Изобретение относится к литью металлов и прочих материалов, в частности к неп-рерывному литью металлов выдавливанием расплавленной массы, литью в трубчатые литейные формы с открытыми концами, и может быть использовано в системах регулирования охлаждения слитка на установках непрерывной разливки металла,
Известен способ регулирования охлаждени слитка на установках непрерывной стали (УНРС), заключающийся в том, что подачу охлаждающей воды к отдельным секциям зоны вторичного охлаждения уменьшают при уменьшении скорости разливки flj .
Известен также способ регулирования охлаждения спкт-ка на установках непрерывной разливки стали, заключающийся в том, чтр подачу охлаждающей воды к отдельным секциям и граням слитка в зоне вторичного охлаждения устанавливают в зависимости от изменяющейся скорости разливки 2 .
При возникновении несимметрии теплоотвода от слитка в .кристаллизаторе возникающая вследствие этого разнотолшинность симметричных граней слитка и разница в, ,
их поверхностных температурах никак не кпмпенсируется соответствук им перерасприце-лением охлаждающей воды по этим граням в зоне вторично о охлаждения, В результате возникшая в кристаллизаторе несимметричность температур и толщин c гммeтpичныx граней слитка продолжает равиваться даль-ше в зоне вторичного озслаждения, что мо жет привести к переохлаждению отдельных граней слитка и, следовательно, к возникновению недопустимых температурных напряжений и внутренних дефектов в слитке. Это связано с характером зависимости предела текучести от температуры, которая согласно экспериментальным данным имеет В1ш
сТ
a-Se
ег,«
где Т - температура металла}
1,S,C - эмпирические коэффициенты, завк-сяшие от марки сталн. Из приведенной зависимости следует, что переохлаждение отдельных граней слитка приводит к повышению предела текучести металла на поверхности этих граней (т.е.
.к упрочнению их оболочки), а следовательно, к появлению значительных растягивакяцнх напряжений вблизи фронта кристаллизации, которые могут вызвать нарушение сплошности слитка,,J
Целью изобретения является повьлиение качества непрерьданого слитка и выхода годного металла с установки, Это достигается тем, что в известный способ автоматического регулирования ох- Q лаждения слитка на установках непрерывной разливки мёталла, заключающийся в том, что подачу охлаждающей вопы к от дельным секциям и граням слитка в зоне вто- тичного охлаждения устанавливают в зависи-15 мости от изменяющейся скорости разливки, вводят измерение температурного перепада и расхода охлаждающей воды по каждой в отдельности стенке кристаллизатора и при отклонении произведений этих величин (теп- 20 ловь№ потоков) от расчетных значений, одинаковых для симметричных стенок, компенсируют эти отклонения соответствующим увеличением (уменьшением) расходов охлаждающей воды в зоне вторичного охлаж- 25 дения.
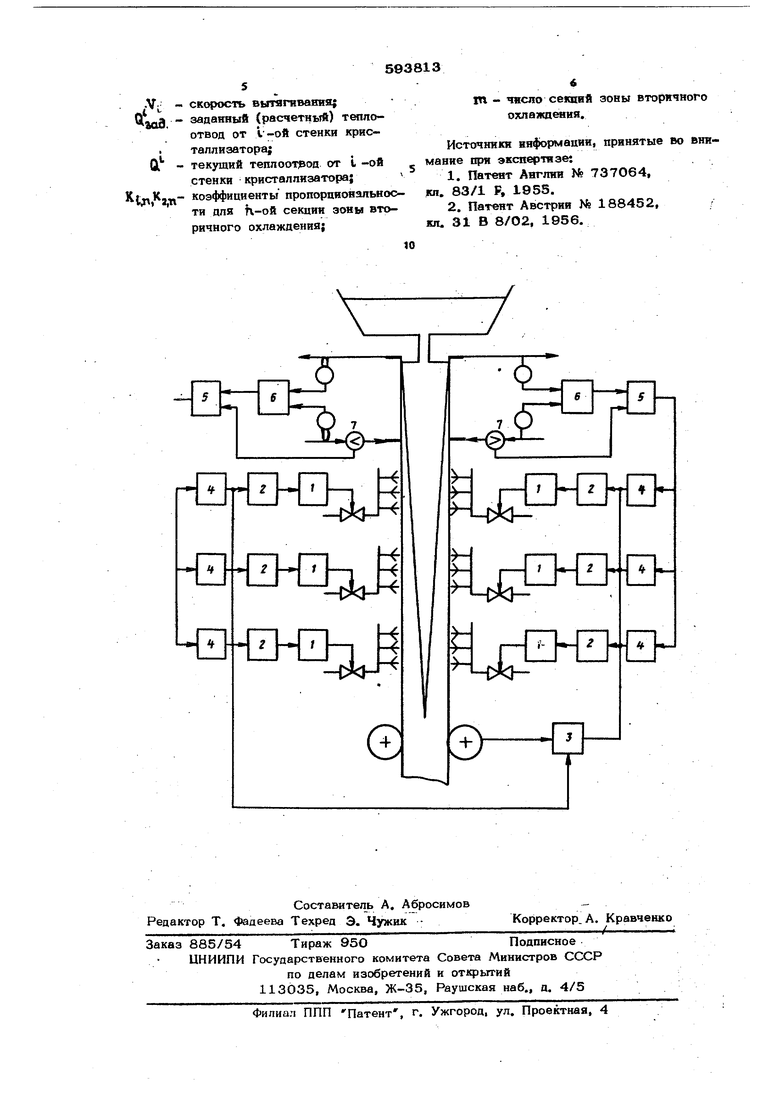
Выбранный закон компенсации отклонений :тепловых потоков принимается в виде ,.пСй;,э.-а), L 1,2.3,4; ,2.in; расход охлаждающей воды по I -ой грани в п. -ой секции зоны вторичного охлаждения; скорость вытягивания; Qj-a - заданный (расчетный) теплоот вод от t -ой стенки кристалли- затора; U - текущий теплоотвод от I -ой стенки кристаллизатора; 1,П,,Пкоэффициенты пропорциональнос ти для п. -ой секции зоны вто ричного охлаждения; - число секций вторичного охлаж дения. На чертеже приведена принципиальная Схема устройства, реализующего предлагаемый способ. Устройство рассматривается применитель но к УНРС с четырехсекционной зоной втор ного охлаждения (количество секций может быть любьгм). Рассматриваются две грани слитка, Упт-оойство содержит регуляторы 1 расхода врды . для каждой секции и грани слитк в зоне вторичного охлаждения, на вход которых подключены задатчики 2 заданных для каждой секции и грани расходов воды.
