Изобретение относится к автоматическим средствам контроля технологического процесса, в частности, в прокатном производстве металлургической промьшшенности.
Известно устройство контроля, которое содержит установленные перед и после контролируемой группой прокатных клетей датчики наличия раската (металл, находящийся в линии стана, принято называть раскатом, на выходе стана - прокатом), датчик импульсов перемещения раската, кинематически связанный с приводом прокатных валков, логический элемент И, входами подключенный с первым датчиком наличия раската и датчиком импульсов перемещения раската, а выходом - со счетчиком, работающим в режиме сравнения текущего пути прохождения передним концом раската между зонами чувствительности датчиков наличия раската.
В случае, ели произойдет нарушение режима прокатки (например передний конец раската застрянет перед последней клетью и не пройдет на выход группы клетей), то в счетчике отсчИтается число, равное значению уставки, а формирователь от сигнала
сравнения в счетчике выработает сигнал о нарушения процесса прокатки который поступит на выход устройства для управления соответствующими механизмами стана и сигнализации о нарушении режима прокатки.
Основным недостатком этого устройства является то, что контрюль работы стана производится только по ре10зультату прохождения переднего конца раската через контрольный участок, но не осуществляется контроль за работой стана во время прохождения остальной части раската, которая по
15 величине превосходит в несколько раз (до 1000 и более) длину контрольного участка, ограниченного датчиками.
Кроме того, сигнал о нарушении
20 режима прокатки в этом устрюйстве формируется с запаздыванием, равным времени прохождения передним концом раската расстояния между фотодатчиками, что снижает эффективность
25 контроля за работой стана.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство контроля, содержащее датчики наличия
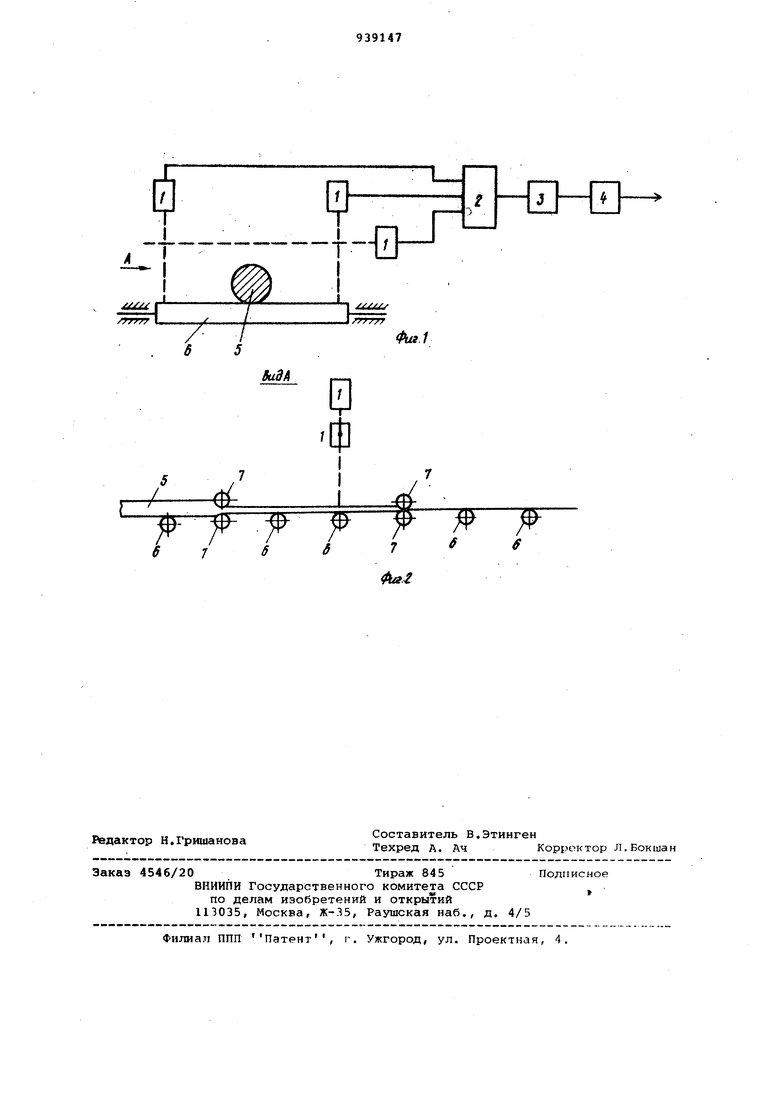
30 раската в прокатных валках двух соседних клетей, промежуток между ко рыми контролируется рассматриваемым устройством, датчик наличия раскат установленный по середине контроля руемого участка, генератор импульсо реверсивный счетчик, входами подкл ченный с датчиками и генератором, а выход счетчика через схему сравн ния (компаратор) подключен к входу формирователя сигнала контроля. Работа известного устройбтва заключается в следующем. При поступле нии в первые прокатные валки перед него конца раската по сигналу датчика счетчик начинает отсчитывать импульсы с генератора импульсов в режиме сложения. Когда раскат доидет до зоны чувствительности датчика, счетчик переключается на реж вычитания. При поступлении передне го конца раската в прокатные валки выходной клети по сигналу датчика наличия раската этой клети счетчик прекращает отсчет импульсов генератора. По коду, зафиксированному в счетчике, компаратор и формирова тель вырабатывают сигнал контроля работы стана. В том случае, если сигнал перехода счетчика через (с учетом допуска) придет раньше сигнала с датчика, формирова телем вырабатывается сигнал ния режима прокатки, а в случае,, если сигнал О счетчика придет позже сигнала с датчика, то сформируется