Изобретение относится к области металлургии, конкретно, к производству сортового проката на непрерывных станах.
Непрерывная прокатка сортового металла может осуществляться в двух режимах: прокатка с натяжением и прокатка без натяжения, в частности, со свободной петлей между клетями (группами клетей). В отличие, например, от полосовых станов холодной прокатки, где преимущественно используется режим прокатки с натяжением, среднесортные и мелкосортные станы работают по преимуществу в режиме прокатки без натяжения, а если иметь в виду промежуточные и чистовые группы клетей, то в режиме прокатки со свободной петлей. Это вызвало, с одной стороны, требованием получения точного по форме и размерам проката. Практика показывает, что при работе с натяжением получать сортовой прокат повышенной точности нельзя, так как натяжение не только заметно изменяет давление металла на валки, но и влияет на уширение. Однако режим прокатки со свободной петлей приемлем только для относительно небольших сечений сортового проката, которые характерны для промежуточных и чистовых групп стана. Что касается черновых групп сортопрокатных станов, то при относительно больших сечениях металла в них и, как следствие, повышенной изгибной жесткости заготовки прокатка со свободной петлей затруднительна, если вообще возможна, и при этом чревата серьезными последствиями при нарушениях процесса. Однако, учитывая нецелесообразность прокатки с натяжением, и в этих случаях по изложенным выше причинам прокатку сортового металла в этих группах ведут хотя и без образования свободной петли, но с минимально допустимым натяжением (или подпором) или в так называемом режиме свободной прокатки. Минимизация осевых усилий в заготовке в межклетьевых промежутках позволяет, помимо вышеуказанных преимуществ, минимизировать также и силовую связь через заготовку между отдельными клетями группы, которая передает возникающие возмущения, а следовательно, упростить регулирование всех групп клетей в целом, повысить степень автономности регулирования режимов прокатки в отдельных межклетьевых промежутках. Системы регулирования в каждом межклетьевом промежутке также упрощаются, т.к. исключается установка петледержателей, используемых в качестве измерителей и регуляторов натяжения, на которое можно воздействовать исключительно через скорости валков задней и передней клети межклетьевого промежутка. Однако при отсутствии петледержателей возникает проблема получения информации о действительной величине осевого усилия в металле (натяжения или подпора), являющейся исходным сигналом для системы регулирования этого параметра.
Известен способ автоматического управления процессом непрерывной прокатки с минимальным натяжением или подпором сортового металла, включающий замер параметров прокатки, расчет межклетьевых натяжений по замеренным параметрам величины натяжения от заданного значения и коррекцию скорости клетей (см., например, патент США N 4379395, кл. 5 B 21 B 37/06, 1983).
Известный способ позволяет получать информацию о величине натяжения в условиях отсутствия петледержателя, т.е. позволяет вести процесс в режиме свободной прокатки. Вместе с тем косвенное определение величины натяжения (подпора) путем измерения параметров прокатки и дальнейшего расчета характеризуется невысокой точностью и низким быстродействием. Хотя к достоинствам способа можно отнести косвенный учет изменения условий прокатки (износ валков, колебания температуры и пр.), что отражается на величине измеряемых параметров.
Известен способ автоматического управления процессом непрерывной прокатки с минимальным натяжением или подпором сортового металла, предусматривающий определение и запоминание тока электродвигателя задней клети межклетьевого промежутка, измерение тока этого же электродвигателя после захода металла в переднюю клеть межклетьевого промежутка, сравнение этих токов и коррекцию скорости задней клети по сигналу разности этих токов (см., например, авторское свидетельство СССР N 1397110, кл. 6 B 21 B 37/52, 1988, кол. 3).
Данный известный способ позволяет более точно и более оперативно фиксировать отклонения от режима свободной прокатки, т.е. выход натяжения или подпора за допустимые пределы, по величине тока двигателя. Однако в указанном источнике описан способ управления процессом только в одном межклетьевом промежутке, имея в виду, что возмущения, вызываемые колебаниями скорости клетей при из регулировке, малы и не отражаются существенным образом на режиме прокатки во всей группе клетей, т.е. в других межклетьевых промежутках. Кроме того, способ не учитывает фактора динамических нагрузок на приводы клетей, возникающих при захвате металла валками, а также не предусматривает адаптивного изменения уставки тока при изменении параметров прокатки, носящих неслучайный характер, например, при прокатке новой партии металла.
