13
Изобретение относится к автоматике и может быть использовано в хлебо- пе карной промышленности для автоматической укладки и учета хлебобулочных изделий.
Цель изобретения - расширение функциональных возможностей устройства за счет автоматического учета готовой продукции, исключения возможной фаль сификации счета укладываемой продукции.
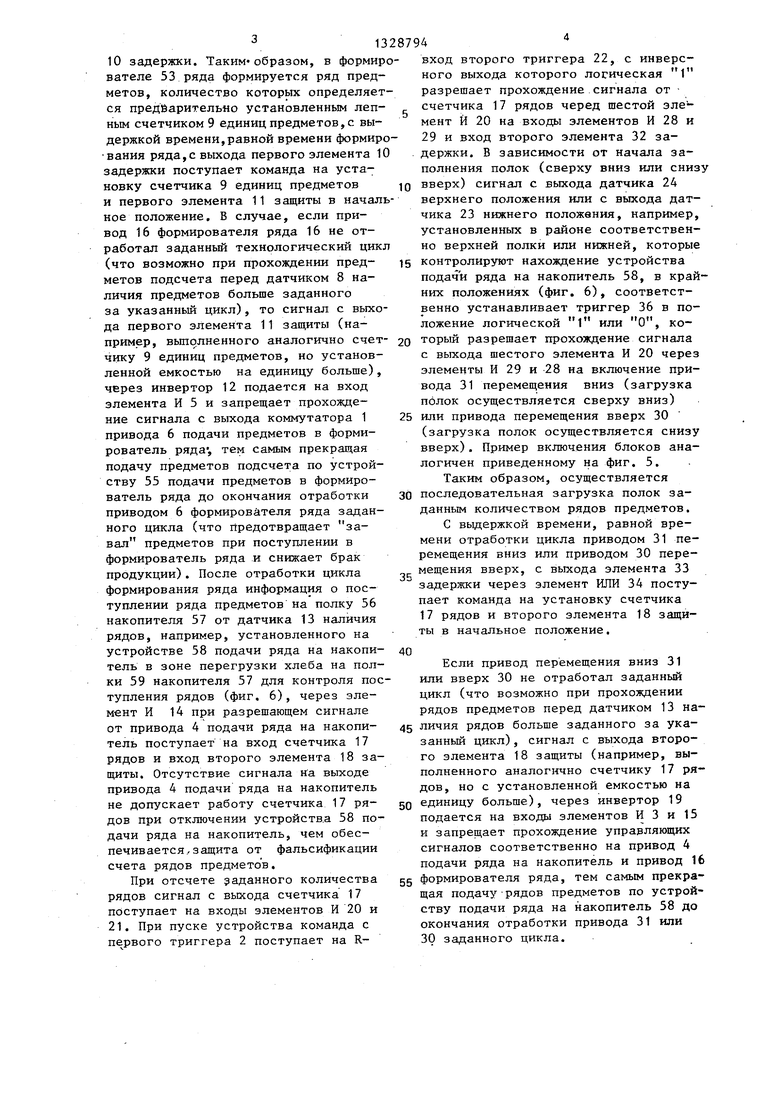
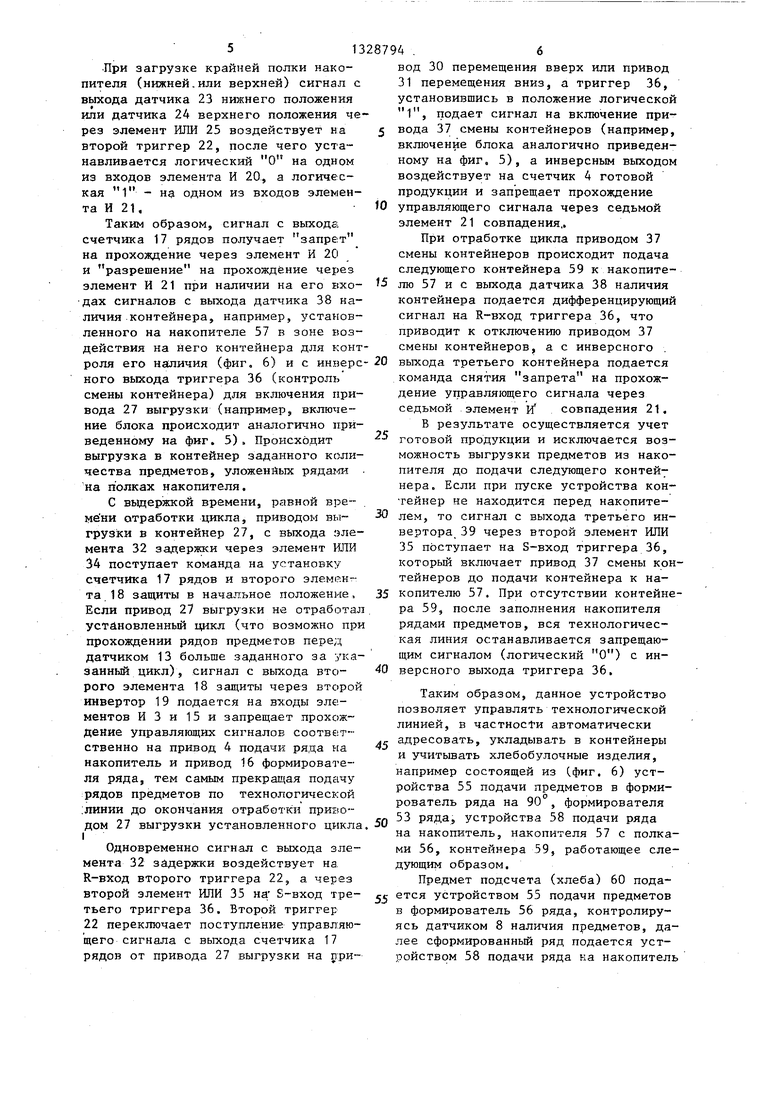
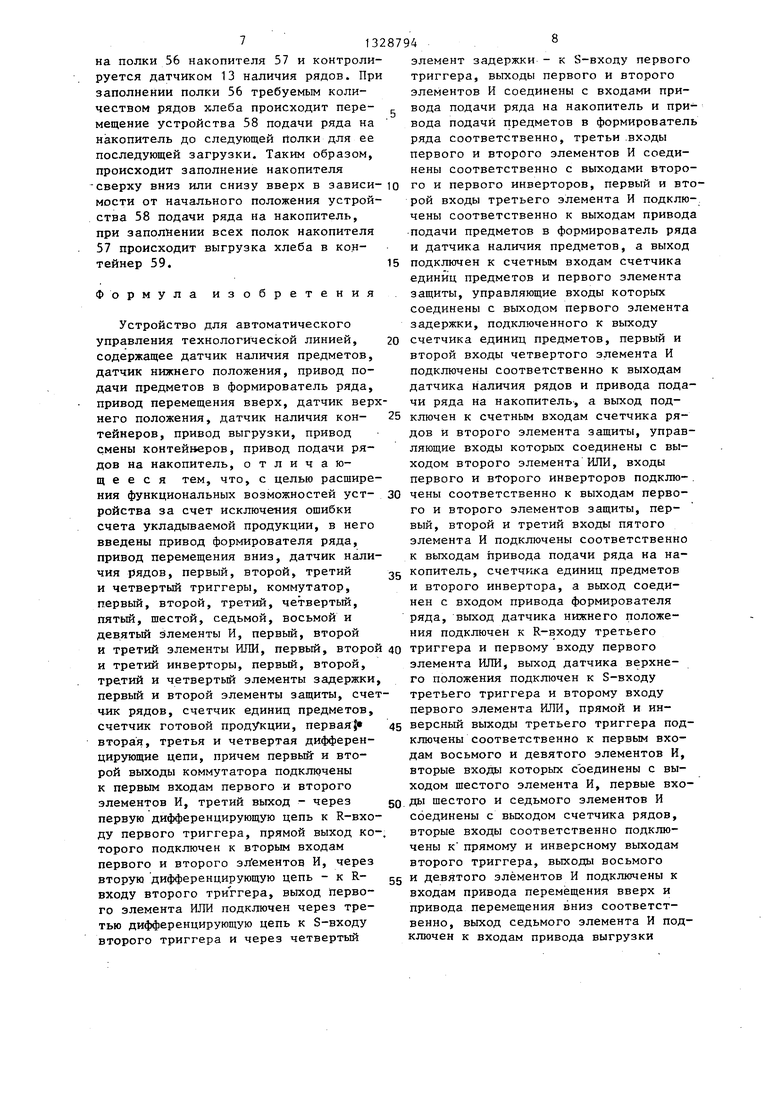
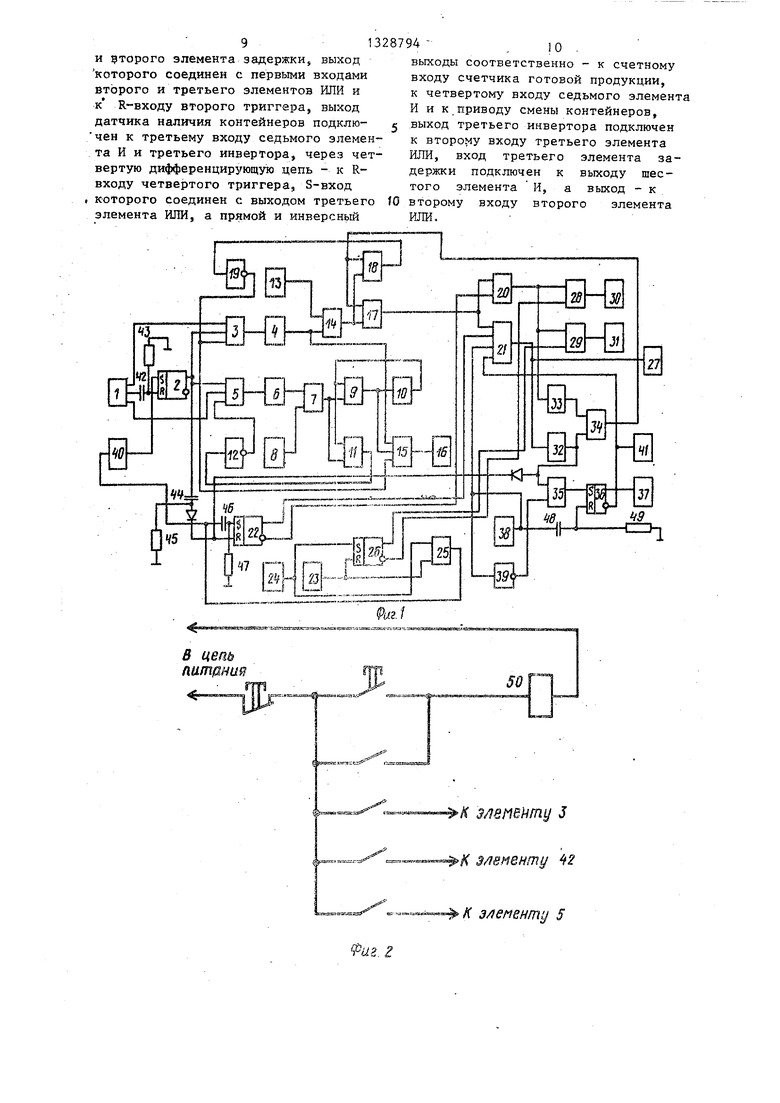
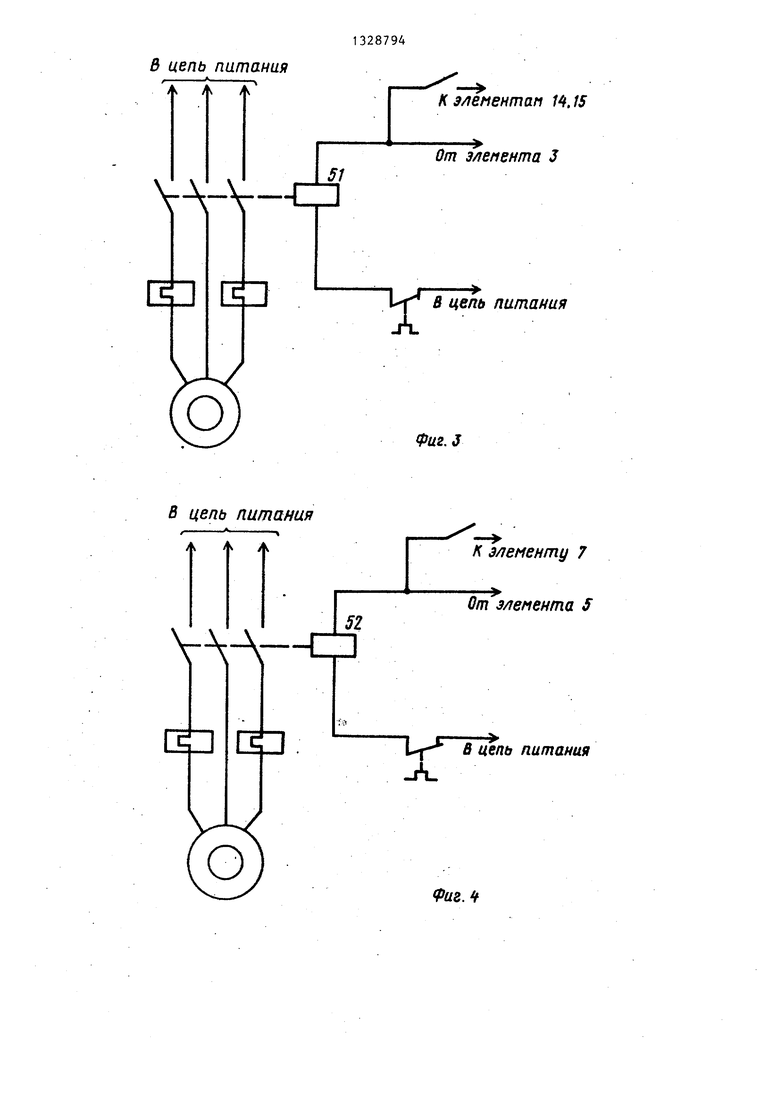
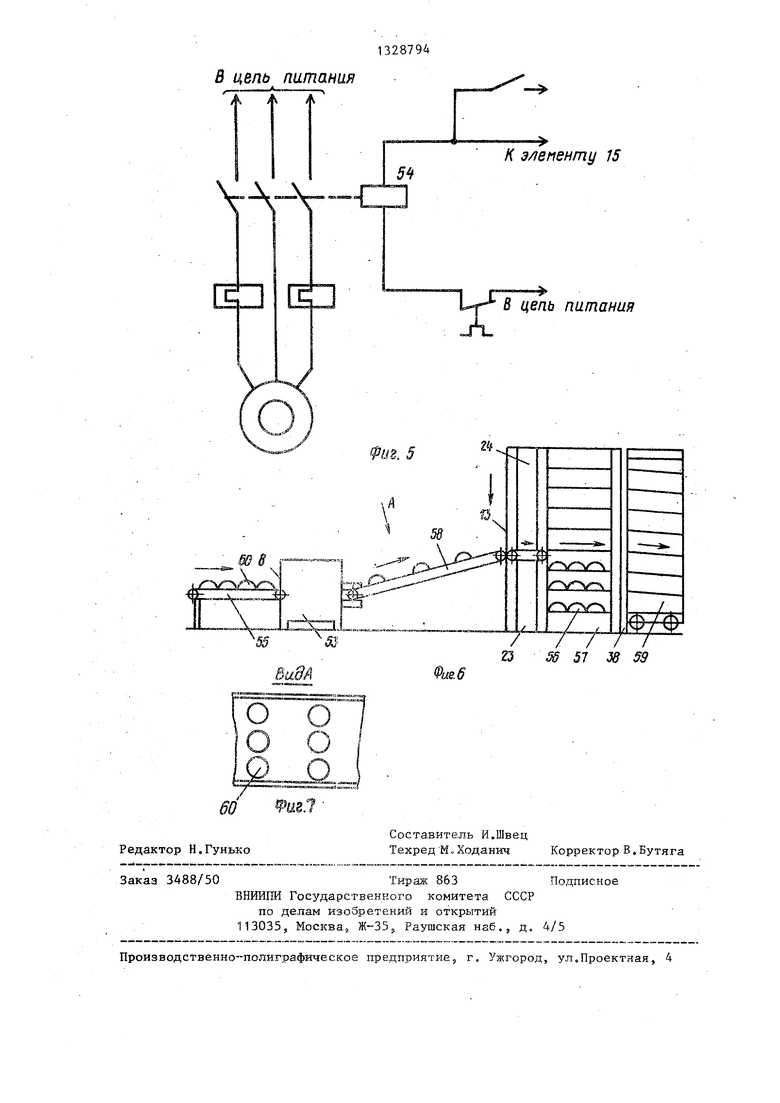
На фиг. 1 изображена схема устройства для автоматического управления технологической линией-, на фиг. 2 - схема коммутатора, пример выполнения; на фиг. 3 - привод подачи ряда на накопитель, пример выполнения на фиг. 4 - привод