1
Изобретение относится к области литейного производства, а именно к непрерывному литью металлов и прочих материалов и может быть использвано в системах управления установками непрерывной разливки металла,
Известен способ автоматического управления установкой непрерывной разливки металла, заключающийся в измерении толщины непрерывного слитка на выходе из какой-либо секции зоны вторичного охлаждения и стабилизации этой толздины околозаданного значения путил изменения обжатия слитка в этой секции LU.
Недостаток известного способа заключается в том, что изменение обжатия заготовки производят без учета температуры поверхности слитка, которая характеризует прочность оболочки .
Установлено, что зависимость предела текучести от температуры имеет вид.3-9 а - be, где Т - температура металла;
а, в и с - эмпирические коэффициенты, зависящие от марки стали.
Переохлаждение слитка приводит к понижению предела текучести, т.е. к упрочнению затвердевшей оболочки слитка,
В этих условиях путем увеличения обжатия слитка попытка полностью ликвидировать его отклонения по тол щине может привести к поломке тяну цих роликов и нарушению сплошности
0 слитка.
Цель изобретения - повышение надежности работы установки непрерывной разливки металла и выхода годного металла с ней.
5
Это достигается тем, что вводят измерение температуры поверхности слитка на входе в секцию и выходе из нее и ограничивают обжатие слитка в зависимости от среднеарифметичес0кого значения этих температур.
Выбранный закон изменения обжатия в зависимости от среднеарифметического значения этих теьшератур имеет вид:
5
а, , 4- с; (т;р),
i 1, 2...п,
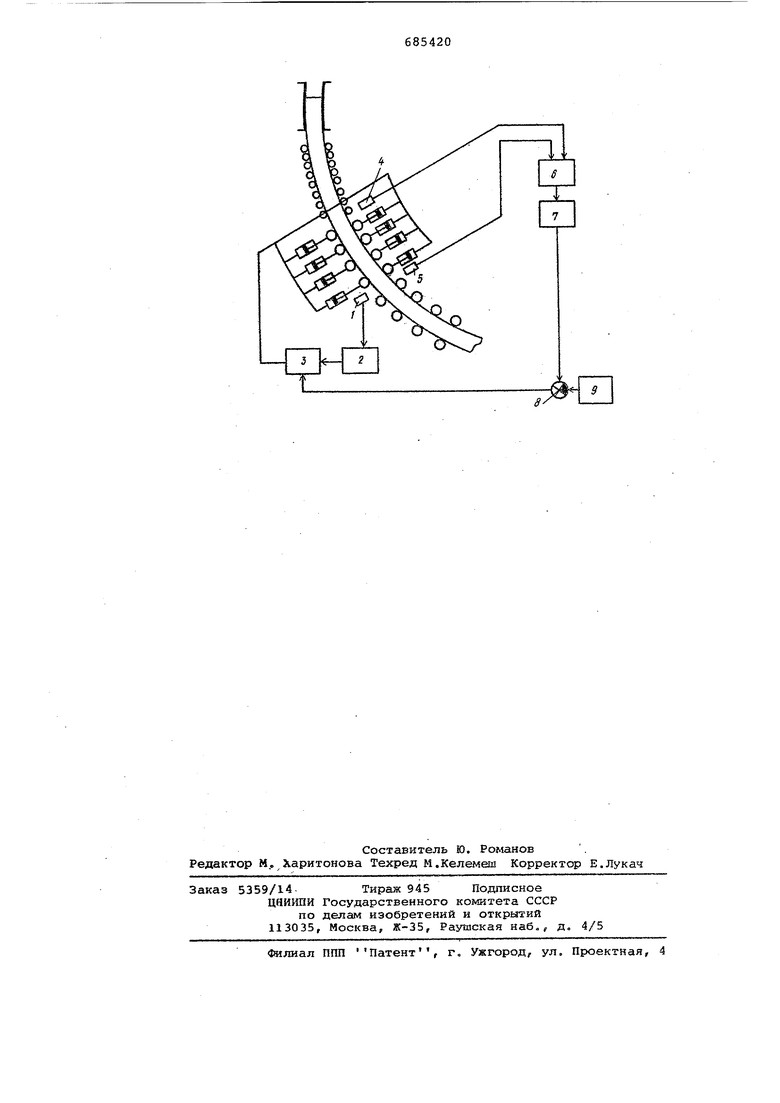
где Р(„)2 - предельное обжатие в i-ой секции зоны вторичного охлаждения; - среднеарифметическая те-vtпература в i-ой секции зоны вторичного охлаждени ai, Bj,Cj - коэффициенты пропорциональности для i-ой сек ции вторичного охлаждения п - число секций зоны вторичного охлаждения. Устройство для осуществления предлагаемого способа рассмотрено для одной секции зоны вторичного охлаждения. Устройство содержит датчик 1 толщины оболочки слитка, регулятор 2, на вход которого соединены тсазанные датчик, ограничитель 3 выхода, на вход которого подсоединены регулятор 2р датчик 4 температуры поверхности слитка на входе в секцию, датчик 5 температуры поверхности слитка на выходе из секции вторичного охлажде ния, алгебраический слл матор 6, на первый вход которого подсоединен вы ход датчика 4, а на второй вход выход датчика 5, делительное устрой ство 7, на вход которого подсое,цине выход алгебраического суд-матораj а ВЕлход делительного устройства на первый вход схемы 8 сравнения, а на второй вход схемБЗ сравнения задатчик 9 номинальной среднеарифметической температуры поверхности слитка выход же схегды 8 сравнения на второ вход ограничителя 3 выхода. Устройство работает сяеяующкм образом. При отклонении толщины оболочки слитка от заданного значения регулятор 2 через ограничитель 3 выхода изменяет обжатие непрерывного слитка в выбранной секции роликовой про водки Одновременно измеряемая датчиками 4 и 5 величина температуры п верхности слитка проходит в алгебраический суг матор 6 и далее - на вход делительного устройства 7. ТакШ образом, на выходе делител ного устройства 7 выделяется средне арифметическая, температура поверхности слитка в секции ролико вой проводки. Если эта температура отличается от заданной на задатчике . 