сигнал о правильной работе стана 2. Однако контроль за правильной работой стана производится только при продвижении переднего ко«ца раската на участке между клетями, сигнал о нарушении режима прокатки формируется с запаздыванием, равнъял времени прохождения переднего конца раската между клетями, а также контрольный сигнал о нарушении прокатки не будет сформирован если раскат не дойдет до датчика вследствие непредвиденной остановк конца раската (при наличии аварийной ситуации на участке). Цель изобретения - повышение быстродействия и надежности устройства. Постановленная цель достигается тем, что три датчика наличия раска установлены в межклетьевом промежу ке стайа таким образом, что их зоны чувствительности ориентированы преимущественно перпендикулярно направлению движения проката, ограничивая допускаемое при прокатке положение раската, введены элемент ИЛИ и селектор импульсов, выход которого соединен с входом формирователя сигнала контроля, а вход селектора импульсов-через элемент ИЛИ подключен к выходам датчиков наличия раската. На фиг. 1 представлена функциональная схема предлагаемого устройства; на фиг. 2 - вариант расположения датчиков относительно раската и прокатных валков. Устройство для контроля за правильной работой прокатн,ого стана содержит датчики 1, элемент ИЛИ 2, селектор 3 импульсов, формирователь 4 сигнала контроля, выход которого является выходом устройства, раскат 5, ролики 6 рольганга, прокатные валки 7. Датчики 1 соединены через элемент ИЛИ 2 с селектором 3, выход которого, соединен с входом формирователя 4, Датчики 1 установлены в межклетьевом промежутке стана, их оси зон чувствительности ориентированы преимущественно перпендикулярно направлению прокатки, ограничивая таким образом допускаемое при правильной прокатке положение раската 5. Селектор 3 импульсов является селектором импульсов максимальной длительности, который пропускает на выход импульсы, длительность которых превышает некоторую фиксированную длительность. Фиксированная длительность импульсов выбирается исходя, с одной стороны, из повышенной помехозащищенности устройства при возможных кратковременных воздействиях проката на датчики и, с другой стороны, из минимальной задержки сигнала контроля относительно момента нарушения прокатки. Конструктивно селектор 3 импульсов может быть выполнен, например, в виде элемента задержки импульсов на фиксированное время со схемой сравнения временного положения задержанных и незадержанных импульсов. Формирователь 4 сигнала контроля может быть выполнен в виде посЛедовательно соединенных одновибратора, вырабатываемого импульс необходимой длительности, и выходного буферного усилителя, а также, при отсутствии необходимости формирования длительности сигнала контроля, в виде последовательно соединенных триггера ИЫитта и буферного выходного усилителя . Устройство работает следующим образом. В исходном состоянии датчики 1 выдают на входы элемента ИЛИ 2 нулевые сигналы, при наличии которых на выходе элемента ИЛИ 2 импульсы не формируются. Селектор 3 импульсов и формирователь 4 находятся в исходном состоянии, при котором на выходе устройства имеет место сигнал, свидетельствующий о правильном течении процесса прбкатки.