подачи предметов в формирователь ряда пример выполнения j на фиг. 5 - привод формирователя ряда, пример выполнения; на фиг. 6 - схема расположения датчика на условной технологической линии укладки предметов в контейнеры; на фиг. 7 - вид А на фиг.. 6.
Устройство для автоматического управления технологической лини содержит коммутатор 1, первый триггер 2, первый элемент И 3, привод 4 подачи ряда на накопитель, второй элемент И 5, привод 6 подачи предметов в формирователь ряда, третий элемент И 7, датчик 8 наличия предметов, счетчик
9единиц предметов, первый элемент
10задержки, первый элемент 11 защи
ТЫ, первый инвертор 12, датчик 13 наличия рядов, четвертый И 14, пятый 15 элементы И, блок 16 привода формирователя ряда, счетчик 17 рядов, второй элемент 18 защиты, второй инвертор 19, шестой элемент И 20, седьмой элемент И 21, второй триггер 22, датчики нижнего положения 23 и верхнего положения 24, первьй элемент ИЛИ 25, третий триггер 26, привод 27 выгрузки, восьмой элемент И 28, дезя- тый элемент И 29, привод 30 перемещения вверх, привод 31 перемещения вниз, второй 32 и третий 33 элементы задержки, второй элемент ШШ 34, третий элемент ШШ 35, четвертый триггер 36, привод 37 смены контейнеров, датчик 38 наличия контейнеров, третий; инвертор 39, четвертый элемент 40 задержки, счетчик 41 готовой продукции, дифференцирующие первая 42-43, втсфая 44-45, третья 46-47, четвертая 48 - 49 цепи.
5
0
5
0
0
5
0
Устройство ДЛЯ автоматического управления технологической линией работает следующим образом.
При. пуске сигналы с выхода комму- татора 1, например, при срабатывании реле 50,(фиг. 2) поступают на входы элементов И 3 и 5 и R-вход первого триггера 2. Одновременно сигнал с выхода элемента ИЛИ 25 о положении (нижнем или верхнем) начала заполнения полок накопителя поступает на S-вход второго триггера 22, приводя его в исходное состояние, и на S-вход первого триггера 2 через элемент 40 задержки, обусловленный установкой этого триггера в исходное состояние дифференцируюЕ1им сигналом от коммутатора 1. После чего единичный сигнал с выхода первого триггера 2 поступает на R-вход второго триггера 22, который производит деление подготовительных импульсов на два, и а входы элементов И 3 и 5, разрешая прохождение сигнала от коммутатора 1 на включение привода 4 подачи ряда предметов на накопитель, например на включение пускателя 51 (фиг.З), и привода 6 подачи предметов в формирователь ряда, на включение переключателя 52.
