Изобретение относится к литейному производству, в частности к изготовлению пенополистироловых газифицируемых моделей, и может быть использова- с ются в рабочее положение. Две полуно при изготовлении сложнопрофильных и тонкостенных изделий из пенополис- ;тирола.
Цель изобретения - повьппение качества при изготовлении сложнопрофильных моделей.
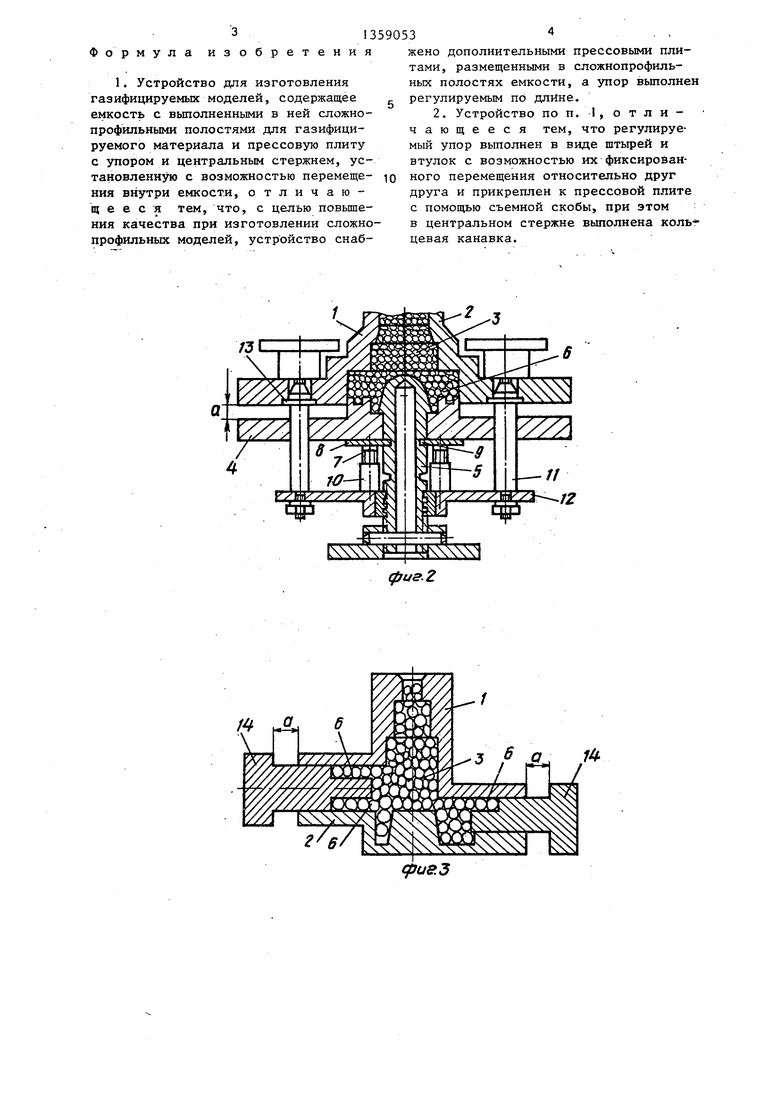
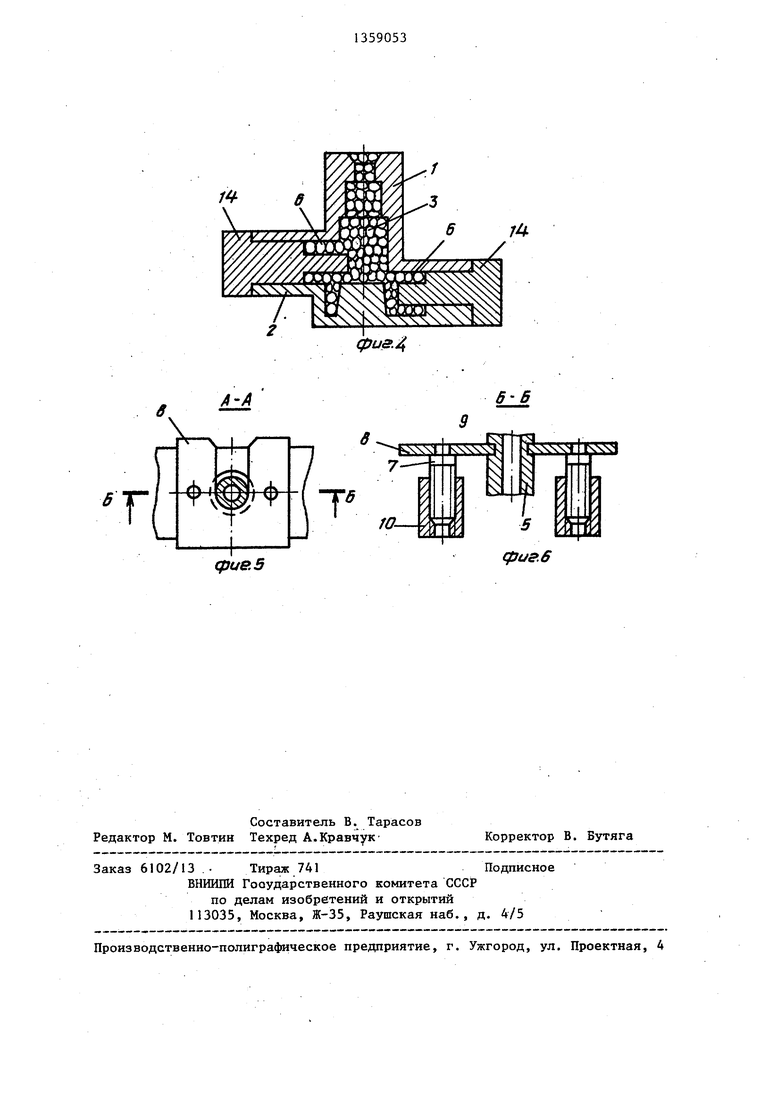
На фиг. 1 изображено устройство после загрузки и поджатия гранул , пенополистирола, общий вид; на фиг. 2 - то же, до поджатия гранул с установленным зазором а; на фиг.З и 4 - варианты исполнения устройства с боковым расположением двух дополнительных прессовых плит в Ьложномуфты 1 и 2, собранные вместе, устанавливаются на опорные части 13 на-. правляющих 11 и фиксируются на них, например, гайками. Емкость 3 формы
10
заполняется предварительно вспененными гранулами пенсполистирола. После заполнения формы производится под- жатие гранул пенополистирола путем поворота стержня 5 вокруг своей оси 15 до смыкания полуформ 1 и.2 с прессовой плитой 4.
Тепловая обработка формы, запол- неннбй гранулами пенополистирола, осуществляется известными способами, профильных частях формы после загруз- 20 .например автоклавным способом тепло- ки и после поджатия гранул пенополис- вой обработки.
тирола; на фиг. 5 и 6 - конструкция После .завершения тепловой обработ- для регулировки зазора формой ки разборка устройства и извлечение и прессовой плитой.готовой пеномодели из формы произУстройство содержит форму, состоя- 25 водится следующим образом. Из кольце- щую из двух полуформ 1 и 2, составляющих емкость 3 для предварительно вспененных гранул, например пенополистирола, и прессовую плиту 4, снаб30
40