К входам задатчиков 2 подключен выход тахогенератора 3, имекяцего скорость вь)тягивания cлиткai а также выходы алгебраических сумматоров 4, которые формируют .сигнал отклонения от заданного значения теплового потока от соответствукидей стенки кристаллизатораi К входам алгебраических сумматоров 4 подключены выходы блоков 5 умножения, которые по сигналам от датчиков 6 перепада температур и расходомеров 7 формируют величину теплового потока от соответствующей стеики кристаллизатора.
Устройство работает следующим образом.
В стационарных режимах подача воды к отдельным секнинм и граням вторичного охлаждения .определяется скоростью разливки, т.е. сигналом от тахогенератора 3. При отклонении теплового потока от какой-либо стенки кристаллизатора от заданного значения сигнал с выхода алгебраического сумматора 4 проходит на задатчик 2 регулятора 1 расхода воды соответствующе грани и изменяет расход так, чтобы компенсировать возникшее отклонение тепловог потока от соответствующей стенки кристаллизатора. Формула изобретения Способ автоматического регулирования охлаждения слитка на установке непрерывной разливки металла, заключающийся в подаче охлаждающей воды к отдельньгм секциям и граням слитка в зоне вторичного охлаждения в зависимости от скорости разливки, отличающийся тем, что, с целью повышения выхода годного металла с установки, дополнительно измеряют температурный перепад и расход охлаждающей воды по каждой в отдельности стенке кристаллизатора и при отклонении произведений этих величин (тепловых потоков) для каждой грани от расчетных значений, одинаковых для симметричньк стенок, компенсируют эти отклонения изменением расходов охлаждающей воды в зоне вторичного охлаждения по соответствующим граням в соответствии с формулой ,,,() Ч 1,2,3,4; J ,2т; е Gj -расход охлаждающей воды по I -ой грани в п -ой секции вторичного охлаждения; V- - скорость вытягивания; - заданный (расчетный) теплоотвод от t-ой стенки кристаллизатора;таллизатора; О, - текущий теплоотрод от I -ой стенки кристаллизатора} Krj. коэффициенты пронораиональности для К-ой секции зоны вторичного охлаждения; Ш - число секций зоны вторнчного охлаждення. Источники информации, принятые во внимание при экспертизе: 1. Патент Англии № 737064, кп. 83/1 F, 1955. 2. Патент Австрии № 188452,/ кл. 31 В 8/02, 1956.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления машиной непрерывного литья металла | 1980 |
|
SU917899A1 |
| Способ автоматического управления вторичным охлаждением слитка на машине непрерывного литья металла | 1981 |
|
SU971566A2 |
| Способ автоматического управления режимом работы кристаллизатора машины непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1284653A1 |
| Устройство автоматического управления охлаждением слитка на установке непрерывной разливки металла | 1976 |
|
SU599916A1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА ИЗ СТАЛЕЙ И СПЛАВОВ С ПОНИЖЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2691481C1 |
| Способ автоматического управления процессом непрерывной разливки металлов и устройство для его осуществления | 1988 |
|
SU1650337A1 |
| Способ автоматического управления процессом непрерывной разливки металла и устройство для его осуществления | 1984 |
|
SU1284654A1 |