Сигнал с выхода привода 4 (фиг.З) поступает на входы элементов И 14 и 15, подготавливая прохождение через 5 них сигналов управления. Информация о прохождении предметов подсчета (например, хлеба), от датчика 8 наличия предметов, например, установленного на входе формирователя 53 ряда для контроля поступления в .него хлеба (фиг. 6) через элемент И 7 при разрешающем сигнале от блока привода 6 подачи предметов в формирователь ряда, поступает на вход счетчика 9 единиц предметов и вход первого элемента 11 защиты, отсутствие сигнала на выходе привода 6 подачи предметов в формирователь ряда не допускает работу счетчика 9 единиц предметов при отключении устройства подачи предметов в формирователь ряда, чем обеспечивается защита от фальсификации счета предметов. При отсчете заданного количества предметов сигнал с выхода счетчика 9 единиц предметов через элемент И 15 выдает команду в привод 16 формирователя ряда, например, на включение пускателя 54 (фиг. 5) и одновременно на вход первого элемента
55
10 задержки. Таким-образом, в формирователе 53 ряда формируется ряд предметов, количество которых определяется предйарительно установленным лепным счетчиком 9 единиц предметов, с выдержкой времени,равной времени формиро вания ряда,с выхода первого элемента 10 задержки поступает команда на установку счетчика 9 единиц предметов и первого элемента 11 защиты в начальное положение, В случае, если привод 16 формирователя ряда 16 не отработал заданный технологический цикл (что возможно при прохождении предметов подсчета перед датчиком 8 наличия предметов больше заданного за указанный цикл), то сигнал с выхода первого элемента 11 защиты (например, вьтолненного аналогично счетчику 9 единиц предметов, но установленной емкостью на единицу больше), через инвертор 12 подается на вход элемента И 5 и запрещает прохождение сигнала с выхода коммутатора 1 привода 6 подачи предметов в формирователь ряда, тем самым прекращая подачу предметов подсчета по устройству 55 подачи предметов в формирователь ряда до окончания отработки приводом 6 формирователя ряда задан
ного цикла (что предотвращает завал предметов при поступлении в формирователь ряда и снижает брак продукции). После отработки цикла формирования ряда информация о поступлении ряда предметов на полку 56 накопителя 57 от датчика 13 наличия рядов, например, установленного на устройстве 58 подачи ряда на накопитель в зоне перегрузки хлеба на полки 59 накопителя 57 для контроля поступления рядов (фиг. 6), через элемент И 14 при разрешающем сигнале от привода 4 подачи ряда на накопитель поступает на вход счетчика 17 рядов и вход второго элемента 18 защиты. Отсутствие сигнала на выходе привода 4 подачи ряда на накопитель не допускает работу счетчика 17 рядов при отключении устройства 58 подачи ряда на накопитель, чем обеспечивается/защита от фальсификации счета рядов предметов.
При отсчете заданного количества рядов сигнал с выхода счетчика 17 поступает на входы элементов И 20 и 21. При пуске устройства команда с первого триггера 2 поступает на R5
Q
0
вход второго триггера 22, с инверсного выхода которого логическая 1 разрешает прохождение сигнала от счетчика 17 рядов черед шестой элемент И 20 на входы элементов И 28 и 29 и вход второго элемента 32 задержки. В зависимости от начала заполнения полок (сверху вниз или снизу вверх) сигнал с выхода датчика 24 верхнего положения или с выхода датчика 23 нижнего положения, например, установленных в районе соответственно верхней полки или нижней, которые контролируют нахождение устройства подачи ряда на накопитель 58, в крайних положениях (фиг. 6), соответственно устанавливает триггер 36 в положение логической 1 или О, который разрешает прохождение сигнала с выхода шестого элемента И 20 через элементы И 29 и 28 на включение привода 31 перемещения вниз (загрузка полок осуществляется сверху вниз) 5 или привода перемещения вверх 30 (загрузка полок осуществляется снизу вверх). Пример включения блоков аналогичен приведенному на фиг. 5.
Таким образом, осуществляется 0 последовательная загрузка полок заданным количеством рядов предметов. С вьщержкой времени, равной времени отработки цикла приводом 31 перемещения вниз или приводом 30 перемещения вверх, с выхода элемента 33 задержки через элемент PfflH 34 поступает команда на установку счетчика 17 рядов и второго элемента 18 защиты в начальное положение.
0
Если привод перемещения вниз 31
или вверх 30 не отработал заданный цикл (что возможно при прохождении рядов предметов перед датчиком 13 на5 личия рядов больше заданного за указанный цикл), сигнал с выхода второго элемента 18 защиты (например, выполненного аналогично счетчику 17 рядов, но с установленной емкостью на
0 единицу больше), через инвертор 19 подается на входы элементов И 3 и 15 и запрещает прохождение управляющих сигналов соответственно на привод 4 подачи ряда на накопитель и привод 16
5 формирователя ряда, тем самым прекращая подачу рядов предметов по устройству подачи ряда на накопитель 58 до окончания отработки привода 31 или 30 заданного цикла.
При загрузке крайней полки накопителя (нижней.или верхней) сигнал с выхода датчика 23 низкнего положения или датчика 24 верхнего положения через элемент ИЛИ 25 воздействует на второй триггер 22, после чего устанавливается логический О на одном из входов элемента И 20, а логическая 1 - на одном из входов элемента И 21,
Таким образом, сигнал с выхода счетчика 17 рядов получает запрет на прохождение через элемент И 20 и разрешение на прохождение через элемент И 21 при наличии на его вхо- дах сигналов с выхода датчика 38 наличия контейнера, например, установленного на накопителе 57 в зоне воздействия на него контейнера для контвод 30 перемещения вверх или привод 31 перемещения вниз, а триггер 36, установившись в положение логической 1, подает сигнал на включение при5 вода 37 смены контейнеров (например, включение блока аналогично приведенному на фиг. 5), а инверсным выходом воздействует на счетчик 4 готовой продукции и запрещает прохождение
fO управляющего сигнала через седьмой элемент 21 совпадения,.
