(54) МАШИНА ДЛЯ ИЗМЕЛЬЧЕНИЯ ПОКРЫШЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для измельчения покрышек | 1974 |
|
SU568240A1 |
| Машина для измельчения покрышек | 1981 |
|
SU1006269A1 |
| Машина для измельчения покрышек | 1985 |
|
SU1286280A1 |
| Машина для измельчения покрышек | 1985 |
|
SU1391908A1 |
| Машина для измельчения покрышек | 1983 |
|
SU1177161A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2283762C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2003 |
|
RU2233740C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Установка для измельчения изношенных покрышек | 1980 |
|
SU937225A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ АВТОПОКРЫШЕК | 2008 |
|
RU2396166C2 |
1
Изобретение относится к переработке использованной резины и может быть применено в регенеративном производстве для измельчения преимущественно крупногабаритных покрышек.
По основному авт. св. № 568240 известна машина для измельчения покрышек, которая содержит смонтированные на станине роторное режущее устройство, снабженное ножом для распускания покрышки на полосы, прижимные валки для сжатия покрышки в зоне резания и механизм подачи покрыщки к прижимным валкам в виде подвижной по направляющим каретки, снабженной центрирующими роликами, смонтированными с возможностью вертикального и горизонтального перемещения 1 .
Однако в известной машине нож выполнен в виде неподвижно закрепленной на станине прямоугольной пластины, поэтому он быстро затупляетсяИ часто выходит из строя; заточка ножа и замена его новым требует большой затраты времени, что приводит к снижению производительности машины.
Цель изобретения - повышение производительности машины.
Поставленная цель достигается тем, что нож для распускания покрышки на полосы выполнен в виде приводных дисков, смонтироранных с перекрытием режущих кромок на кинематически связанных с прижимными валками параллельных валах и имеющих в зоне перекрытия линейную скорость, превышающую линейную скорость рабочей поверхности пр-ижимных валков на 1-5%.
Предлагаемое конструктивное выполнение ножей позволяет повысить производительность, за счет уменьшения простоев мащины для замены и переточки ножа.
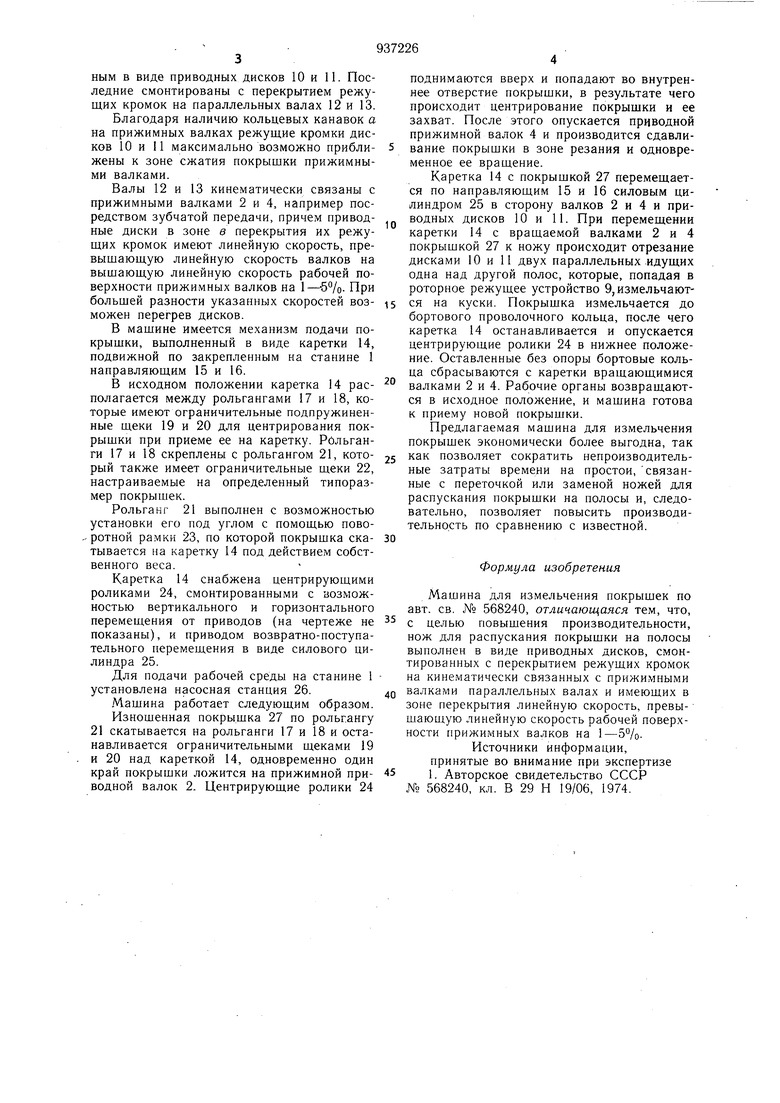
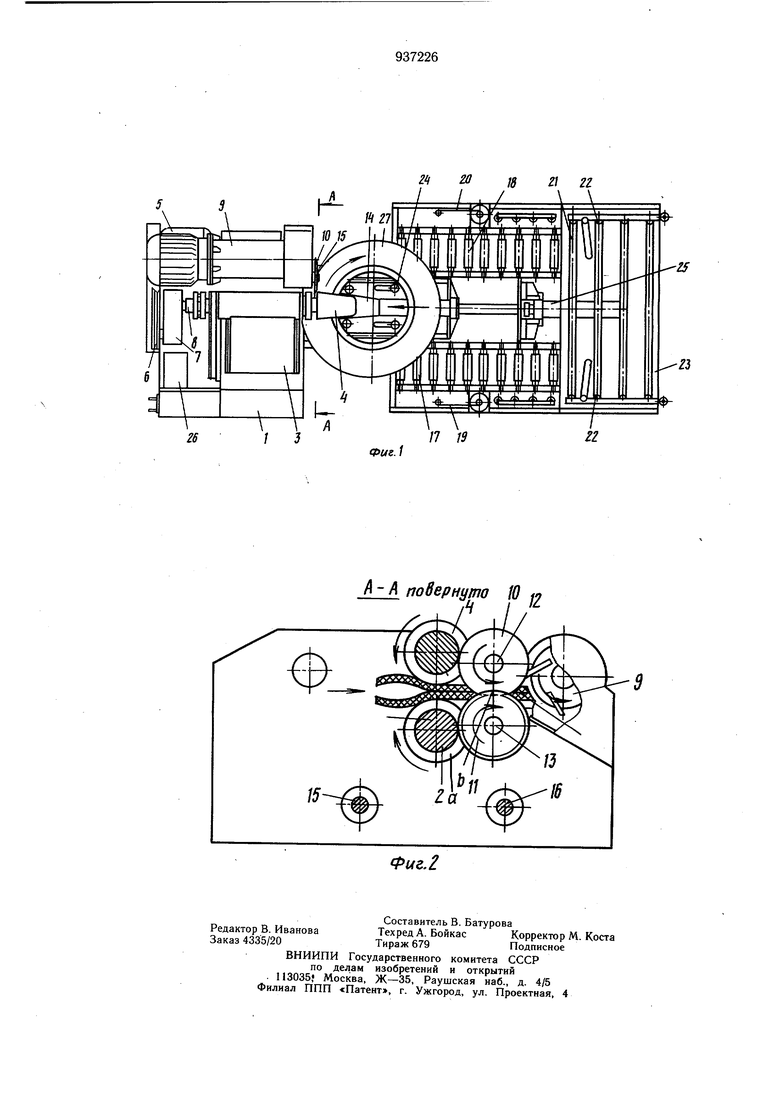
На фиг. 1 изображена предлагаемая машина, вид в плане; на фиг. 2 - разрез А-А на фиг. 1.
Машина содержит смонтированные на станине 1 прижимной опорный валок 2, коромысло 3 с прижимным валком 4 и электродвигатель 5 для вращения прижимных валков. Привод последних от электродвигателя осуществляется через клиноременную передачу 6, редуктор 7 и муфту 8. Прижимные валки имеют кольцевые проточки а.