Наиболее близким по технической сущности к изобретению является способ автоматического управления процессом непрерывной прокатки с минимальным натяжением или подпором сортового металла в черновой группе клетей, включающий в себя задание скоростей и их соотношения для задней и передней клетей межклетьевого промежутка для режима свободной прокатки, измерение и запоминание тока двигателя задней клети в режиме свободной прокатки, измерение рабочих токов двигателей задней и передней клетей межклетьевого промежутка при одновременном нахождении в них металла, ввод сигналов измерителей токов и сигнала задатчика допустимого натяжения в пропорционально-интегральный регулятор и регулирование в зависимости от соотношения этих сигналов скорости задней клети для поддержания заданного уровня натяжения, а также передачу выходного суммарного сигнала в систему регулирования предыдущего межклетьевого промежутка и адаптивное корректирование уставки скорости задней клети по запомненной последней скорости ее для оптимального приема следующей заготовки (см. , например, авторское свидетельство СССР N 1708462, кл. 6 B 21 B 37/52, 1992, кол. 4, 5).
Указанный известный способ может быть принят за прототип изобретения.
К недостаткам известного способа можно отнести неучет динамических факторов в неустановившемся режиме прокатки, в частности динамической просадки скорости двигателя при захвате металла клетью. При относительно больших сечениях металла в черновой группе клетей влияние динамики может существенно отразиться на режиме регулирования. Известный способ не регламентирует также режим работы регулятора с учетом влияния внешних зон, т.е. при положении переднего или заднего конца заготовки в межклетьевом промежутке. Некондиционные передний и задний концы раската в черновой группе на выходе из стана удлиняются и идут в отход.
Задачей изобретения является повышение выхода годного за счет повышения эффективности управления процессом сортовой прокатки в черновой группе стана на всех стадиях этого процесса, включая неустановившуюся.
Указанная задача решается тем, что в способе автоматического управления процессом непрерывной прокатки согласно изобретению до захода переднего конца металла в переднюю клеть дополнительно осуществляют повышение скорости в этой клети на величину, компенсирующую динамическую просадку привода при захвате металла, а после полного захвата металла сбрасывают эту скорость до номинальной, при этом в момент захода металла в переднюю клеть и включения пропорционально-интегрального регулятора уменьшают постоянную времени интегральной части до 0,2 - 0,25 от номинальной и изменяют эту постоянную времени в процессе настройки на минимальное натяжение пропорционально значению этого натяжения или подпора до номинального значения постоянной времени в течение заданного постоянного времени настройки, а перед выходом металла из задней клети при длине заготовки за ней меньше 1 м постоянную времени интегральной части увеличивают до 2,0 от номинальной, при длине заготовки за задней клетью меньше 0,3 м регулятор отключают.
Такое более полное комплексное многоконтурное автоматическое управление процессом непрерывной прокатки с минимальным натяжением или подпором сортового металла в непрерывной черновой группе сортопрокатного стана позволяет на всех стадиях процесса, включая неустановившийся режим, обеспечить стабилизацию процесса, правильное поддержание его параметров по натяжению, исключить или свести к минимуму влияние динамических факторов и в итоге повысить выход годного и качество получаемого проката.
Далее изобретение поясняется на примере его использования и иллюстрируется чертежами, где на фиг. 1 показана схема алгоритма работы контура компенсации динамической просадки привода при заходе металла в клеть; на фиг. 2 показана временная диаграмма формирования заходной скорости клети; на фиг. 3а и 3б показаны соответственно первая и вторая половины схемы алгоритма работы контура автоматического поддержания минимального натяжения в межклетьевом промежутке черновых клетей, на фиг. 4 показана схема алгоритма работы контура автоматической коррекции скоростного режима приводов клетей.
Для компенсации динамической просадки приводов при заходе металла в клеть предусмотрен отдельный контур управления, формирующий заходные скорости клетей (фиг. 1). При заходе металла в клеть резкое возрастание нагрузки на привод приводит к просадке скорости в этой клети, что при непрерывном процессе отражается на режиме предыдущей клети и может привести к скачку подпора с непредвиденными последствиями (например, нерегламентированный изгиб металла в результате потери устойчивости, влекущий за собой искажение поступающей в систему регулирования информации о действительных величинах осевых усилий в металле). Упреждающее повышение скорости клети на холостом ходу, до входа металла в клеть, позволяет компенсировать эту просадку и получить нужную величину заходной скорости клети.
