(Sb) ПОСТОЯННАЯ МОДЕЛЬ
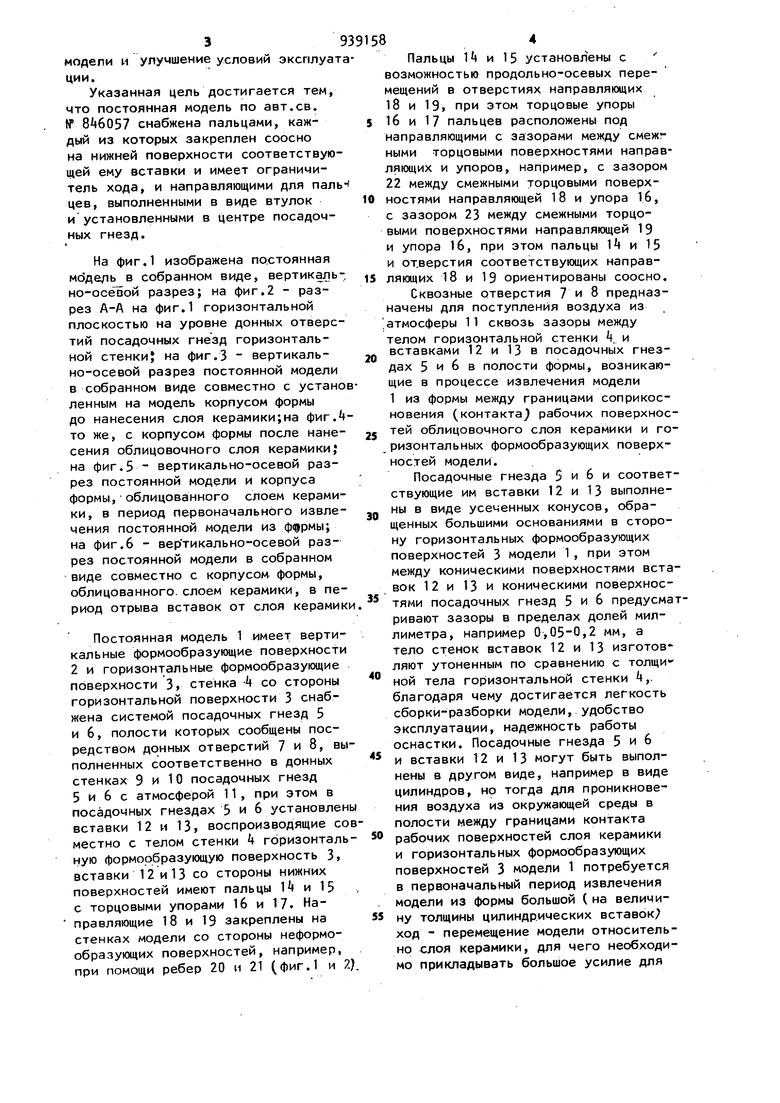
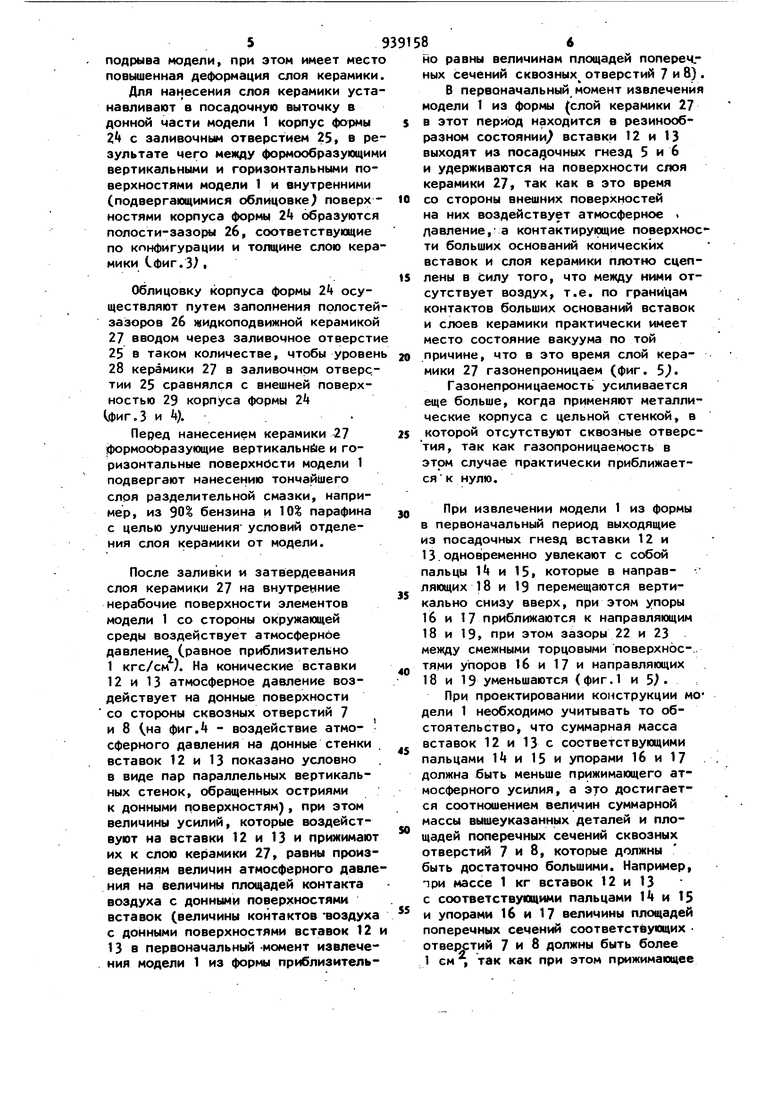
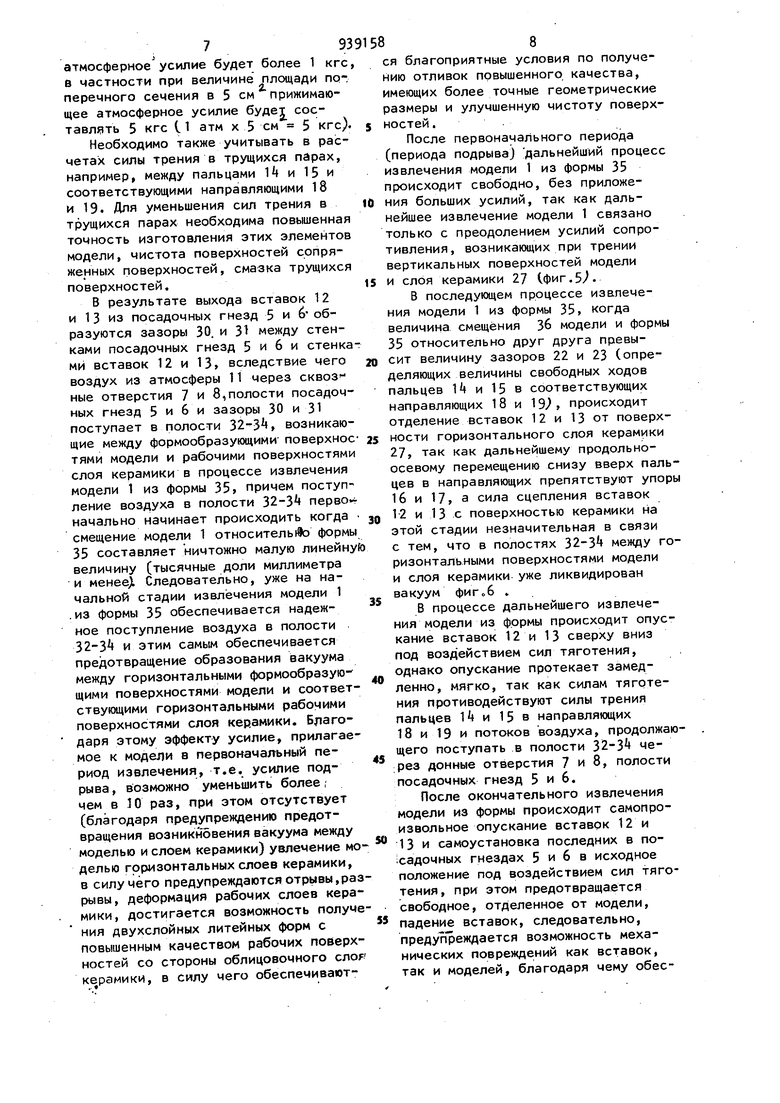
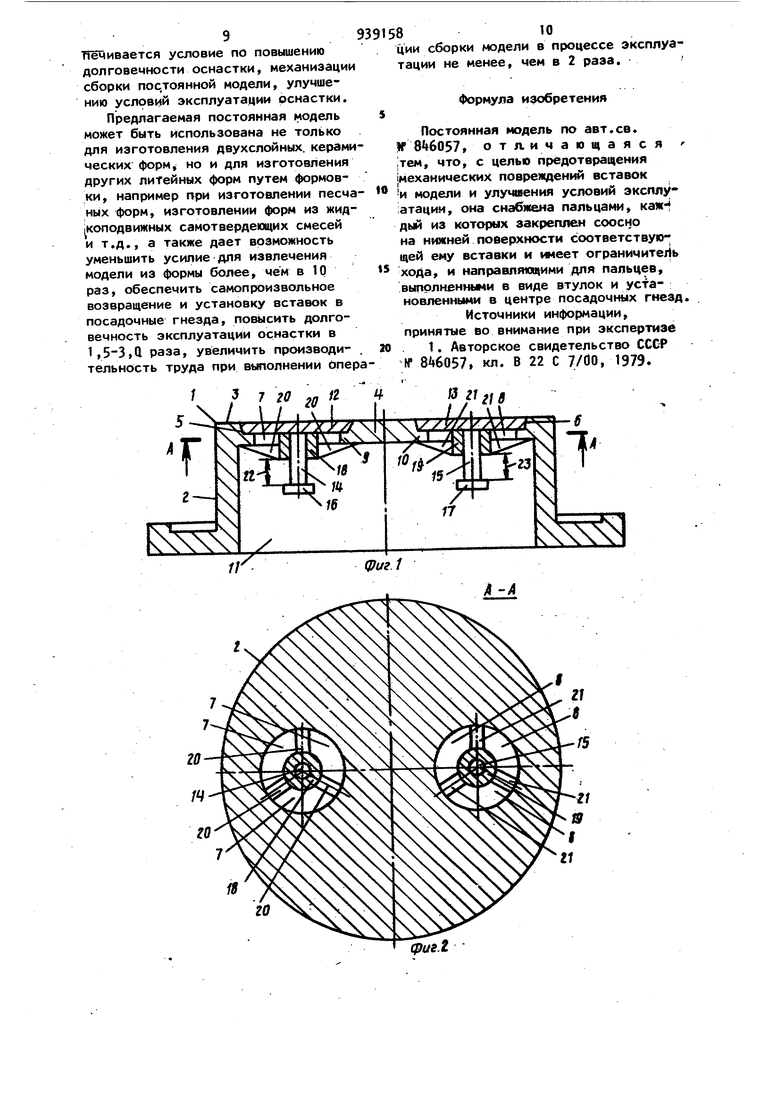
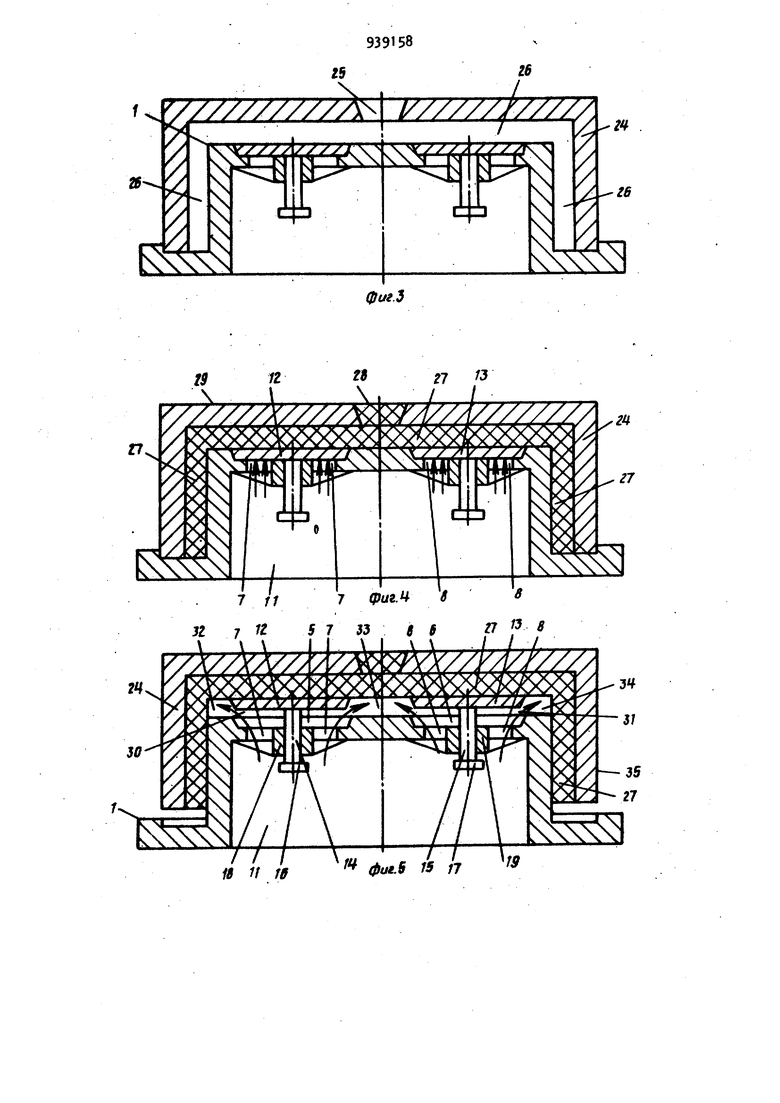
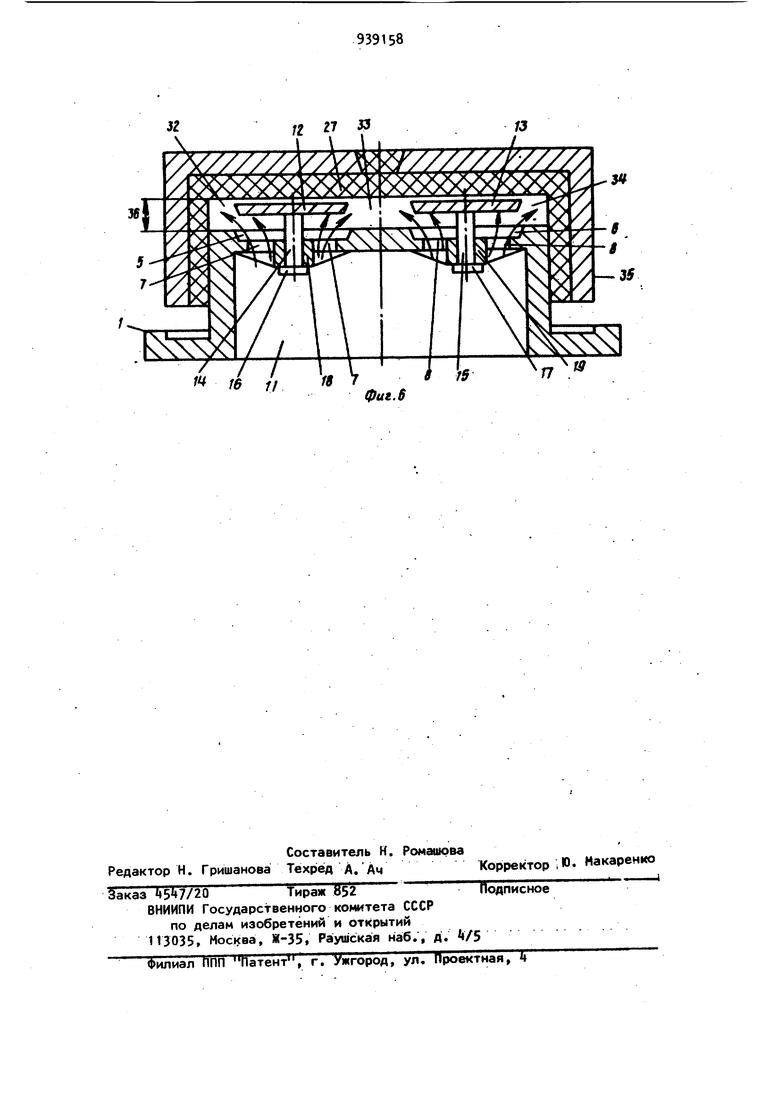
Изобретение относится к литейносу производству, в частности к оснастке для литья в комбинированные двухслойные керамические мы, изготовляемые по постоянным моде rio основному а ВТ. с в. If 8Й6057 известна постоянная модель, имеющая вертикальные и горизонтальные формообразующие поверхности, в которой, с целью предотвращения повреждения облицовочного слоя и умен шения усилия для извлечения модели из формы, стенки модели со стороны горизонтальных формообразующих поверхностей выполнены с посадочны гнездами, снабженными вставками, устанавливаемыми заподлицо с горизонтальными формообразующими повер ностями модели, при этом полости n садочных гнезд соединены с противоположной стороны с атмосферой по редством отверстий, выполненных в стенке модели t1 Недостатком такой постоянной мо дели ЯЕШяется то, что вставки не жеют механической связи с посадочными гнездами, вследствие чего при извлечении модели из формы имеет место свободное падение вставок под действием сил тяготения, в результате происходят механические повреждения как вставок, так и поверхностей стенок модели. Кроме того, при этом отсутствует самопроизвольное, механизированное возвращение вставок в соответствующие посадочные гнезда. Это приводит к преждевременному уменьшению долговечности оснастки, снижению производительности труда и ухудшению условий эксплуатации, так как необходимо часто устранщ механические повреждения и вручную каждый раз собирать и устанавливать вставки в соответствующие посадочные гнезда. Цель изобретения - предотвращение механических повреждений вставок и модели и улучшение условий эксплуа ции. Указанная цель достигается тем, что постоянная модель по авт.