V .
Изобретение относится к отрасли литейного производства, в частности для изготовления газифицируемых литейных моделей.
Известен способ изготовления газифицируемых моделей, заключащийся. в том, что гранулы полистирола предварительно вспенивают, выдерживают на воздухе для созревания (кондиционирования) , загружают в пресс-.форму и обрабатывают паром для спекания 1 .
Недостаток этого способа в том, что не используется полностью вспенивающая активность гранул, которая обеспечивает повышение качества пенополистироловых гази(| ицируемых моделей с одновременным снижением их объемного веса.
Наиболее близким-по технической сущности и достигаемому результату является способ изготовления изделий из пенополистирола, включающий подпрессовку предварительно вспененных гранул в замкнутом объеме 2.
Этот способ позволяет повысить вспенивающую активность гранул, что не дает возможности определить величину давления газа внутри гранул при их подпрессовке для выбора оптимальной технологии изготовления каче(:твенных газифицируемых моделей.
10
Указанный способ осуществляется устройством для изготовления газифицируемой модели, содержащим емкость для предварительно вспененных нул и прессовую плиту, которая
размещена на крышке емкости, и с помощью которой осуществляется подпрессовка гранул,
Цель изобретения - улучшение качества поверхности модели за счет предотвращения неспаев между грану-t лани.
Поставленная цель достигается тем, что в способе изготовления газифицируемой модели, включающем подпрессовку гранул в замкнутом объеме, операцию подпрессовки гранул осуществляют после погружения их в жидкую среду давлением 0,231,26 кгс/см до достижения внутри гранул давления 1,001-1,53 атм.
Указанный способ достигается устройством для изготовления газифи-; цируемой модели, содержащим емкость для предварительно вспененных грану/1 и прессовую плиту и снабженным перфорированной емкостью, которая установлена с зазором внутри обечайк с мерной трубкой и фиксаторами и на наружной поверхности которой выполнены пазы под фиксаторы,., а прессовая плита закреплена с помощью съёмного упора в верхней масти емкости и имеет возможность переме|щения в ней, причем обечайка сообщена с мерной трубкой.
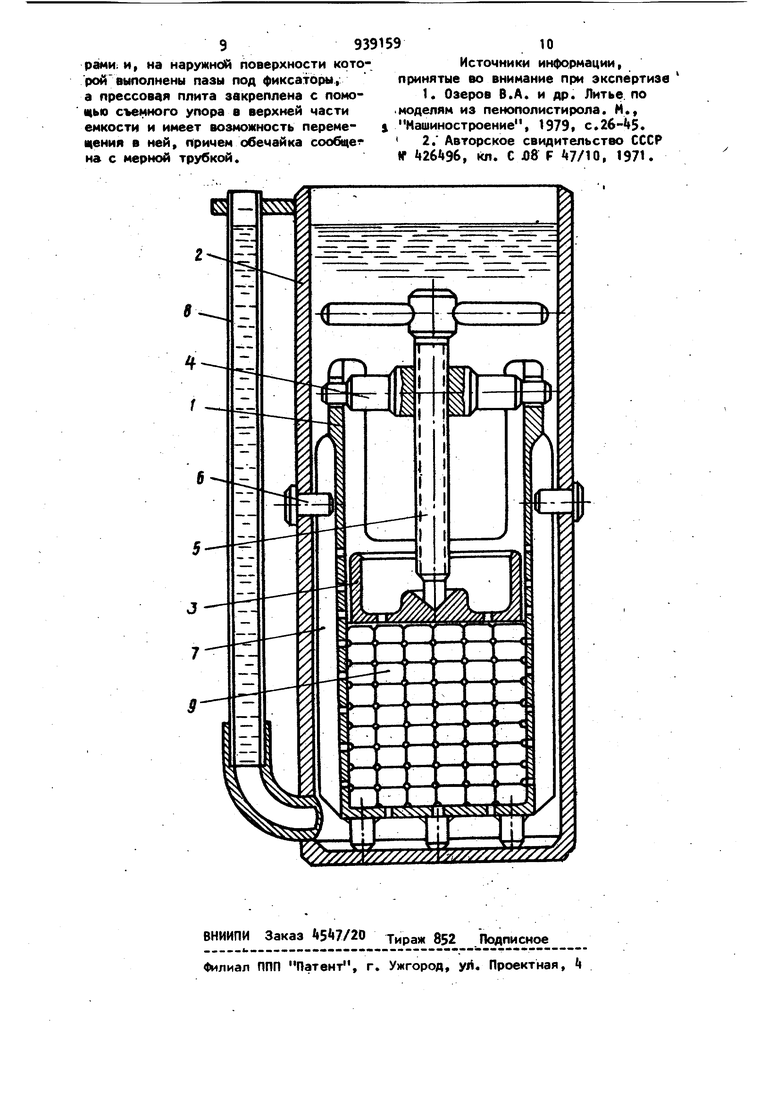
На чертеже представлено устройство, общий вид.
