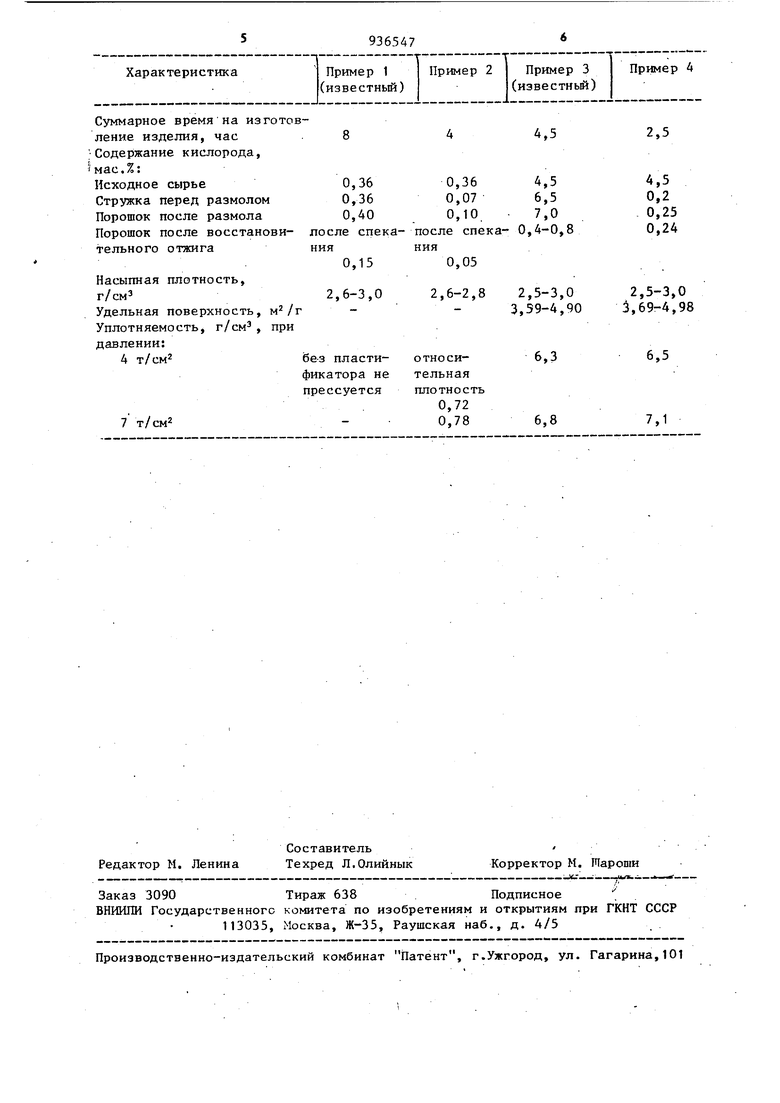
удаления окислов является трудоемким и дорогостоящим, при этом следует учитьюать, что в полном объеме его провести не удается. При измельчении стружки окислы, присутствующие в ней в виде относительно легко удаляемых тонких пленок, переводятся в высокодисперсное состояние и равномерно распределяютс по всему объему порошка, в том числе закупориваются внутри час.тиц порошка (т.е. переводятся в кинетически труд новосстановимую форму). В итоге не удается снизить содержание кислорода в порошке до уровня его содержания в сортовом прокате (например, в быст рорежущей стали Р6М ниже 0,05 мас.%) при этом существенно ухудшаются и удорожаются процессы прессования и спекания изделий, . Цель изобретения - улучшение качества порошка. Для достижения поставленной цели в способе получения стального порошк из стру7 жи, включающем охрупчивание стружки, размол и восстановительньй отжиг, восстановительный отжиг осуществляют перед охрупчиванием струягки, а размол ведут в защитной среде. При этом восстановительньй отжиг и охрупчивание могут осуществлять одновременно. В тех случаях, когда охрупчивание стружки осуществляют путем ее те1 1ообраб1отки (закалки или цементации) , операции восстановления окислов в стружке и нагрев ее под закалку могут быть совмещены. Пример 1. Известньй способ. Окисленную в процессе резания стружк быстрорежущей стали Р6М5 с содержанием кислорода 0,32 мас.% охлаждали, до при помощи жидкого азота и измельчали при этой температуре в по рошок крупностью 200 мкм. Полученньй порошок смешивали с сажевосстановителем в количестве, достаточном для связьшания кислорода в виде СО, и с пластификатором для обеспечения формуемости, прессовали при давлении 7 тс/см и спекали в -вакууме рт.ст. при температуре 1250 + ZOc в течение шести ч. В процессе спекания происходило восстановление окислов углеродом сажи. Пример 2. Стружку по примеру 1 нагревали при температуре в течение 1 ч в токе технического водорода, пропущенного сквозь набивку из титановой стружки, а после нагрева охлаждали в токе водорода. , Содержание кислорода в стружке, подвергнутой указанной обработке, составляло 0,07 мас.%. Стружку измельчали в порошок - 200 мкм при условиях, аналогичных указанным в примере 1.Полученньй порошок без добавления сажи и ппастификатора прессовали при давлении 4 тс/см и спекали.в вакууме рт.ст. при температуре 1250f20°C в течение трех ч. Побочным эффектом спекания являлось, в частности, восстановление некоторого количества окислов связанным углеродом, присутствующим в составе стали. Пример 3. Известньй способ. Стружку стали 1ПХ15 закаливали путем нагрева в течение 0,4 ч при температуре и охлаждении в закалочной средеJ после чего размалывали. Полученньй порошок затем просеивали с отбором фракции - 0,312+0,050 мм, в него добавляли 1,5 мас.% графита, после чего порошок проходил восстановительный отжиг в эндогазе при температуре в течение 2,5 ч. Пример 4. Стружку стали МХ15 вьщерживали при температуре 850°С в течение 0,5 ч в среде эндогаза до восстановленияокисло.в, после чего закаливали охлаждением -в закалочной зютдкости. Далее стружка размалывалась в мзльниде в среде защитного газа азота. Из полученного порошка отбиралась фракция - 0,312+0,050 мм, которая затем отжигалась при температуре- 500°С в течение 0,5 ч. Свойства порошков, полученных известным и предложенным способами, показаны в таблице. Как видно из приведенных данных, предложенньй способ переработки стружки в порошок позволяет существенно уменьшить в готовом продукте содержание кислорода, улучшить технологические характеристики порошка, а также снизить трудоемкость всего процесса.
