(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННЕЙ РЕЗЬБОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Оболочка из композиционного материала и способ изготовления оболочки из композиционного материала | 2017 |
|
RU2637596C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ПОЛОЙ ОБОЛОЧКИ | 2020 |
|
RU2740963C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369479C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2001 |
|
RU2209731C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ПЕРЕМЕННОГО СЕЧЕНИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2415329C2 |
| Устройство для изготовления изделий переменного профиля | 1989 |
|
SU1713826A1 |
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НАМОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2287430C1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
1
изобретение относится к переработке композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при производстве труб и их соединений.
Известен способ изготовления труб, включакнций послойную намотку композиционного материала на вращающуюся оправку, последовательно соединяя пары втулок с канавками, установленных на торцах оправки 1.
Недостатком известного способа является недостаточная прочность места соединения трубы и резьбового участка.
Наиболее близким к предлагаемому является способ изготовления труб с внутренней резьбой, включающий укладку продольных жгутов на оправку с последующим огибанием ими поперечных жгутов, наматываемых в резьбовые канавки 2.
Однако и по этому способу прочность места соединения трубы и резьбового участка будет недостаточна.
Цель изобретения - увеличение прочности зоны стыка трубы с резьбовым участком.
Эта цель достигается тем, что согласно способу изготовления труб, включающему укладку продольных жгутов на оправку с последующим огибанием ими поперечных жгутов, наматываемых в резьбовые канавки, 5 поперечные жгутыв зоне соединения разделяют на две части, укладываемые с дополнительной обмоткой их на оправку ц расстоянии, перекрывающем зону стыка.
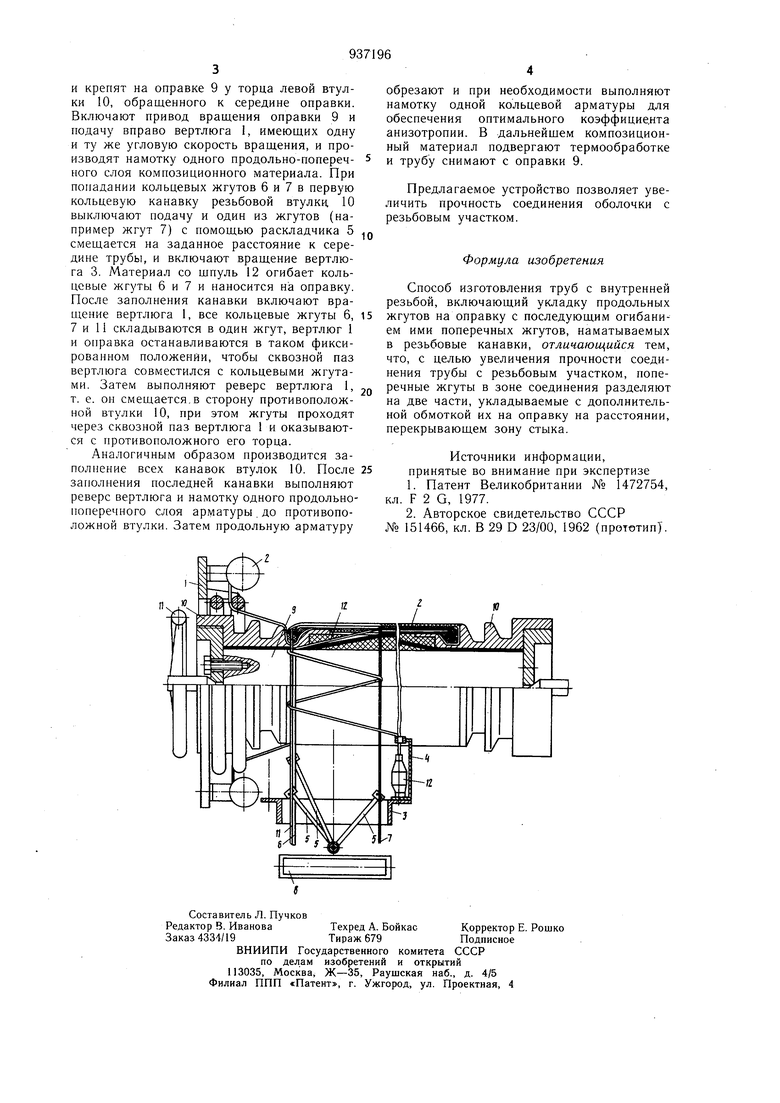
На чертеже, представлено устройство, ,Q реализующее способ.
Устройство включает вертлюг 1, касоеты 2 с лентой продольного армирования, вертлюг 3 с дополнительным материалом, натяжитель 4, раскладчик 5, жгуты 6 и 7 поперечного армирования, пропиточную 15 ванну 8, оправку 9, резьбовые втулки 10, заправочное технологическое кольцо П.
Изготовление трубы производится следующим образом.
Продольную арматуру крепят на технологическом кольце 11 у одного из торцов оправки 9. Вертлюг 1 продвигают к середине оправки 9. Жгуты 6 и 7, проходящие через пропиточную ванну 8, складывают в один жгут (или ленту) с помощью раскладчиков 5