При правильной прокатке раскат 5 не выходит за пределы зоны, ограниченной зонами чувствительности датчиков 1 и роликами б рольганга. Датчики 1 не вырабатывают сигнал о наличйи в их зонах чувствительности раската 5, т.е. по-прежнему находятся в исходном состоянии. Формирователь 4 сигнала контроля формирует и выдает на выход устройства сигнал о правильном течении процесса прокатки и правильной работе прокатного стаиа в целом.
Если один из датчиков 1 сработает кратковременно, например от искры горячего раската, то прошедший через элемент ИЛИ 2 короткий импульс не пропустит на свой выход селектор 3, так как длительность поступившего сигнала меньше фиксированной длительности, на которую настроен селектор 3. Формирователь 4 будет попрежнему выдавать на выход устройства сигнал о правильной работе стана.
В случае, если произойдет нарушение процесса прокатки (например, если передний конец раската 7 упрется в оборудование стана или при
набегании
раската, когда первая
по ходу прокатки клеть увеличивает скорость прокатки по сравнению со скоростью прокатки во второй клети) раскат -от избытка длины начинает изгибаться и уходить из нормального положения. Таким , раскат входит в зону чувствительности одного из датчиков 1, который в этом случае вырабатывает импульс такой длительности, которая превышает фиксированную длительность селектора 3. Последний выдает сигнал на вход формирователя 4, который формирует (по длительности и/или форме и мощности) сигнал о нарушении процесса прокатки, поступающий в систему автоматического управления станом. По этому сигналу оператор принимает соответствующие меры для предотвращения аварийной ситуации.
Устройство позволяет повысить быстродействие контроля за счет того, что сигнал о нарушении прокатки .формируется в начале нарушения, а исключение таких сложных узлов, как
счетчика импульсов, узла сравнения кодов, преобразователя угловой скорости прокатных валков в частоту импульсов (генератор) упрощает конструкцию устройства и, следовательно,
повышает его надежность. Кроме того, формирование сигнала о нарушении прокатки не только в момент прохождения контролируемого участ1 а передним концом раската, но и остгшьной
его частью, повышает точность и надежность контроля.
Формула изобретения.
Устройство для контроля за правильной работой прокатного стана, содержащее три датчика наличия раската, один из которых установлен в промежутке между прокатными клетями, и формирователь сигнала контроля, выход которого является выходом устрой ства, отличающееся тем, что, с целью по.вы11ения быстродействия
и надежности устройства, датчики наличия раската установлены в межклетьевом промежутке стана с ориентацией их зон чувствительности перпендикулярно направлению движения проката, введены элемент ИЛИ и селектор импульсов, выход которого соединен с входом формирователя сигнала контроля, а вход через элемент ИЛИ подсоединен к выходам датчиков раската.
Источники информации,
принятые во внимание при экспертизе.
1.Лндикатор прохождения раската типа ИПР-1 СПКБ. Технический отчет 9241-00-ООТО. Уралчерметавтоматика 1966.
2.Заявка Японии 53-20944, кл. В 21 С 51/00, опублик. 1978.
8u3A
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля за правильной работой прокатного стана | 1981 |
|
SU984529A1 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| СПОСОБ КОНТРОЛЯ КИНЕМАТИЧЕСКИХ ПАРАМЕТРОВ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2006 |
|
RU2320435C2 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство контроля положения металла в клети прокатного стана | 1981 |
|
SU986529A1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Способ центрирования полосы преимущественно на реверсивном толстолистовом прокатном стане и устройство для его осуществления | 1987 |
|
SU1423209A1 |
| Система управления механизмами установки валков обжимной клети винтовой прокатки | 1985 |
|
SU1268231A1 |
| Способ определения вытяжки металла при прокатке в валках непрерывного стана | 1982 |
|
SU1071340A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ СОРТОВОГО МЕТАЛЛА | 1998 |
|
RU2135314C1 |