9, то сфорЯШровавшаяся на выходе сх мй сравнения разность проходит на вход ограничителя 3 выхода, изменяя предельное значение обжатия в соответствии с ранее приведенным соотношени м:Р„р,3. а, + в;Тср + C,-(Tjp ) . В качестве датчика толщины непрерывного слитка могут быть использованы серийные измерители размеров типа ТАИР, в качестве датчиков температуры поверхности слитка могут быть использованы .серийные пирометры спектрального отношения типа Спектропир 8, в качестве регуляторов, алгебраических сумматоров, делительных устройств, ограничителей выхода и задатчиков может быть использована стандартная аппаратура серии АКЭСР тех же наименований. Формула изобретения Способ автоматического управления установкой непрерывной разливки металла, заключающийся в измерении толщины непрерывного слитка на выходе из какой-либо секции зоны вторичного охлаждения и стабилизации этой толщины околозаданного значения путем изменения обжатия слитка в этой секции, отличающийся тем, что, с целью повыщения надежности работы установки непрерывной разливки металла и выхода полного металла, дополнительно измеряют температуры поверхности слитка на входе в секцию и выходе из нее и ограничивают обжатие слитка в зависимости от среднеарифметического значения этих температур в соответствич с законом. Р„-.. а ,- 4- В4 Т, + С4 (Тер f , р 1 . 4 т ч 1 1 - 1, , ... п, где Pnpjs. - предельное обжатие в i-ой секции зоны вторичного охлаждения; Т - среднеарифметическая температура в i-ой секции зоны вторичного охлажденияaj,Bi,Ci - коэффициенты пропорциональкости для i-ой секции зоны вторичного охлаждения; п - число секций зоны вторичного охлаждения Источники информации, принятые во внимание при экспертизе 1, Патент Японии № 52-11285, кл. 11В091Л, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла | 1976 |
|
SU593813A1 |
| Устройство автоматического регулирования вторичного охлаждения слитка на машине непрерывного литья металла | 1979 |
|
SU937106A1 |
| Способ автоматического управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1284653A1 |
| Устройство для автоматического регулирования расхода воды в зоне вторичного охлаждения установки непрерывной разливки металлов | 1976 |
|
SU620332A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Способ автоматического управления процессом непрерывной разливки металла | 1973 |
|
SU620331A1 |
| Способ автоматического управления вторичным охлаждением слитка на машине непрерывного литья металла | 1981 |
|
SU971566A2 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |