, после полимеризации которого между магнитопроводом 1 и прокладками 16 образуется беззазорное соединение. Далее оправку 1 с магнитопроводом 2 устанавливают в приспособление для разрезки (не показано), между охватывакщими губками которого устанавливаются текстолитовые прокладки толщиной 1-3 мм, разрезаемые вместе с магнитопроводом 2 и с прокладками 16. После разрезки обе половинки магнитопровода 2 выпрессовываются с оправки 1, а разрезанные прокладки 16 удаляются из углублений 9 и 10. Установка в углубления 10 трапецеидальных прокладок 16 обеспечивает дополнительное механическое крепление последних в осевом направлении при прохождении через прорезь разрезающего инструмента. Формула изо р е т е н и я Оправка для изготовления витых разрезных ленточных магнитопроводов, выполненная с прорезью на одном конце для прохода режущего инструмента, отличающаяся тем, что, с целью повышения качества магнитопроводов за счет стабилизации разме312755634
ров окна магнитопровода и уменьшения с прорезью н симметрично относительэаусенцев, она имеет два углубления но нее, а конец оправки без прорези на противоположных ее сторонах, каж- выполнен шириной не менее ширины надое из которых выполнено на конце виваемой ленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| Способ изготовления трансформатора | 1987 |
|
SU1495864A1 |
| Способ изготовления витых ленточных магнитопроводов | 1982 |
|
SU1078481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Оправка для изготовления витых ленточных магнитопроводов | 1979 |
|
SU896695A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА МАГНИТНОЙ СИСТЕМЫ ТРАНСФОРМАТОРА ИЛИ РЕАКТОРА | 2015 |
|
RU2585008C1 |
| Способ резки сердечника ленточного магнитопровода | 2019 |
|
RU2711459C1 |
| ТРАНСФОРМАТОР МАЛОЙ МОЩНОСТИ | 2006 |
|
RU2316841C1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Устройство для термообработки и формования витых ленточных магнитопроводов | 1985 |
|
SU1394250A1 |
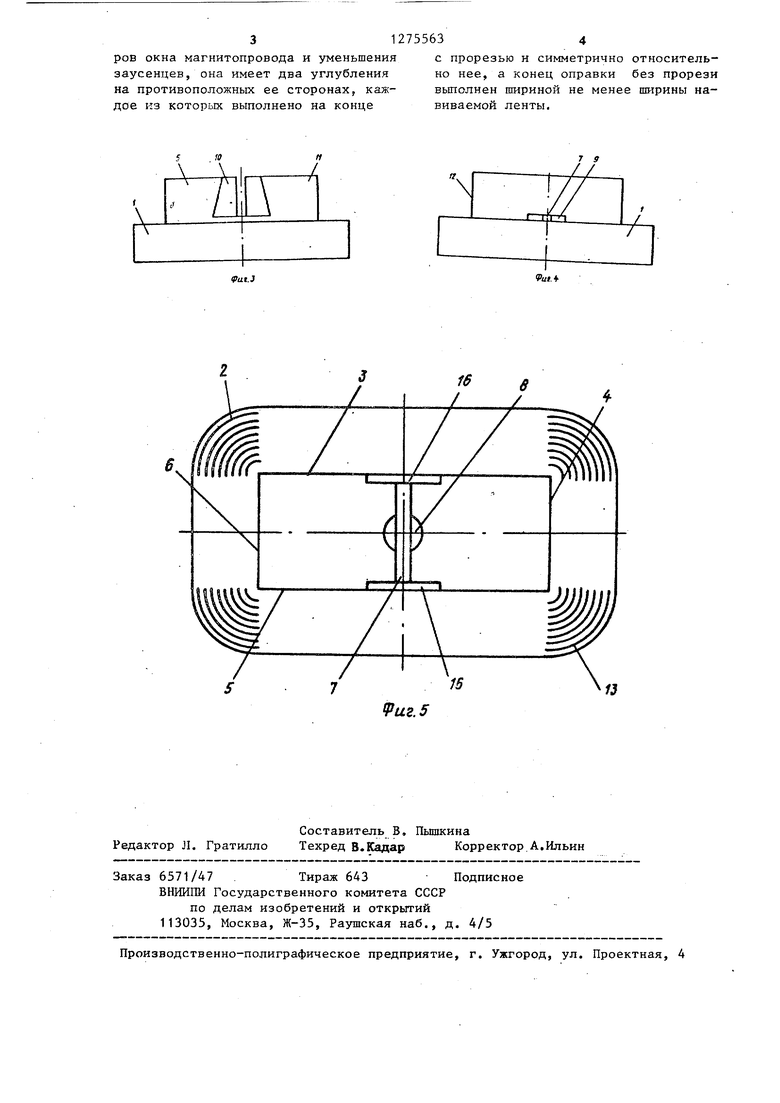
Изобретение относится к технологическому оборудованию для изготовления витых разрезных магнитопроводов и может быть использовано в : электромашиностроении иприборостроении. Целью изобретения является повышение качества магнитопроводов за счет стабилизации размеров окна магнитопровода и уменьшения заусенцев. Оправка 1 для изготовления витых ленточных магнитопроводов 2 имеет рабочие поверхности 3-6, прорезь 7 для прохода инструмента, углубления 9 на поверхностях 3 и 5. Перед навивкой конец ленты закрепляют наповерхностях 3-6 неразрезной части. Приводят оправку 1 во вращение и навивают ленту до требуемой толщины. После опрессовки и отжига магнитопровод сдвигают на разрезную часть оправки, а в углубления 9 устанавливают технологические прокладки. Посе S ле пропитки магнитопровод, разрезают, выпрессовывают его половинки с оправки 1, а разрезные прокладки 16 удаляют. .5 ил.
5
Л-Л
Ч1ГГ
| Бальян Р.Х | |||
| Трансформаторы малой мощности | |||
| Л., Судпром, 1961, с.102-105 | |||
| Оправка для изготовления витых ленточных магнитопроводов | 1979 |
|
SU896695A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