св. № 8А6057 снабжена пальцами, каждый из которых закреплен соосно на нижней поверхности соответствую щей ему вставки и имеет ограничитель хода, и направляющими для пал цев, выполненными в виде втулок и установленными в Центре посадочных гнезд. На фиг.1 изображена постоянная модель в собранном виде, вертикаль но-осёвой разрез; на фиг.2 - разрез А-А на фиг.1 горизонтальной плоскостью на уровне донных отверс тий посадочных гнезд горизонтальной стенкиJ на фиг.З - вертикально-осевой разрез постоянной модели в собранном виде совместно с устано ленным на модель корпусом формы до нанесения слоя керамики;на фмг. то же, с корпусом формы после нане сения облицовочного слоя керамики; на фиг.5 - вертикально-осевой разрез постоянной модели и корпуса формы, облицованного слоем керами ки, в период первоначального извле чения постоянной модели из ф(|рмы; на фиг.6 - вертикально-осевой разрез постоянной модели в собранном виде совместно с корпусом формы, облицованного.слоем керамики, в пе риод отрыва вставок от слоя керами Постоянная модель 1 имеет вертикальные формообразующие поверхности 2 и горизонтальные формообразующие поверхности 3, стенка 4 со стороны горизонтальной поверхности 3 снабжена системой посадочных гнезд 5 и 6, полости которых сообщены посредством донных отверстий 7 и 8, вы полненных соответственно в донных стенках 9 и 10 посадочных гнезд 5 и 6 с атмосферой 11, при этом в посадочных гнездах 5 и 6 установлен вставки 12 и 13, воспроизводящие со местно с телом стенки k горизонталь ную формообразующую поверхность 3, вставки 12 и13 со стороны нижних поверхностей имеют пальцы 1 и 15 с торцовыми упорами 16 и 17. Направляющие 18 и 19 закреплены на стенках модели со стороны неформообразующих поверхностей, например, при помощи ребер 20 и 21 (фиг.1 и 2 Пальцы Т« и 15 установлены с