На станине 1 также установлено роторное режущее устройство 9 с ножом для распускания покрышки на полосы, выполненным в виде приводных дисков 10 и 11. Последние смонтированы с перекрытием режущих кромок на параллельных валах 12 и 13.
Благодаря наличию кольцевых канавок а на прижимных валках режущие кромки дисков 10 и 11 максимально возможно прибли- 5 жены к зоне сжатия покрышки прижимными валками.
Валы 12 и 13 кинематически связаны с прижимными валками 2 и 4, например посредством зубчатой передачи, причем приводные диски в зоне в перекрытия их режущих кромок имеют линейную скорость, превышающую линейную скорость валков на вышающую линейную скорость рабочей поверхности прижимных валков на 1--5%. При большей разности указанных скоростей воз- 15 можен перегрев дисков.
В машине имеется механизм подачи покрышки, выполненный в виде каретки 14, подвижной по закрепленным на станине 1 направляющим 15 и 16.
В исходном положении каретка 14 рас- ° полагается между рольгангами 17 и 18, которые имеют ограничительные подпружиненные щеки 19 и 20 для центрирования покрышки при приеме ее на каретку. РОльганги 17 и 18 скреплены с рольгангом 21, кото- 25 рый также имеет ограничительные щеки 22, настраиваемые на определенный типоразмер покрышек.
Рольганг 21 выполнен с возможностью установки его под углом с помощью пово- ротной рамки 23, по которой покрышка ска- 30 тывается на каретку 14 под действием собственного веса.
Каретка 14 снабжена центрирующими роликами 24, смонтированными с возможностью вертикального и горизонтального перемещения от приводов (на чертеже не 5 показаны), и приводом возвратно-поступательного перемещения в виде силового цилиндра 25.
Для подачи рабочей среды на станине 1 установлена насосная станция 26.40
Машина работает следующим образом.
Изношенная покрышка 27 по рольгангу 21 скатывается на рольганги 17 и 18 и останавливается ограничительными пхеками 19 и 20 над кареткой 14, одновременно один край покрышки ложится на прижимной при- 45 водной валок 2. Центрирующие ролики 24
поднимаются вверх и попадают во внутреннее отверстие покрышки, в результате чего происходит центрирование покрышки и ее захват. После этого опускается приводной прижимной валок 4 и производится сдавливание покрышки в зоне резания и одновременное ее вращение.
Каретка 14 с покрышкой 27 перемещается по направляющим 15 и 16 силовым цилиндром 25 в сторону валков 2 и 4 и приводных дисков 10 и 11. При перемещении каретки 14 с вращаемой валками 2 и 4 покрышкой 27 к ножу происходит отрезание дисками 10 и 11 двух параллельных идущих одна над другой полос, которые, попадая в роторное режущее устройство 9, измельчаются на куски. Покрышка измельчается до бортового проволочного кольца, после чего каретка 14 останавливается и опускается центрирующие ролики 24 в нижнее положение. Оставленные без опоры бортовые кольца сбрасываются с каретки вращающимися валками 2 и 4. Рабочие органы возвращаются в исходное положение, и машина готова к приему новой покрышки.
Предлагаемая машина для измельчения покрышек экономически более выгодна, так как позволяет сократить непроизводительные затраты времени на простои, связанные с переточкой или заменой ножей для распускания покрышки на полосы и, следовательно, позволяет повысить производительность по сравнению с известной.
Формула изобретения
Машина для измельчения покрышек по авт. св. № 568240, отличающаяся тем, что, с целью повышения производительности, нож для распускания покрышки на полосы выполнен в виде приводных дисков, смонтированных с перекрытием режущих кромок на кинематически связанных с прижимными валками параллельных валах и имеющих в зоне перекрытия линейную скорость, превышающую линейную скорость рабочей поверхности прижимных валков на 1-5%.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 568240, кл. В 29 Н 19/06, 1974. 21 га j8
A-A nodepHuffio Ю « ,// / 1 zi гг L