При получении сигнала от датчика наличия металла в межклетьевом промежутке (фиг. 1, поз. 1) до захода переднего конца металла в переднюю клеть начинается формирование задания заходной скорости этой клети (поз. 2). После достижения заходной скорости этой клети заданной величины (поз. 3) поддержание этой заходной скорости продолжается в течение заданного времени, по истечении которого (поз. 4) контур формирования заходной скорости отключается (поз. 5), после чего скорость клети плавно уменьшается до номинальной (поз. 6) и действие контура заканчивается.
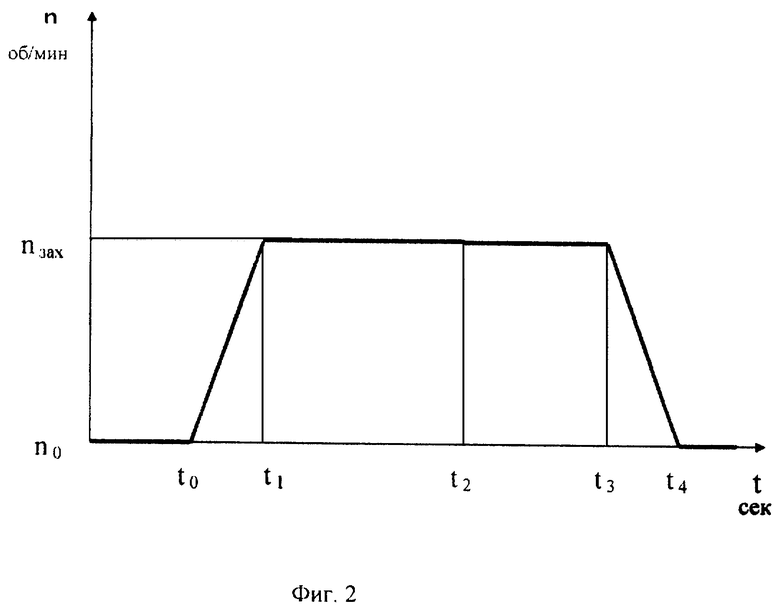
Временная диаграмма формирования значений заходной скорости клети приведена на фиг. 2, где t0 - время появления металла перед фотодатчиком в межклетьевом промежутке; t1 - время достижения заданной заходной скорости; t2 - фактическое время захода металла в клеть; t3 - время отключения контура формирования заходных оборотов; t4 - время окончания действия контура формирования заходных оборотов.
Значения заходных оборотов клети формируются по следующему закону:
n=n0+k1• Δ nзах•(t-t0), при t0 < t < t1,
n=n(t1), при t1 < t < t3,
n=n(t3)-k3• Δ nзах•(t-t3), при t3 < t < t4,
Δ nзах= Δ nзад•k2,
k1=l/(t1-t0), k3=l/(t4-t3),
где t - текущее время;
n - текущие заходные обороты клети;
n0 - заданные обороты клети;
k1, k3 - коэффициенты задатчика интенсивности для задания и снятия заходных оборотов;
Δ nзад - заданное оператором приращение скорости, учитывающее профилеразмер и марку прокатываемого металла;
k2 - коэффициент, учитывающий изменение динамических характеристик электропривода при работе с ослабленным потоком электродвигателя.
При смене марки прокатываемого металла для компенсации изменения динамической просадки скорости вращения электродвигателя клети оператор может корректировать величину заходной скорости (т.е. скорости, до которой кратковременно повышается скорость вращения привода клети на время захода в нее металла). При большом подпоре во время захода металла в клеть величину заходной скорости следует увеличивать, при большом натяжении - уменьшать.