возможностью продольно-осевых перемещений в отверстиях направляющих 18 и 19, при этом торцовые упоры 16 и 17 пальцев расположены под направляющими с зазорами между смежг ными торцовыми поверхностями направляющих и упоров, например, с зазором 22 между смежными торцовыми поверхностями направляющей 18 и упора 16, с зазором 23 между смежными торцовыми поверхностями направлякхцей 19 и упора 16, при этом пальцы И и 15 и отверстия соответствующих направляющих 18 и 19 ориентированы соосно. Сквозные отверстия 7 и 8 предназначены для поступления воздуха из атмосферы 11 сквозь зазоры между телом горизонтальной стенки Ч и вставками 12 и 13 в посадочнь1х гнездах 5 и 6 в полости формы, возникающие в процессе извлечения модели 1 из формы между границами соприкосновения (контакта рабочих поверхностей облицовочного слоя керамики и горизонтальных формообразующих поверхностей модели. Посадочные гнезда 5 и 6 и соответствующие им вставки 12 и 13 выполнены в виде усеченных конусов, обращенных большими основаниями в сторону горизонтальных формообразующих поверхностей 3 модели 1, при этом между коническими поверхностями вставок 12 и 13 и коническими поверхностями посадочных гнезд 5 и 6 предусматривают зазоры в пределах долей миллиметра, например 0,05-0,2 мм, а тело стенок вставок 12 и 13 изготовляют утоненным по сравнению с толщи ной тела горизонтальной стенки k,. благодаря чему достигается легкость сборки-разборки модели, удобство эксплуатации, надежность работы оснастки. Посадочные гнезда 5 и 6 и вставки 12 и 13 могут быть выполнены в другом виде, например в виде цилиндров, но тогда для проникновения воздуха из окружающей среды в полости между границами контакта рабочих поверхностей слоя керамики и горизонтальных формообразующих поверхностей 3 модели 1 потребуется в первоначальный период извлечения модели из формы большой (на величину толщины цилиндрических