Суммарное время на изготовление изделия, час
Содержание кислорода,
мас.%:
Исходное сырье Стружка перед размолом Порошок после размола Порошок после восстановилосле спекательного отжига ния
Насыпная плотность,
г/см
2,6-3,0
Удельная поверхность,
Уплотняемость, г/см, при
давлении:
2,5
4,5
5
4,5
0,36 0,2
6,5
0,36 0,25
7,0
0,40 0,24
0,4-0,8
0,15
2,5-3.0
2,5-3,0 3,69-4,98 3,59-4,90
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения стального порошка из отходов металлообработки | 1982 |
|
SU1094216A1 |
| Способ получения порошка из стружки | 1982 |
|
SU1111318A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ ДИФФУЗИОННО-ЛЕГИРОВАННЫХ ЖЕЛЕЗНЫХ ПОРОШКОВ | 1993 |
|
RU2043868C1 |
| ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, ПОРОШКОВАЯ СМЕСЬ НА ОСНОВЕ ЖЕЛЕЗА, СОДЕРЖАЩАЯ ПРЕДВАРИТЕЛЬНО ЛЕГИРОВАННЫЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА, И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННЫХ И СПЕЧЕННЫХ ДЕТАЛЕЙ ИЗ ПОРОШКОВОЙ СМЕСИ НА ОСНОВЕ ЖЕЛЕЗА | 2015 |
|
RU2699882C2 |
| СПОСОБ ПЕРЕРАБОТКИ ДИСПЕРСНЫХ МЕТАЛЛООТХОДОВ | 1991 |
|
RU2014954C1 |
| Способ получения спеченных изделий из стружки | 1986 |
|
SU1337194A1 |
| Способ получения стального порошка из отходов | 1981 |
|
SU1085101A1 |
| Способ получения изделий из чугунной стружки | 1989 |
|
SU1668448A1 |
| Способ легирования алюминиевого порошка свинцом и/или оловом | 1987 |
|
SU1585079A1 |
| СПОСОБ ПЕРЕРАБОТКИ ШЛАМОВЫХ ОТХОДОВ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2076787C1 |
1. СПОСОБ ПОЛУЧЕНИЯ СТАЛЬ.НОГО ПОРОШКА ИЗ. СТРУЖКИ, включающий охрупчивание стружки, размол и восстановительньй Ътжиг, о т л и ч аю щ и и с я тем, что, с целью улучшения качества порошка, восстановительный отжиг осуществляют перед охрупчиванием стружки, а размол ведут в защитной среде. 2. Способ по п. 1, о т л и ч аю щ и и с я тем, что восстановительный отжиг и охрупчивание осуществляют одновременно. сл 350 руб/т для железных порошков, а для остальных значительно выше. В качествеИСХОДНОГО сырья для получения легированных порошков мож;о но использовать отходы металлообра00 батывающих производств, в частности сь сл стальную стружку. Наиболее близким по технической сущности и достигаемому результату 4ib к описываемому изобретению является способ получения стального порошка из стружки, включающий охрупчивание стружки путем ее охлаждения до криогенных температур или термообработки, размол и последующий восстановительный отжиг для удаления кислорода путем ввода для этого компонентов, например углерода:, основной функцией которых являетия разрушение окислов в ходе восстановительных реакций. OcHOBHbW недостатком, снижающим качество получаемых таким способом порошков, является то, что процесс
| Давьщенков В.А | |||
| и др | |||
| Технология получения и свойства спеченных нержавеющих сталей для деталей машин | |||
| Порошковая металлургия, 1978, № 5, с | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Патент США №4129443, кл | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Изобретение относится к области Получения порошкообразных материалов, в частности к способу получения легированных металлических порошков на основе железа из металлических отходов, образующихся при металлообработке | |||
| Основными способами получения порошков на основе железа и легированной стали являются распыление расплавов и восстановление из окислов | |||
| К недостаткам способов относятся трудность получения порошков мелких фракций; окисление и закалка некоторых порошков при распьшении; плохая формуемость - для распыленных порошков; недостаточная чистота и неравномерность химического состава; малый насыпной вес - для восстановленных порошков | |||
| Кроме того, себестоимость порошков, полученных перечисленными методами, достаточно высока - 30() | |||