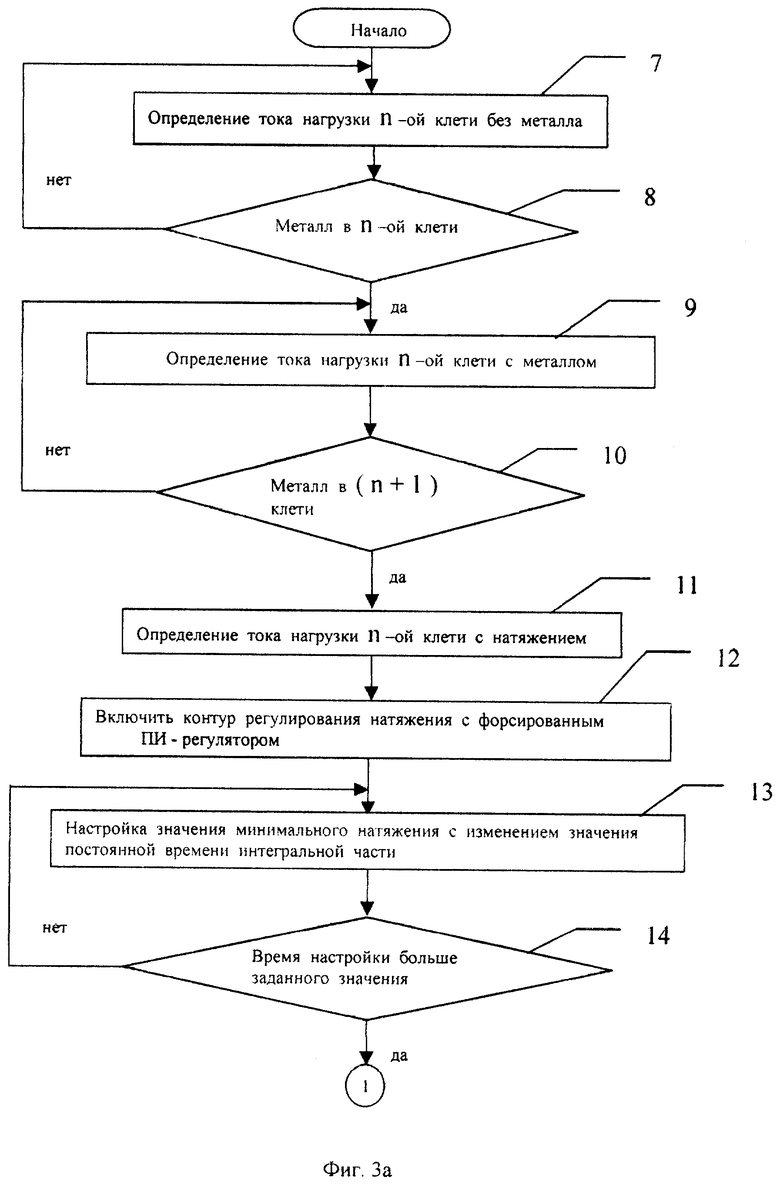
На фиг. 3а, 3б показан схематически алгоритм работы контура автоматического поддержания минимального натяжения (или подпора) в межклетьевом промежутке черновой группы клетей.
Управление процессом поддержания заданного минимального натяжения осуществляется следующим образом.
До захода металла в заднюю клеть определяют ток нагрузки этой клети (поз. 7), после захода металла в заднюю клеть (поз. 8), что фиксируется по изменению тока нагрузки, определяют ток нагрузки этой клети при наличии металла в ней, но при отсутствии переднего натяжения (поз. 9). Далее фиксируют момент входа металла в переднюю клеть (поз. 10) и определяют ток нагрузки в задней клети с учетом натяжения (подпора), поз. 11. В этот же момент включают в работу контур регулирования натяжения (поз. 12). Поддержание на заданном минимальном уровне значения натяжения металла в межклетьевом промежутке в установившемся режиме прокатки осуществляется управлением скорости задней клети ("управление назад"). Регулятор натяжения - пропорционально-интегральный (ПИ-регулятор) с постоянной времени интегральной части Туст и коэффициентом пропорциональной части Куст.
В начале настройки ПИ-регулятор работает с уменьшением постоянной времени интегральной части до (0,2 - 0,25)• Туст. В процессе настройки значения минимального натяжения постоянная времени интегральной части меняется пропорционально значению натяжения или подпора до Tуст (поз. 13). Продолжительность настройки - постоянная величина.
По истечении заданного времени настройки (поз. 14) ПИ-регулятор контура регулирования натяжения продолжает работать, но уже с номинальной постоянной времени Tуст (поз. 15).