вставок ход - перемещение модели относительно слоя керамики, для чего необходимо прикладывать большое усилие для 5 подрыва модели, при этом имеет мест повышенная деформация слоя керамики Для нанесения слоя керамики уста навливают в посадочную выточку в донной части модели 1 корпус формы Z с заливочным отверстием 25, в ре зультате чего между формообразующим вертикальными и горизонтальными поверхностями модели 1 и внутренними (подвергающимися облицовке) поверх ностями корпуса формы 2k образуются полости-зазоры 26, соответствующие по конфигурации и толщине слою кера мики Сфиг.З) I Облицовку корпуса формы 24 осуществляют путем заполнения прлостей aaiaopoB 26 жидкоподвижной керамикой 27вводом через заливочное отверсти 25 в таком количестве, чтобы уровен 28керамики 27 в заливочном отверс.тии 25 сравнялся с внешней поверхностью 29 корпуса формы 2k фиг.З и ).. Перед нанесением керамики 27 |формооьразующие вертикальнее и горизонтальные поверхности модели 1 подвергают нанесению тончайшего слоя разделительной смазки, например, из 90% бензина и 10% парафина с целью улучшения условий отделения слоя керамики от модели. После заливки и затвердевания слоя керамики 27 на внутренние нерабочие поверхности элементов модели 1 со стороны окружающей среды воздействует атмосферное давление (равное приблизительно 1 кгс/см X На конические вставки 12и 13 атмосферное давление воздействует на донные поверхности со стороны сквозных отверстий 7 и 8 (а фигЛ - воздействие атмосферного давления на донные стенки вставок 12 и 13 показано условно в виде пар параллельных вертикальных стенок, обращенных остриями к донными поверхностям), при этом величины усилий, которые воздействуют на вставки 12 и 13 и прижимают их к слою керамики 27, равны произведениям величин атмосферного давле ния на величины площадей контакта воздуха с донными поверхностями вставок (величины