При отработке цикла приводом 37 смены контейнеров происходит подача следующего контейнера 59 к накопите 5 лю 57 и с вьпсода датчика 38 наличия контейнера подается дифференцирующий сигнал на R-вход триггера 36, что приводит к отключению приводом 37 смены контейнеров, а с инверсного
роля его нашичия (фиг. 6) и с инверс- 20 выхода третьего контейнера подается
ного выхода триггера 36 (контроль смены контейнера) для включения привода 27 выгрузки (например, включение блока происходит аналогично приведенному на фиг. 5). Происходит выгрузка в контейнер заданного количества предметов, уложенйых рядагда на полках накопителя.
С выдержкой времени, равной вре- ме ни отработки цикла, приводом выгрузки в контейнер 27, с выхода элемента 32 задержки через элемент ИЛИ 34 поступает команда на установку счетчика 17 рядов и второго элемента 18 защиты в начальное положение, Если привод 27 выгрузки не отработал установленный цикл (что возможно при прохождении рядов предметов перед датчиком 13 больше заданного за указанный цикл) , сигнал с выхода второго элемента 18 защиты через второй инвертор 19 подается на входы элементов И 3 и 15 и запрещает прохождение управляющих сигналов соотв€ Т- ственно на привод 4 подачи ряда на накопитель и привод 16 формирователя ряда, тем самым прекраЕ(ая подачу рядов предметов по технологической :линии до окончания отработки приводом 27 выгрузки установленного цикла, I
Одновременно сигнал с выхода элемента 32 задержки воздействует на R-вход второго триггера 22, а через
25
30
команда снятия запрета на прохождение управляющего сигнала через седьмой элемент И совпадения 21. В результате осуществляется учет готовой продукции и исключается возможность выгрузки предметов из накопителя до подачи следующего контейнера. Если при пуске устройства контейнер не находится перед накопителем, то сигнал с выхода третьего инвертора 39 через второй элемент ИЛИ 35 поступает на S-вход триггера 36, который включает привод 37 смены кон тейнеров до подачи контейнера к на- 35 копителю 57. При отсутствии контейне ра 59, после заполнения накопителя рядами предметов, вся технологическая линия останавливается запрещающим сигналом (логический О) с инверсного выхода триггера 36.
40
Таким образом, данное устройство позволяет управлять технологической линией, в частности автоматически
х,- адресовать, укладывать в контейнеры и учитывать хлебобулочные изделия, например состоящей из (фиг. 6) устройства 55 подачи предметов в формирователь ряда на 90 , формирователя
Q 53 ряда, устройства 58 подачи ряда на накопитель, накопителя 57 с полками 56, контейнера 59, работающее следующим образом.
Предмет подсчета (хлеба) 60 подавторой элемент ИЛИ 35 на S-вход тре- - ется устройством 55 подачи предметов
тьего триггера 36. Второй триггер 22 переключает поступление, управляющего сигнала с выхода счетчика 17 рядов от привода 27 выгрузки на прив формирователь 56 ряда, контролиру- ясь датчиком 8 наличия предметов, далее сформированный ряд подается устройством 58 подачи ряда ка накопитель
вод 30 перемещения вверх или привод 31 перемещения вниз, а триггер 36, установившись в положение логической 1, подает сигнал на включение привода 37 смены контейнеров (например, включение блока аналогично приведенному на фиг. 5), а инверсным выходом воздействует на счетчик 4 готовой продукции и запрещает прохождение
управляющего сигнала через седьмой элемент 21 совпадения,.
При отработке цикла приводом 37 смены контейнеров происходит подача следующего контейнера 59 к накопителю 57 и с вьпсода датчика 38 наличия контейнера подается дифференцирующий сигнал на R-вход триггера 36, что приводит к отключению приводом 37 смены контейнеров, а с инверсного
выхода третьего контейнера подается
команда снятия запрета на прохождение управляющего сигнала через седьмой элемент И совпадения 21. В результате осуществляется учет готовой продукции и исключается возможность выгрузки предметов из накопителя до подачи следующего контейнера. Если при пуске устройства контейнер не находится перед накопителем, то сигнал с выхода третьего инвертора 39 через второй элемент ИЛИ 35 поступает на S-вход триггера 36, который включает привод 37 смены контейнеров до подачи контейнера к на- копителю 57. При отсутствии контейнера 59, после заполнения накопителя рядами предметов, вся технологическая линия останавливается запрещающим сигналом (логический О) с инверсного выхода триггера 36.
Таким образом, данное устройство позволяет управлять технологической линией, в частности автоматически
адресовать, укладывать в контейнеры и учитывать хлебобулочные изделия, например состоящей из (фиг. 6) устройства 55 подачи предметов в формирователь ряда на 90 , формирователя
53 ряда, устройства 58 подачи ряда на накопитель, накопителя 57 с полками 56, контейнера 59, работающее следующим образом.
