(5) ЛИТЬЕВАЯ.ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ
,. 1
Изобретение относится к переработке пластмасс и может быть исполь- зовано для изготовления изделий с криволинейным отверстием.
. По основному авт.св. № 73058 s известна литьевая форма, содержащая подвижную и неподвижную полуформы, траверсу с закрепленными в ней знаками, оформляющими полость изделия, основную рычажную систему, рычаги О которой шарнирно закреплены однимконцом на полуформах, а другим концом шарнирно соединены между собой и со сталкивающей планкой, тягу, шарнирно закрепленную на траверсе, и расположенную симметрично основной рычажной системе относительно продольной оси формы дополнительную рычажную систему, рычаги которой одним концом шарнирно соединены между собой ° и с тягой, а другим концом соединены с шарнирами крепления основной рычажной системы с полуформами L1. ПОЛИМЕРНЫХ ИЗДЕЛИЙ
Однако в известной литьевой форме невозможно изготавливать изделия с криволинейным отверстием.
Цель изобретения - обеспечение съема изделий с криволинейных формующих знаков.
Цель достигается тем, что литьевая форма снабжена съемником, установленным на сталкивающей планке, стопорами дополнительной рычажной системы, закрепленными на полуформах, в которых выполнены пазы и в них установлены с возможностью перемещения подпружиненные общие шарниры основной и дополнительной рычажных систем.
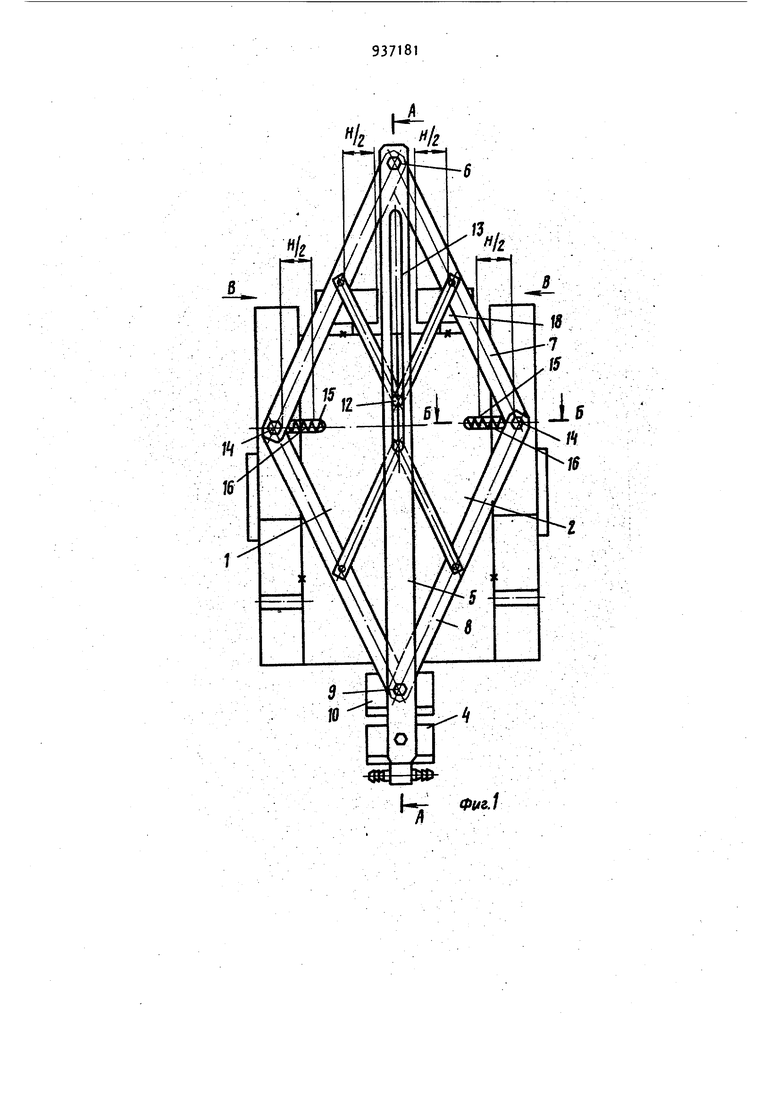
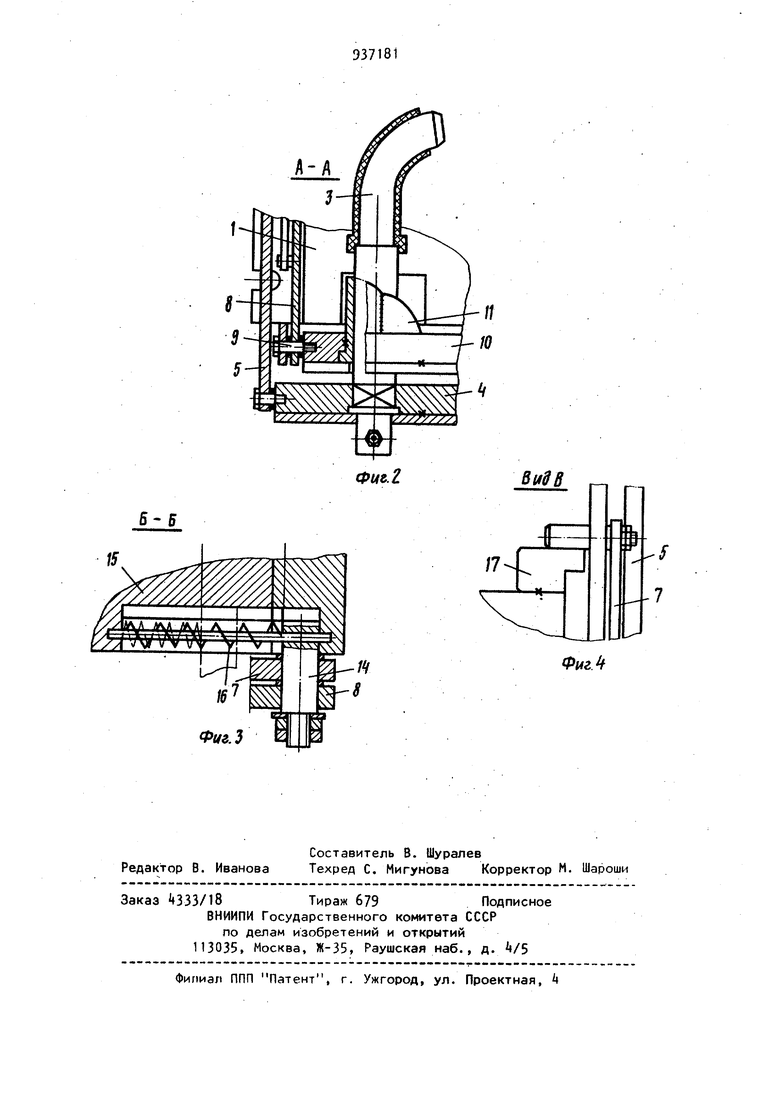
На фиг. 1 показана литьевая форма; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.Т; на фиг. - вид В на фиг,1.
Литьевая форма для изготовления полых полимерных изделий содержит подвижную 1 и неподвижную 2 полуформы , оформляющие полуматрицами внешнюю 39 поверхность изделия. Внутреннюю поверхность формует оформляющий знак 3 укрепленный на траверсе k, которая соединена тягой 5 и осью 6 с дополни тельной рычажной системой 7Основная рычажная система В соеди нена осью 9 со сталкивающей планкой 10, на которой установлен съемник 1 изделия, имеющий отверстие для прохо да формующего знака. Основной и дополнительный рычажные механизмы посредством осей 12 взаимодействуют с пазом 13 тяги 5, а их общие шарниры 1 установлены в пазах 15 с возможностью перемещения вдоль продольной оси формы на величину 0,5 Н и подпру жинены элементами 1б. Пазы 15 выполнены в полуформах, на которых закреп лены стопоры 17. Литьевая форма работает следующим образом. После впрыска расплава полимера и соответствующей технологической