Устройство срдержит емкость 1, поверхность которой перфорирована, обечайку 2, в которой с зазором установлена емкость 1 , и прессов йю колодку 3, которая закреплена с помощью быстросъемного упора в верхней части емкости и механически соединена с приводом ее перемещения, который может быть любым. В данном устройстве колодка 3 перемещается при помощи винта 5.
В обечайке 2 установлены фиксаторы 6, которые входят в пазы 7, выпол ненные на наружной поверхности обечай ки, В нижней части обечайки закреплена мерная трубка 8, которая сообщена с полостью обечайки.
Емкость .1 заполняют предварительно вспененными гранулами 9, устанавливают прессовую колодку 3, съемный упор k с винтом 5 и помещают в обечайку 2, заполненную водой так, что-, бы ypqBeHb воды был выше устройства. Первоначальный объем помещенных в емкость 1 гранул определяется по изменению уровня воды в мерной трубке 8 (при этом объем деталей устройства в сборе известен).
После определения первоначального объема порции гранул 9, помещенных в емкость 1, производят их подпрессовку с помощью винта 5 колодкой
3 и определяют величину уменьшения объема гранул по измненению уровня объема гранул по изменению уровня воды в мерной трубке 8.
Вращение винта осуществляют непосредственно в воде специальной вилкой (не показано).
Подставляя данные величины изменения объема гранул в известные формулы вычисляют давление воздуха в ячейках гранул.
I Пример. Предварительно вспененные гранулы 9 полистирола марки пев с исходной размерной фракцией 1,5-2; 2,0-2,5; 2,5-3,0 мм после созревания в течение 72 ч подвергают подпрессовке на 5-55 (через каждые S% от исходного объема.
Изменение объема гранул подпрессовке определяют по изменению уровня воды в мерной трубке 8 из расчета: изменение уровня воды в мерной трубке 8 на 1 деление (1 см) соответствует изменению гранул в перфорированной емкости 1 на 5 см 3 по формуле
Р--Р,
где Р - давление воздуха в ячейках гранул в момент сжатия, кг/см;
Р - атмосферное начальное давление, кг/см ; V - объем воздуха в гранулах,
д - изменение (уменьшение)
воздуха в гранулах вследствие сжатия, см. Исходный объем воздуха в гранулах 9 находят как разницу общего объема гранул минус объем собственно полистирола и изопентана (содержание иаопентана составляет для опробованной партии полистирола t,5).
