Известны устройства с шарнирными обоймами для транспортировакия изделий с поворотом их в гфостранстве, которые автоматически загружаются при подъеме и разгружаются при движении вниз.
Предлагаемое устройство отличается от известных тем, что, с целью поворота изделия в пространстве и надлежащего расположения его над транспортирующим механизмом при разгрузке, обойма имеет ролик, взаимодействующий с копиром, а сама обойма снабжена ячейками для изделий, причем достигается строго определенное положение изделий в пространстве и удерживание их на определенном расстоянии одно от другого.
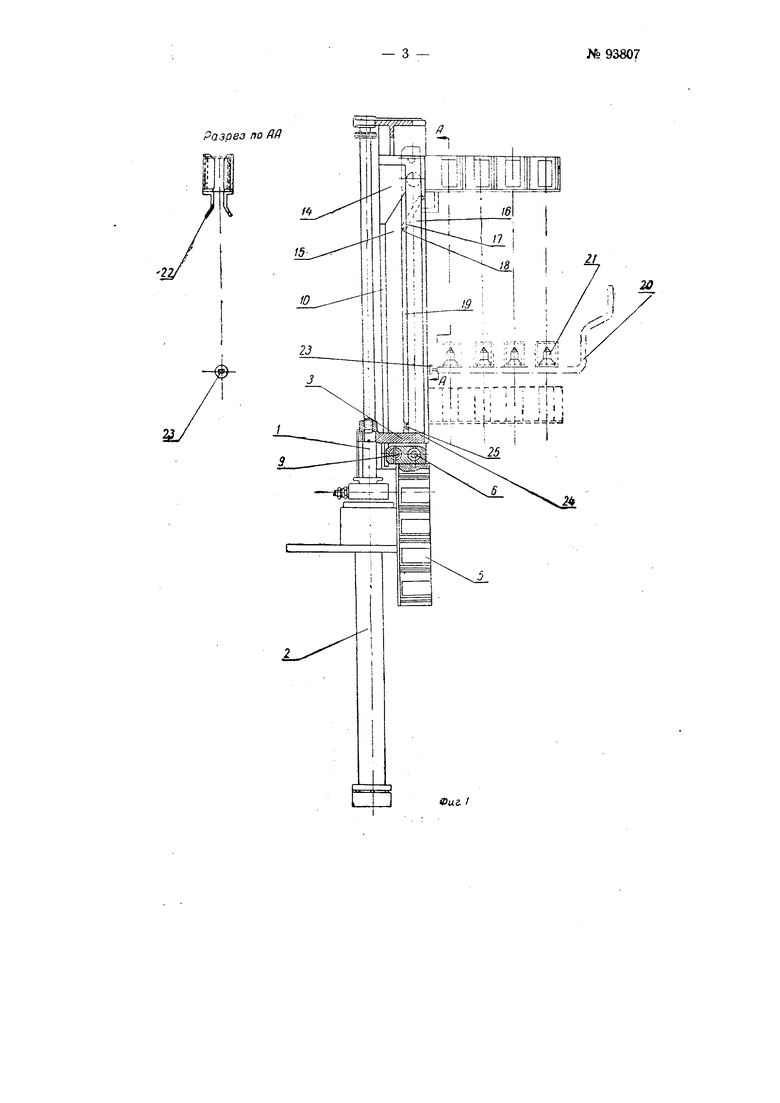
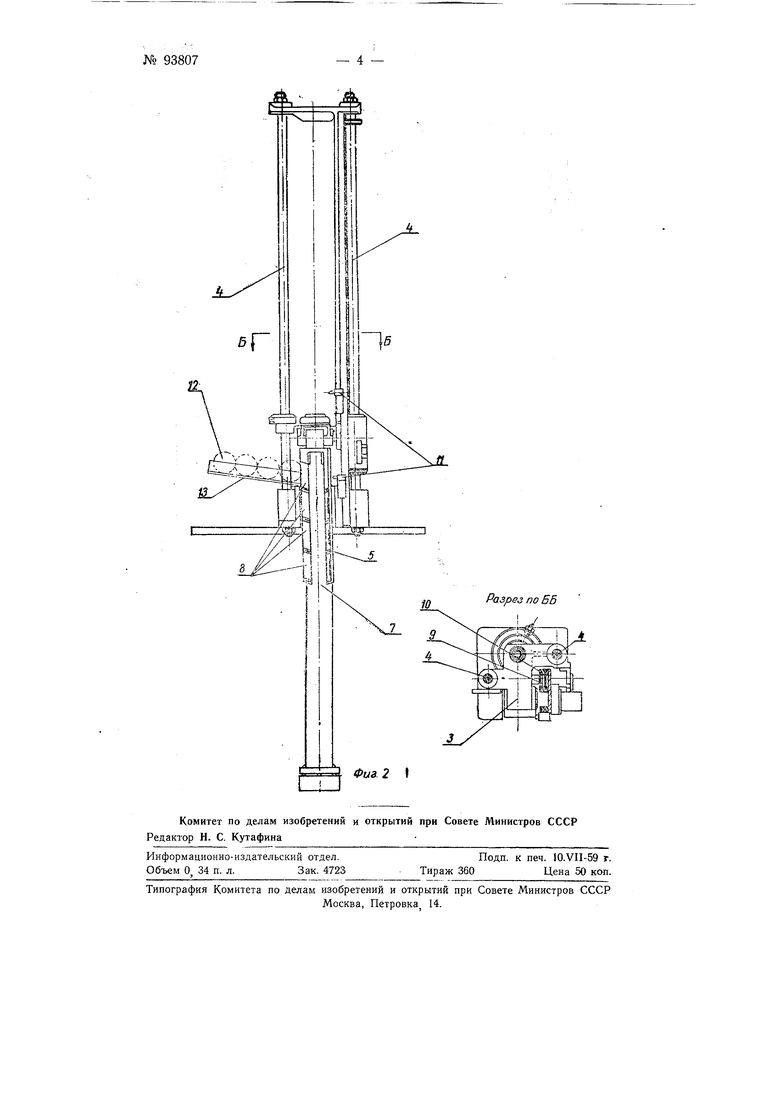
На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - то же, вид сбоку.