контактоввоздуха с донными поверхностями вставок 12 138 первоначальный -момент извлечения модели 1 из формы приблизитель86но равны величинам площадей поперечг ных сечений сквозных отверстий 7 и 8) . В первоначальный момент извлечения модели 1 из формы (слой керамики 27 в этот период находится в резинообразном состоянии вставки 12 и 13 выходят из посадочных гнезд 5 и 6 и удерживаются на поверхности слоя керамики 27, так как в это время со стороны внешних поверхностей на них воздействует атмосферное . давление, а контактирующие поверхности больших оснований конических вставок и слоя керамики плотно сцеплены в силу того, что между ними отсутствует воздух, т.е. по границам контактов больших оснований вставок и слоев керамики практически имеет место состояние вакуума по той причине, что в это время слой керамики 27 газонепроницаем (фиг. S). Газонепроницаемость усиливается еще больше, когда применяют металлические корпуса с цельной стенкой, в которой отсутствуют сквозные отверстия, так как газопроницаемость в этом случае практически приближается к нулю. При извлечении модели 1 из формы в первоначальный период выходящие из посадочных гнезд вставки 12 и 13.одновременно увлекают с собой пальцы k и 15, которые в направляющих 18 и 19 перемещаются вертикально снизу вверх, при этом упоры 1б и 17 приближаются к направляющим 18 и 19, при этом зазоры 22 и 23 между смежными торцовыми поверхнос-. тями упоров 16 и 17 и направляющих 18 и 19 уменьшаются (фиг.1 и 5). При проектировании конструкции модели 1 необходимо учитывать то обстоятельство, что суммарная масса вставок 12 и 13 с соответствующими пальцами 1 и 15 и упорами 16 и 17 должна быть меньше прижимающего атмосферного усилия, а это достигается соотношением величин суммарной массы вышеуказанных деталей и площадей поперечных сечений сквозных отверстий 7 и 8, которые должны быть достаточно большими. Например, при