выдержки под давлением литьевую форму раскрывают. Полуформы 1 и 2 расходятся, освобождая наружную поверхность изделия, а стопор 17 взаимодействуя с дополнительной рычажной системой 7, удерживает обе рычажные системы 7 и 8 от срабатывания. При этом шарниры 1, сжимая пружины 16, перемещаются по пазам 15 вдоль продольной оси формы. После раскрытия полуформ 1 и 2 на величину Н, обеспечивающего полное освобождение наружной поверхности изделия, дополнительная рычажная система 7 выходит из зацепления со стопором 17 и с помощью подвижной полуформы 1 приводится в движение и через ось 6, тягу 5 и траверсу + . перемещает формующие знаки 3 вниз, при этом рычажная система 8 через ось 9 поднимает сталкивающую планку 10 вверх. Оси 12 передвигаются в пазу 13 и стабилизируют работу рычажных систем 7 и 8. Раскрытие литьевой формы продолжается до тех. пор, пока съемник 11 не переместит изделие в полох ение, при котором оно под собственным весом падает в бункер. После сталкивания изделия полуформы 1 и 2 закрываются. При этом в начале пружины 1б выставляют шарниры в крайнее положение, после чего полуформа 1 за счет рычажных систем 7 и 8 передвигает формующий знак 3 и сталкивающую планку 10 в обратном направлении до установки в первоначальное положение. Далее цикл повторяется. Применение предлагаемой формы позволит с высокой производительностью изготавливать изделия с криволинейными отверстиями. Формула изобретения Литьевая форма для и;уотовления полых полимерных изделий по авт.св. № 73058 4, отличающаяся тем, что, с целью обеспечения съема изделий с криволинейных формующих знаков, она снабжена съемником, установленным на ctaлкивaющeй планке, стопорами дополнительной рычажной системы, закрепленными на полу.формах, в которых выполнена пазы, и в них установлены с возможностью перемещения подпружиненные общие шарниры основной и дополнительной рычажных систем. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 73058, кл. В 29 С 5/00, 1978 (прототип).
.
в
и Фиг. 2 BuSB Фиг А
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полых полимерных изделий | 1978 |
|
SU730584A1 |
| Литьевая форма | 1988 |
|
SU1512791A1 |
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1983 |
|
SU1154097A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU973380A1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
| Литьевая форма | 1980 |
|
SU889448A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU958111A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1383650A1 |