На конце штока 1 гидравлического домкрата 2 насажен ползун 3, перемещающийся по двум круглым направляющим скалкам 4. С ползуном щарнирно связана обойма 5 при помощи оси 6, вокруг которой обойма может поворачиваться. Обойма 5 с продольным пазом 7 имеет ячейки 8 для изделий.
Вначале незагруженная обойма 5 занимает вертикальное положение, в котором она удерживается роликом 9, катящимся по копиру 10, и пальцами //, скользящими по пазу обоймы 5. При движении обоймы вверх изделия (поршни) 12, лежащие на наклонном лотке 13, под действием собственного веса скатываются последовательно в четыре ячейки 8 обоймы. В конце движения вверх обойма своим роликом 9 наталкивается на копир 14 и поворачивается вокруг своей щарнирной оси 6 до тех пор, пока ролик 9 не будет выведен из паза 15 и не перейдет в паз 16. Переход ролика из одного паза в другой осуществляется с помощью защелки 17, которая поворачивается вокруг оси 18 только вправо. Таким образом, ролик 9, двигаясь по копиру 14, отводит защелку и про№ 93807- 2 -
ходит в паз 16. После прохода ралика защелка возвращается на свое место пружиной.
В этом положение обойма расположена горизонтально, а оси изделий (поршней), находящихся в ячейках обоймы, имеют вертикальное направление. Достигнув верхнего положения, обойма начинает опускаться. Ролик 9, двигаясь вниз по пазу 16, прижимается сначала к защелке 17, а затем к копиру 19 и удерживает обойму 5 в горизонтальном положении.
В плоскости перемещения обоймы находится рычаг 20, на верхней стороне которого укреплены четыре стойки 21. Во время движения обоймы вниз этот рычаг остается неподвижным. Рычаг 20 при движении обоймы вниз проходит через ее продольный паз 7 и изделия (порщни), опускающиеся как раз против рычага, остаются висеть на его стойках. Для компенсации неточности расположения рычага 20 у паза 7 обоймы 5 с нижней стороны предусмотрен раструб 22, а у торца рычагов - ролики 23.
При опускании обоймы раструб 22 улавливает ролик 23 и таким образом заводит рычаг 20 в паз 7 обоймы.
При дальмейщем опускании обоймы ролик 9 переходит обратно в паз 15 при помощи защелки 24, аналогичной защелке 17, по поворачивающейся вокруг оси 25 только влево; обойма при этом поворачивается вокруг оси 6 и возвращается з свое исходное вертикальное положение.
Предмет изобретения
1.Устройство для транспортирования изделий с поворотом их в пространстве, отличающееся тем, что, с целью поворота транспортируемого изделия в пространстве, обойма имеет ролик, взаимодействующий с копиром, установленным на направляющей.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью расстановки группы изделий после транспортировки на нужном расстоянии, обойма выполнена в виде отдельных ячеек, расстояние между центрами которых соответствует нужному расстоянию между изделиями после установки их на разгрузочный упор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для контроля заданного расположения цилиндрических изделий, в частности поршней, при их транспортировании | 1950 |
|
SU93465A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Машина для упаковки цилиндрических деталей | 1950 |
|
SU93591A1 |
| Автоматическое делительное устройство | 1950 |
|
SU93711A1 |
| Устройство для автоматического выключения привода сверлильного шпинделя при увеличении усилия подачи | 1950 |
|
SU93313A1 |
| Устройство для индексации шпинделей станков | 1950 |
|
SU93338A1 |
| Горизонтальный автоматический хонинговальный станок | 1950 |
|
SU94962A1 |
| Механизм для усваивания хода | 1950 |
|
SU93312A1 |
| Автоматическое устройство для загрузки конвейера | 1950 |
|
SU95193A1 |
| Автоматическое устройство для изменения направления транспортирования цилиндрических изделий, в частности поршней | 1950 |
|
SU95125A1 |