женную стержнем 5. , Устройство содержит дополнительные прессовые плиты 4 (фиг. 3 и 4), которые подпрессовывают гранулы и в горизонтальном направлении. Плита 4 установлена с возможностью продольно- gg го перемещения в сложнопрофильной части 6 емкости 3. Кроме того, стержень 5 снабжен упором в виде штыря 7, съемной скобы 8, устанавливаемой в кольцевой канавке 9 стержня 5, и втулкой 10, которая фиксировано перемещается вдоль штыря 7, выполненными в виде, например, винтово.й пары.
Направляющие 1 1 чсестко закреплены на основании 12 и соединены с полуформами 1 и 2 опорными частями 13 j Стержень 5 подвижно соединен, напри- ;мер винтовой парой, с основанием 12. Полуформа 1 содержит дополнительные прессовые плиты 14, которые подпрессовывают гранулы и в горизонтальном направлении.
Устройство работает следующим образом.
В кольцевую канавку 9 стержня 5 устанавливается скоба 8 со штырями 7, втулки 10 за счет винтового соедине ния настраиваются на требуемую технологическую величину зазора а. Поворовой канавки 9 стержня 5 удаляется съемна.я скоба 8, отворачиваются и удаляются гайки с направляющих 1I. Опускается прессовая плита 4 до стыковки с основанием 12, собранные по- лумуфты снимаются с опорных частей 13 направляющих 11, разнимаются по разъему, пеномодель извлекается, а устг ройство собирается в обратном поряд- . ке.
Расположение прессовой плиты в наиболее сложных и тонкостенных сечениях изготавливаемой модели позволяет именно в этих сечениях осуществить гарантированное поджатие гранул пенополистирола различной фракционности, тем самьм улучшить в зтих сечениях качество поверхности модели. 45 Осзществление указанной операции с определенной степенью деформации гранул различной фракционности за счет предварительно зафиксированного зазора обеспечивает отсутствие неспаев при наличии в емкости гранул, отличающихся по габаритам на 1-2 порядка.
50
55
Предлагаемое техническое решение по сравнению с известными обеспечивает повьш1ение качества изготовления пеномоделей с одновременным расширением номенклатуры изготавливаемых деталей; использование гранул широко-го гранулометрического состава.