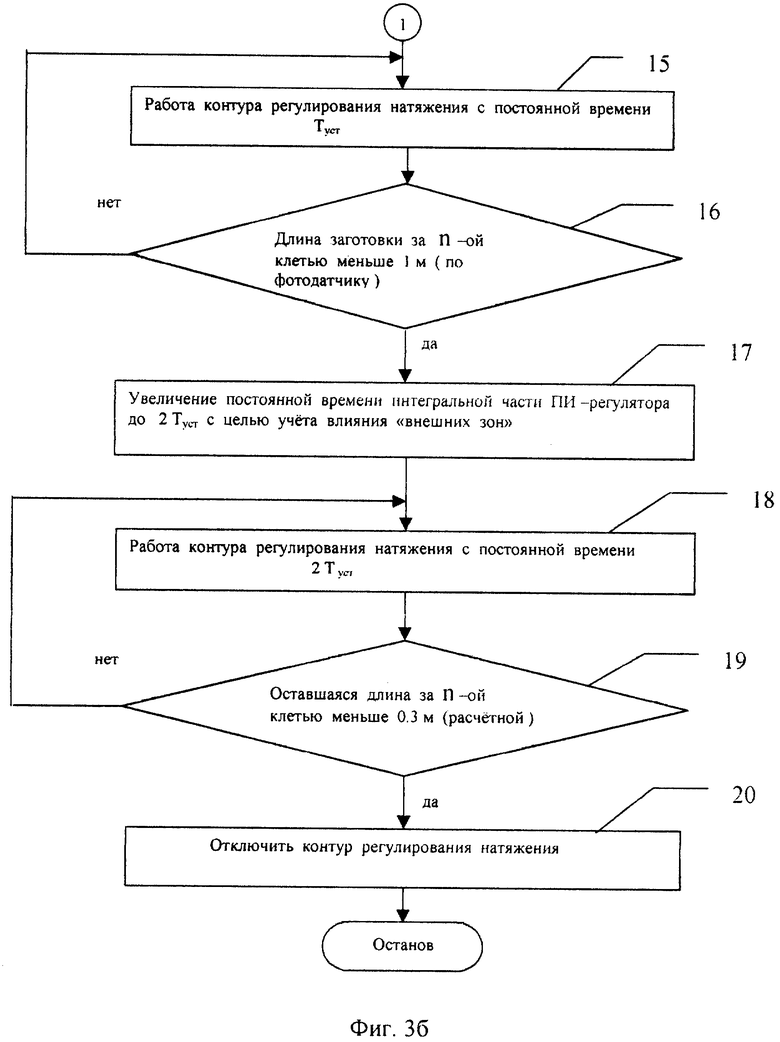
Перед выходом металла из задней клети в данном межклетьевом промежутке, когда длина свободной хвостовой части металла в предыдущем межклетьевом промежутке становиться меньше 1 м (что фиксируется фотодатчиком), поз. 16, с целью учета влияния "внешних зон" постоянная времени интегральной части ПИ-регулятора увеличивается до 2-х величин номинальной постоянной времени (поз. 17), и в этом режиме регулятор продолжает работать (поз. 18) до того, как эта длина станет меньше 0,3 м (поз. 19), после чего контур регулирования натяжения отключается (поз. 20). Таким образом компенсируется искажение ширины, связанное с последующим отсутствием заднего натяжения при прохождении заднего конца металла через переднюю клеть.
Измерение текущего значения натяжения производится, таким образом, по принципу неизменности значения тока якоря двигателя предыдущей клети при заходе и прокатке металла в следующей. Определение наличия металла в клети производится численным методом по изменению тока якоря двигателя относительно тока холостого хода. Данная схема работы не требует установки дополнительных датчиков.