Предмет подсчета (хлеба) 60 подается устройством 55 подачи предметов
в формирователь 56 ряда, контролиру- ясь датчиком 8 наличия предметов, далее сформированный ряд подается устройством 58 подачи ряда ка накопитель
на полки 56 накопителя 57 и контролируется датчиком 13 наличия рядов. При заполнении полки 56 требуемым количеством рядов хлеба происходит перемещение устройства 58 подачи ряда на накопитель до следующей полки для ее последующей загрузки. Таким образом, происходит заполнение накопителя сверху вниз или снизу вверх в зависимости от начального положения устройства 58 подачи ряда на накопитель, при заполнении всех полок накопителя 57 происходит выгрузка хлеба в контейнер 59.
Формула изобретения
Устройство для автоматического управления технологической линией, содержащее датчик наличия предметов, датчик нижнего положения, привод подачи предметов в формирователь ряда, привод перемещения вверх, датчик верхнего положения, датчик наличия кон- тейнеров, привод выгрузки, привод смены контей еров, привод подачи рядов на накопитель, о т л и ч а ю- щ е е с я тем, что, с целью расширения функциональных возможностей уст- ройства за счет исключения ошибки счета укладываемой продукции, в него введены привод формирователя ряда, привод перемещения вниз, датчик нали
чия рядов, первый, второй, третий и четвертый триггеры, коммутатор, первый, второй, третий, четвертый, пятый, шестой, седьмой, восьмой и девятый Элементы И, первый, второй и третий элементы ИЛИ, первый, вто и третий инверторы, первый, второй третий и четвертый элементы задерж первый и второй элементы защиты, счик рядов, счетчик единиц предмето счетчик готовой продукции, первая вторая, третья и четвертая дифферецирующие цепи, причем первьй и второй выходы коммутатора подключены к первым входам первого и второго элементов И, третий выход - через первую дифференцирующую цепь к R-B ду первого триггера, прямой выход торого подключен к вторым входам первого и второго эл ементов И, чер вторую дифференцирующую цепь - к R входу второго три ггера, выход первго элемента ИЛИ подключен через тртью дифференцирующую цепь к S-вход второго триггера и через четвертый
0
5
0
50
5
5
0 триггера
элемент задержки - к S-входу первого триггера, выходы первого и второго элементов И соединены с входами привода подачи ряда на накопитель и привода подачи предметов в формирователь ряда соответственно, третьи .входы первого и второго элементов И соединены соответственно с выходами второго и первого инверторов, первый и второй входы третьего элемента И подключены соответственно к выходам привода подачи предметов в формирователь ряда и датчика наличия предметов, а выход подключен к счетным входам счетчика единиц предметов и первого элемента защиты, управляющие входы которых соединены с выходом первого элемента задержки, подключенного к выходу счетчика единиц предметов, первый и второй входы четвертого элемента И подключены соответственно к выходам датчика наличия рядов и привода подачи ряда на накопитель-, а выход подключен к счетным входам счетчика рядов и второго элемента защиты, управляющие входы которых соединены с выходом второго элемента ИЛИ, входы первого и второго инверторов подклю-. чены соответственно к выходам первого и второго элементов защиты, первый, второй и третий входы пятого элемента И подключены соответственно к выходам привода подачи ряда на накопитель, счетчкка единиц предметов и второго инвертора, а выход соединен с входом привода формирователя ряда, выход датчика нижнего положения подключен к R-входу третьего и первому входу первого элемента ИЛИ, выход датчика верхнего положения подключен к S-входу третьего триггера и второму входу первого элемента ИЛИ, прямой и инверсный выходы третьего триггера подключены соответственно к первым входам восьмого и девятого элементов И, вторые входы которых сЪединены с выходом шестого элемента И, первые вхо- 0. ды шестого и седьмого элементов И соединены с выходом счетчика рядов, вторые входы соответственно подключены к прямому и инверсному выходам второго триггера, выходы восьмого и девятого элементов И подключены к входам привода перемещения вверх и привода перемещения вниз соответственно, выход седьмого элемента И подключен к входам привода выгрузки