массе 1 кг вставок 12 и 13 с соответствующими пальцами 14 и 15 и упорами 16 и 17 величины площадей поперечных сечений соответствующих отверстий 7 и 8 должны быть более 1 см , так как при этом прижимающее атмосферное усилие будет более 1 кгс в частности при величине площади по, перечного сечения в 5 см прижимающее атмосферное усилие будет составлять 5 кгс О атм X 5 см 5 кгс). Необходимо также учитывать в расчетах силы трения в трущихся парах, например, между пальцами Н и 15 и соответствующими направляющими 18 и 19. Для уменьшения сил трения в трущихся парах необходима повышенная точность изготовления этих элементов модели, чистота поверхностей сопряженных поверхностей, смазка трущихся поверхностей. В результате выхода вставок 12 и 1 3 из посадочных гнезд 5 и 6 образуются зазоры 30. и 31 между стенками посадочных гнезд 5 и 6 и стенками вставок 12 и 13, вследствие чего JQ воздух из атмосферы 11 через сквоз ные отверстия 7 и 8,полости посадочных гнезд 5 и 6 и зазоры 30 и 31 поступает в полости 32-3, возникающие между формообразующими поверхнос- 25 тями модели и рабочими поверхностями слоя керамики в процессе извлечения модели 1 из формы 35, причем поступ ление воздуха в полости 32-3 перво-г начально начинает происходить когда смещение модели 1 относитель|1о формы 35 составляет ничтожно малую линейну величину (тысячные доли миллиметра и менее), Следовательно, уже на начальной стадии извлечения модели 1 .из формы 35 обеспечивается надежное поступление воздуха в полости 32-3 и этим самым обеспечивается предотвращение образования вакуума между горизонтальными формообразую щими поверхностями модели и соответствующими горизонтальными рабочими поверхностями слоя керамики. Благодаря этому эффекту усилие, прилагаемое к модели в первоначальный период извлечения, т.