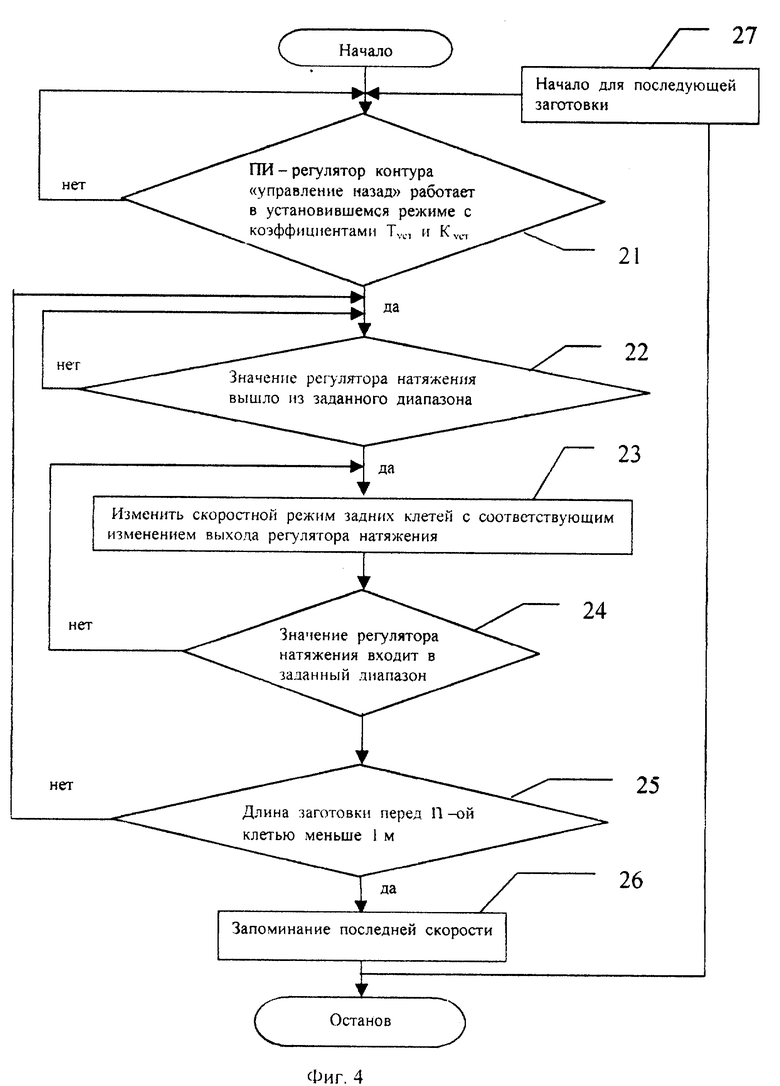
На фиг. 4 схематично показан алгоритм работы контура автоматической коррекции исходного скоростного режима клетей. Этот контур работает при изменениях технологических параметров прокатки и позволяет адаптировать систему регулирования к этим изменившимся условиям сразу же после их фиксации регулятором натяжения (по выходу за заданный диапазон), что позволяет повысить быстродействие системы при последующей настройке и, например, в случае перехода к прокатке новой партии металла, имеющей новые характеристики. В установившемся режиме и при стабильных (в определенных пределах) технологических параметрах прокатки ПИ-регулятор контура "управление назад" работает как описано выше, т.е. тоже в установившемся режиме (поз. 21). При изменении технологических параметров прокатки и выходе по этой причине величины натяжения из заданного диапазона (поз. 22) ПИ-регулятор меняет скоростной режим задней клети (поз. 23) и возвращает натяжение в заданный диапазон (поз. 24), но при новых значениях скорости задней клети. После того как длина заднего конца заготовки за задней клетью становится меньше 1 м (поз. 25), этот контур отключается. Особенность этого контура управления заключается в том, что последняя скорость задней клети запоминается (поз. 26) и прокатка следующей заготовки ведется с использованием этого значения скорости как исходного (поз. 27).
При выходе из заданного диапазона значения регулятора натяжения, таким образом, пропорционально изменяется скоростной режим предыдущих клетей с соответствующим изменением выхода этого регулятора натяжения. По окончании прокатки данной заготовки скоростной режим запоминается и является исходным для следующей заготовки, что позволяет обеспечить минимальное время настройки на минимальное натяжение и компенсировать изменения технологических параметров прокатки (температурный режим, режим обжатий, выгорание калибров и т.д.).
Ниже приведен конкретный числовой пример параметров управления для межклетьевого промежутка клетей N 2 и N 3 26-клетьевого сортового полунепрерывного стана 350/250 (на котором описанная ранее система управления скоростным режимом приводов может быть использована на клетях с N 2 по N 10).
Двигатели клетей N 2 и N 3: П2-800-175 8УХЛ4, 900 кВт, 750 B, 1265 A, 360/750 об/мин.
Диаметр бочки валков номинальный 530 мм.
Прокатка круга 47 мм из стали 35 ГС.
Профиль в клети N 2: овал 39,2•74,4 мм.
Профиль в клети N 3: круг 47 мм.
Скорость клети N 2 141 об/мин, клети N 3 168 об/мин.
Коэффициент K1=1. Вычисляется по формуле K1=l/(t1-t0). Время t1 настраивается при наладке системы путем анализа цифровой записи силы тока якоря двигателя и предотвращения ложного срабатывания датчика наличия металла в клети (Iдин < 100 A) и обеспечения условия t2>t1.
Коэффициент К2=l (при работе в первой зоне без ослабления потока двигателя). При работе во второй зоне вычисляется по формуле:
K2=nтекущая/nномин альная,
где nтекущая - текущая скорость (об/мин),
nномин альная= 360 об/мин - номинальная скорость двигателя клети N 3 в первой зоне.