5
и второго элемента задержки, выход которого соединен с первыми входами второго и третьего элементов ИЛИ и к К входу второго триггера, выход датчика наличия контейнеров подклю чен к третьему входу седьмого элемента И и третьего инвертора, через четвертую дифференцирующую цепь - к R- входу четвертого триггера, S-вход
( которого соединен с выходом третьего элемента ИЛИ, а прямой и инверсньй
1328794 10
выходы соответственно - к счетному входу счетчика готовой продукции, к четвертому входу седьмого элемента И и к приводу смены контейнеров, выход третьего инвертора подключен к второму входу третьего элемента ИЛИ, вход третьего элемента задержки подключен к выходу шестого элемента И, а выход - к второму входу второго элемента ИЛИ.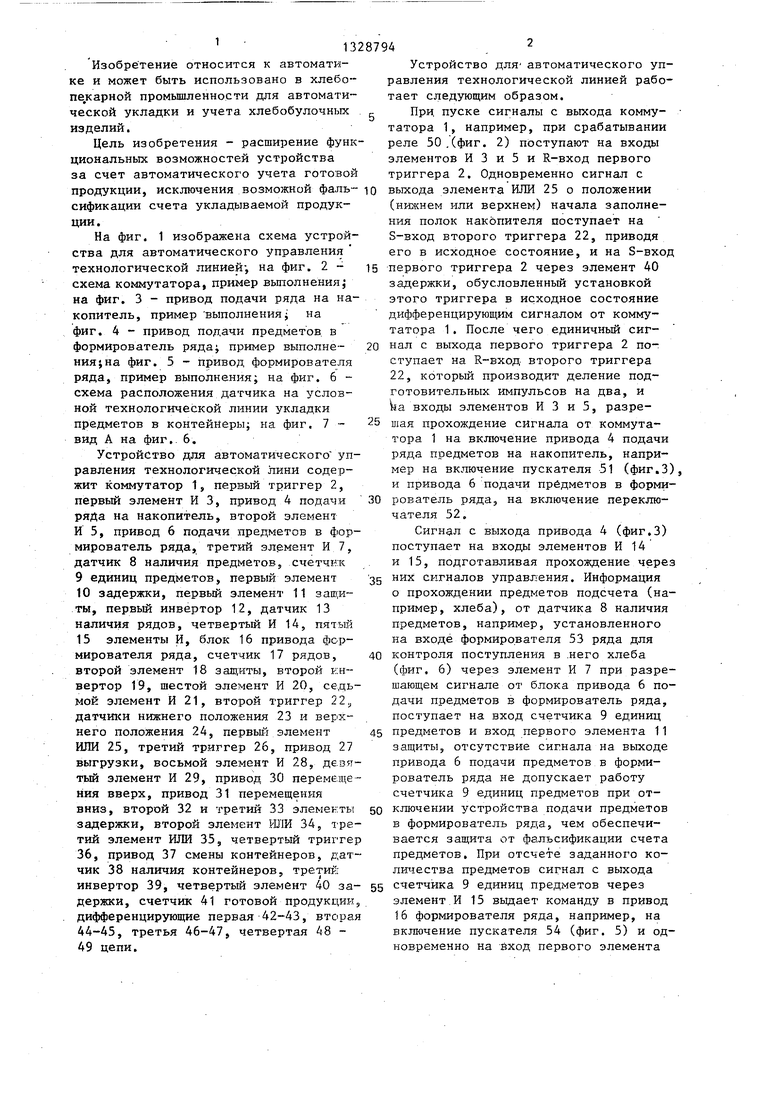
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления перемещением штучных предметов по накопительному рольгангу при нерегулярной загрузке и выгрузке | 1984 |
|
SU1354174A1 |
| Устройство автоматического управления автоматом для укладки кирпича | 1988 |
|
SU1648779A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТОМАТОМ ДЛЯ УКЛАДКИ КИРПИЧА | 1991 |
|
RU2028208C1 |
| Устройство управления автоматом для укладки кирпича | 1990 |
|
SU1726265A1 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Система управления автоматом-садчиком кирпича | 1989 |
|
SU1648780A1 |
| Устройство для управления автоматом укладки кирпича | 1987 |
|
SU1560711A1 |
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для перемещения контейнеров от автоматических линий на стационарный склад | 1983 |
|
SU1276594A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИГАТЕЛЕМ ПОСТОЯННОГО ТОКА | 2008 |
|
RU2375810C1 |
Изобретение относится к области автоматики и может быть использовано в хлебопекарной промышленности для автоматической укладки и учета хлебобулочных изделий. Цель изобретения состоит в расширении функциональных возможностей устройства за счет исключения ошибки счета укладываемой продукции, что достигается за счет введения в устройство привода формирователя ряда, привода перемещения вниз, датчика наличия рядов, четырех триггеров, коммутатора, девяти элементов И, трех элементов ИЛИ, трех инверторов, четырех элементов задержки, двух элементов защиты, трех счетчиков, восьми дифференцирующих цепей. Введние новых и элементов позволяет значительно повысить производительность погрузки хлеба в контейнеры, уменьшить потери рабочего времени, исключить возможность фальсификации счета проду кции, снизить брак. 7 ил. W s| л
В цепь яит/инай
50
К J s/гементу 2
К элементу 5
Ф12г. г
В цепь патания
А
51
VA-V-O
К /гементап /4. /5
От з/1епента J
В цепь питания
Фиг. J
В цепь питания
/ь ж
52
К элементу 7
От з/ емента f
Y
В цепь питания
Фиг.
В цепь питания
ii Дл
VA-V-O
5
К элементу 15
С
С
В цепь питания
Фив. 5
/
23 55 51 38 59
Фи&б
О О
Редактор Н.Гунько
Заказ 3488/50Тираж 863Подписное
ВНИИГШ Государственкого комитета СССР
по делам изобретений и открытий 113035s Москва, Ж--35., Раушская наб., д. 4/5
Производственно-полиграфическое предприятиед г. Ужгород, ул.Проектная, 4
Составитель И.Швец Техред М Ходанич
Корректор В.Бутяга
| Устройство для программного управления формовочной линией | 1980 |
|
SU883873A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для загрузки хлеба вВЕРТиКАльНО уСТАНОВлЕННыЕ пОлОчНыЕКОНТЕйНЕРы | 1978 |
|
SU839461A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