том стержня 5 до стыковки основания 12 с втулками 10 направляюгдие 1 1 своей опорной частью 3 устанавливамуфты 1 и 2, собранные вместе, устанавливаются на опорные части 13 на-. правляющих 11 и фиксируются на них, например, гайками. Емкость 3 формы
водится следующим образом. Из кольце-
вой канавки 9 стержня 5 удаляется съемна.я скоба 8, отворачиваются и удаляются гайки с направляющих 1I. Опускается прессовая плита 4 до стыковки с основанием 12, собранные по- лумуфты снимаются с опорных частей 13 направляющих 11, разнимаются по разъему, пеномодель извлекается, а устг ройство собирается в обратном поряд- ке.
Расположение прессовой плиты в наиболее сложных и тонкостенных сечениях изготавливаемой модели позволяет именно в этих сечениях осуществить гарантированное поджатие гранул пенополистирола различной фракционности, тем самьм улучшить в зтих сечениях качество поверхности модели. Осзществление указанной операции с определенной степенью деформации гранул различной фракционности за счет предварительно зафиксированного зазора обеспечивает отсутствие неспаев при наличии в емкости гранул, отличающихся по габаритам на 1-2 порядка.
Предлагаемое техническое решение по сравнению с известными обеспечивает повьш1ение качества изготовления пеномоделей с одновременным расширением номенклатуры изготавливаемых деталей; использование гранул широко-f го гранулометрического состава.
Формула изобретения
1. Устройство для изготовления газифицируемых моделей, содержащее емкость с выполненными в ней сложно- профильными полостями для газифицируемого материала и прессовую плиту с упором и центральным стержнем, установленную с возможностью перемещения внутри емкости, отличающее с я тем, что, с целью повьше- ния качества при изготовлении сложно- профильных моделей, устройство снаб
жено дополнительными прессовыми плитами, размещенными в сложнопрофиль- ных полостях емкости, а упор вьтолнен регулируемым по длине.
2, Устройство по п. 1, о т л и - чающееся тем, что регулируемый упор вьтолнен в виде штырей и втулок с возможностью их фиксированного перемещения относительно друг друга и прикреплен к прессовой плите с помощью съемной скобы, при этом : в центральном стержне выполнена коль цевая канавка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоместная пресс-форма для изготовления тонкостенных сложнопрофильных газифицируемых пеномоделей | 1990 |
|
SU1764767A1 |
| Способ изготовления газифицируемой модели и устройство для его осуществления | 1980 |
|
SU939159A1 |
| Способ изготовления моделей из пенополистирола для получения композиционных отливок литьем по газифицируемым моделям | 2020 |
|
RU2745221C1 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО СУХОГО ВСПУЧИВАНИЯ ГРАНУЛ ПОЛИСТИРОЛА | 2010 |
|
RU2444437C1 |
| Устройство для получения пенополистироловых моделей методом теплового удара | 1981 |
|
SU996057A1 |
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2613244C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1983 |
|
SU1103934A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА ИЗ ПЕНОПОЛИСТИРОЛА С ЛЕГИРУЮЩИМИ ДОБАВКАМИ ДЛЯ МЕТАЛЛИЧЕСКОГО ЛИТЬЯ МЕТОДОМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2015 |
|
RU2618995C2 |
Изобретение относится к литейному производству,.в частности к изготовлению пенополистироловых газифицируемых моделей, и может быть использовано при изготовлении сложнопрофильных и тонкостенных изделий из пе- нополистирола. Целью изобретения является повьшение качества при изготовлении сложнопрофильных моделей. Устройство содержит емкость 3 для заполнения газифицируемым материалом и несколько прессовых плит, расположенных в сложнопрофильных частях емкости 3. После заполнения начального объема емкости 3 производится под- прессовка материала путем перемещения прессовых плит внутри емкости 3 до ее конечного объема, что позволяет получить качественные модели, а также использовать гранулы в широком диапазоне их диаметров. Упор прессовой плиты 4 выполнен в виде съемной скобы 8, на которой закреплены штыри 7 и втулки 10, с помощью которых производится регулирование первоначального, объема емкости 3. 1 з.п. ф-лы, 6 ил. I (Л I САд сд со о О1 со фие.1
;зС
XE
fZ
L Vi -j-Ji f Vt .2
14
сриаЗ
А А
фиг. 4
б В
ч
v
Т
в
ICsVC
Л7-и
дзие.5
Составитель В. Тарасов Редактор М. Товтин Техред А,Кравчук
Заказ 6102/13 .- Тираж 741Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
дзиг.6
Корректор В. Бутяга
| Устройство для изготовления литейных газифицируемых моделей | 1980 |
|
SU908475A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления газифицируемой модели и устройство для его осуществления | 1980 |
|
SU939159A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