е. усилие подрыва , возможно уменьшить более, чем в 10 раз, при этом отсутствует (благодаря предупреждению предотвращения возникновения вакуума между моделью и слоем керамики) увлечение МО делью горизонтальных слоев керамики, в силу чего предупреждаются отрывы,раз рывы, деформация рабочих слоев керамики, достигается возможность получе ния двухслойных литейных форм с повышенным качеством рабочих поверхностей со стороны облицовочного слоя керамики, в силу чего обеспечиваются благоприятные условия по получению отливок повышенного качества, имеющих более точные геометрические размеры и улучшенную чистоту поверхностей . . После первоначального периода (периода подрыва) дальнейший процесс извлечения модели 1 из формы 35 происходит свободно, без приложения больших усилий, так как дальнейшее извлечение модели 1 связано только с преодолением усилий сопротивления, возникающих при трении вертикальных поверхностей модели и слоя керамики 27 (фиг.5}В последующем процессе извлечения модели 1 из формы 35, когда величина смещения 36 модели и формы 35 относительно друг друга правысит величину зазоров 22 и 23 (определяющих величины свободных ходов пальцев Tt и 15 в соответствующих направляющих 18 и Э), происходит отделение вставок 12 и 13 от поверхности горизонтального слоя керамики 27, так как дальнейшему продольноосевому перемещению снизу вверх пальцев в направляющих препятствуют упоры 16 и 17, а сила сцепления вставок 12 и 13 с поверхностью керамики на этой стадии незначительная в связи с тем, что в полостях 32-3 между горизонтальными поверхностями модели и слоя керамики уже ликвидирован вакуум фиг о6 В процессе дальнейшего извлечения модели из формы происходит опускание вставок 12 и 13 сверху вниз под воздействием сил тяготения, однако опускание протекает замедленно, мягко, так как силам тяготения противодействуют силы трения пальцев It и 15 в направляющих 18 и 19 и потоков воздуха, продолжающего поступать в полости 