Время отключения заходных оборотов t3=t2+0,2 сек и определяется при наладке системы путем анализа цифровой записи силы тока якоря двигателя предыдущей клети при прокатке опытной партии заготовок (не менее 10 штук). Критерием оптимальности настройки является отсутствие подпора металла в межклетьевом промежутке.
Коэффициент K3=3,33. Вычисляется по формуле K3=l/(t4-t3). Время t4 настраивается при наладке системы путем анализа цифровой записи силы тока якоря двигателя предыдущей клети при прокатке опытной партии заготовок (не менее 10 штук). Критерием оптимальности настройки является отсутствие перерегулирования при снятии заходных оборотов.
Величина заходных оборотов Δnзад= 2 об/мин. Данный параметр задается оператором поста управления по визуальному наблюдению за проведением металла по столбиковой диаграмме индикатора натяжения/подпора на экране компьютера при заходе его в валки.
ПИ-регулятор: Туст=2,8 с; Куст=100 А/0,5 об/мин.
При заходе металла в клеть и включении контура "управление назад" постоянная времени определяется следующим образом. При максимальном значении натяжения или подпора постоянная времени равна 0,2•Туст=0,56 с. При уменьшении значения натяжения или подпора до 0 постоянная времени обратно пропорционально увеличивается до Туст.
Итак, описанный способ управления процессом непрерывной прокатки с минимальным натяжением или подпором в черновых группах сортовых станов, основанный на параллельной работе трех контуров управления, позволяет комплексно решить проблемы стабилизации процесса, исключить или свести до минимума остановки стана, связанные с нарушением процесса, что для такого высокопроизводительного агрегата, каким является прокатный стан, принципиально важно. Поскольку управление и стабилизация охватывают, помимо установившейся стадии процесса, также и неустановившуюся, повышается выход годного на стане. В совокупности указанные преимущества способа определяют собой технический результат изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ В НЕПРЕРЫВНОЙ ГРУППЕ КЛЕТЕЙ | 2011 |
|
RU2477187C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА С МИНИМАЛЬНЫМ НАТЯЖЕНИЕМ ИЛИ ПОДПОРОМ МЕТАЛЛА МЕЖДУ КЛЕТЯМИ | 2010 |
|
RU2437731C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В ЧЕРНОВОЙ ГРУППЕ КЛЕТЕЙ НЕПРЕРЫВНОГО ПРОКАТНОГО СТАНА | 2012 |
|
RU2494828C1 |
| Способ определения вытяжки металла при прокатке в валках непрерывного стана | 1982 |
|
SU1071340A1 |
| Способ автоматического регулирования скорости горизонтальных и вертикальных валков универсальной клети стана горячей прокатки | 2015 |
|
RU2620424C2 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫРАВНИВАНИЯ МОМЕНТОВ НА РАБОЧИХ ВАЛКАХ ПРОКАТНОЙ КЛЕТИ С ИНДИВИДУАЛЬНЫМ ЭЛЕКТРОПРИВОДОМ | 2007 |
|
RU2362641C2 |
| Устройство регулирования размеровпРОКАТА | 1977 |
|
SU839638A1 |
| Нереверсивный электропривод постоянного тока непрерывного прокатного стана | 1985 |
|
SU1288877A1 |