Исходный объем воздуха в ячейках порции предвспененных гранул, помещенных в емкость 1 устройства, до сжатия составляет (по изменению первоначального уровня воды), см : Для гранул фракции 1,52,0 мм с насыпной плот- ностью 0,018 г/см 107,35 Для гранул фракции 2,02,5 мм с насыпной плотностью 0,017 г/см 106,55 Для гранул фракции 2,53,0 мм с насыпной плотностью 0,016 г/см 108,98
5939159
Результаты измерений давления газа в ячейках гранул в зависимости
от степени их сжатия приведены в табл. 1 и 2,
Таблица 1


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных моделей из полистирола | 1980 |
|
SU933180A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2424865C1 |
| Устройство для изготовления газифицируемых моделей | 1985 |
|
SU1359053A1 |
| Способ изготовления газифицируемых литейных моделей | 1980 |
|
SU910310A1 |
| Установка предварительного вспени-ВАНия пЕНОпОлиСТиРОлА | 1979 |
|
SU821174A1 |
| Устройство для контроля качества предварительно вспененных гранул полистирола | 1985 |
|
SU1337770A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ ВСПЕНЕННОГО ПОЛИСТИРОЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И УЗЕЛ СТАБИЛИЗАЦИИ, ИСПОЛЬЗУЕМЫЙ В ЭТОЙ ЛИНИИ | 2007 |
|
RU2351470C1 |
| МИКРОВОЛНОВОЙ СПОСОБ ВСПЕНИВАНИЯ ГРАНУЛ ПЕНОПОЛИСТИРОЛА | 2010 |
|
RU2446046C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ОТЛИВОК ПРИ ЛИТЬЕ ПО ГАЗИФИЦИРОВАННЫМ МОДЕЛЯМ | 2016 |
|
RU2633806C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ ПЕНОПОЛИСТИРОЛА С ЛЕГИРУЮЩИМИ ДОБАВКАМИ ДЛЯ МЕТАЛЛИЧЕСКОГО ЛИТЬЯ МЕТОДОМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2015 |
|
RU2618995C2 |
рительное
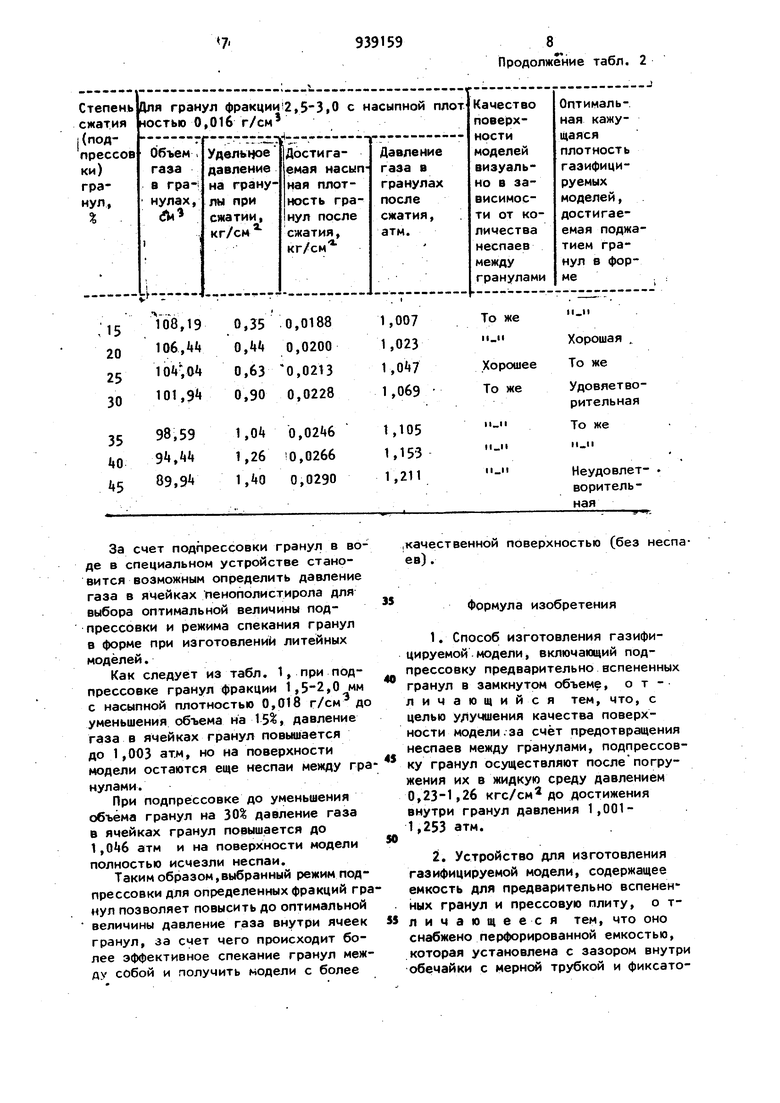
За счет подпрессовки гранул в воде в специальном устройстве становится возможным определить давление газа в ячейках пенополистирола для выбора оптимальной величины подпрессовки и режима спекания гранул в форме при изготовлений литейных моделей.
Как следует из табл. 1, при подпрессовке гранул фракции 1,,0 мм с насыпной плотностью 0,018 г/см до уменьшения объема на t5%, давление газа в ячейках гранул повышается до 1,003 атм, но на поверхности модели остаются еще неспаи между гранулами.
При подпрессовке до уменьшения объёма гранул на 30% давление газа в ячейках гранул повышается до ,Qk6 атм и на поверхности модели полностью исчезли неспаи.
Таким образом,выбранный режим подпрессовки для определенных фракций гранул позволяет повысить до оптимальной величины давление газа внутри ячеек гранул, за счет чего происходит более эффективное спекание гранул между собой и получить модели с более
939159
8 Продолжение табл. 2
.качественной поверхностью (без неслаев).
Формула изобретения