32-3 через донные отверстия 7 и 8, полости посадочных гнезд 5 и 6. После окончательного извлечения модели из формы происходит самопроизвольное опускание вставок 12 и 13 и самоустановка последних в по;садочных гнездах 5 и 6 в исходное положение под воздействием сил тяготения, при этом предотвращается свободное, отделенное от модели, падение вставок, следовательно, предугфеждается возможность механических повреждений как вставок, так и моделей, благодаря чему обесТтёчивается условие по повышению долговечности оснастки, механизаци сборки постоянной модели, улучшению условий эксплуатации оснастки. Предлагаемая постоянная модель может быть Использована не только для изготовления двухслойных, керам ческих форм но и для изготовления других литейных форм путем формовки, например при изготовлении песч ных форм, изготовлении из жид коподвижных самотвердеющих смесей и т.д., а также дает возможность уменьшить усилие для извлечения модели из формы более, чём в IQ раз, обеспечить самопроизвольное возвращение и установку вставок в посадочные гнезда, повысить долговечность эксплуатации оснастки в 1,5-3,Q раза, увеличить производительность труда при выполнении опе l 5:Slx
19
го 0)иг 1
A-A
cpue.t 810 ции сборки модели в процессе эксплуатации не менее, чем в 2 раза. Формула изобретения Постоянная модель по авт.се. W B(QS, отл,ичающаяся ;Тем, что, с целью предотвращения механических повреждений вставок и модели и улучшения условий эксплу :атацин, она снабжена пальцами, какЧ дый из которых закреплен соосно на поверхности соответствую щей ему вставки и имеет ограничитесь хода, и направляющими для пальцев, выполненными в виде втулок и ycfa- : новленными в центре посадочных гнезд. Источники информации, принятые во внимание при экспертизе t. Авторское свидетельство СССР , кл. В 22 С 7/00, 1979. b
19 7 ii7 фигЛ 8 Л 7 It 5 7 33 t f
16 ti фмЛ IS 17 13 фиг. 6