Изобретение относится к области металлургии, конкретно к регулированию процесса непрерывной прокатки сортового металла в черновых группах клетей. Технический результат - повышение выхода годного за счет повышения эффективности управления. Процесс непрерывной прокатки ведут с минимальным натяжением или подпором в межклетьевых промежутках, при этом индикацию уровня натяжения ведут по току двигателя, а регулирование натяжения осуществляют воздействием на скорость задней клети. Особенности способа заключаются в дополнительной компенсации динамической просадки привода передней клети межклетьевого промежутка посредством упреждающего, до захвата металла этой клетью, повышения ее скорости. Кроме того, регламентирован режим работы пропорционально-интегрального регулятора в процессе управления, в зависимости от положения концов заготовки, что позволяет минимизировать влияние "внешних зон". Способ предусматривает адаптацию системы регулирования к изменяющимся технологическим условиям прокатки. Способ позволяет повысить выход годного и уменьшить простои стана. 5 ил.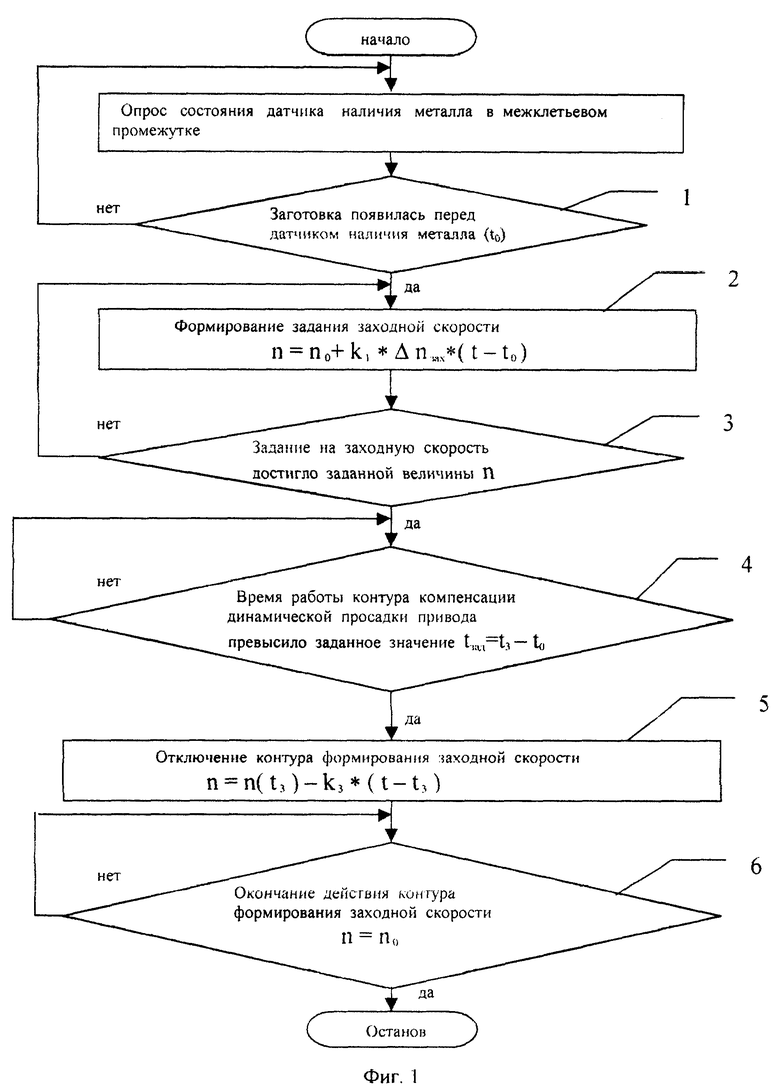
Способ автоматического управления процессом непрерывной прокатки с минимальным натяжением или подпором сортового металла в черновой группе клетей, включающий задание скоростей и их соотношения для задней и передней клети межклетьевого промежутка для режима свободной прокатки, измерение и запоминание тока двигателя задней клети в режиме свободной прокатки, измерение рабочих токов двигателей задней и передней клетей межклетьевого промежутка при одновременном нахождении в них металла, ввод сигналов измерителей токов и сигнала задатчика допустимого натяжения в пропорционально-интегральный регулятор и регулирование в зависимости от соотношения этих сигналов скорости задней клети для поддержания заданного уровня натяжения, а также адаптивное корректирование исходной скорости задней клети по запомненной последней скорости ее для оптимального приема следующей заготовки, отличающийся тем, что до захода переднего конца металла в переднюю клеть дополнительно осуществляют повышение скорости в этой клети на величину, компенсирующую динамическую просадку привода при захвате металла, а после полного захвата металла сбрасывают эту скорость до номинальной, при этом в момент захода металла в переднюю клеть и включения пропорционально-интегрального регулятора уменьшают постоянную времени интегральной части до 0,2 ... 0,25 от номинальной и изменяют эту постоянную времени в процессе настройки на минимальное натяжение пропорционально значению этого натяжения или подпора до номинального значения постоянной времени, в течение заданного постоянного времени настройки, а перед выходом металла из задней клети при длине заготовки за ней меньше 1 м постоянную времени интегральной части увеличивают до 2,0 от номинальной, после чего при длине заготовки за задней клетью меньше 0,3 м регулятор отключают.
| Система регулирования натяжения раската в черновой группе клетей непрерывного прокатного стана | 1989 |
|
SU1708462A1 |
| EP 0648551 A1, 19.04.95 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
