Изобретение относится к автоматизации технологических процессов и может быть использовано в производстве листовых полимерных материалов.
Известна система управления процессом получения листового полимерного материала, содержащая блок регулирования мощности нагревателя, вход которого соединен с датчиком температуры листового полимерного материала t П
Известная система обладает ограниченными возможностями в отношении повышения точности стабилизации размеров листового материала из-за наличия напряжений, имеющихся в переработанном материале.
Наиболее близкой из известных систем по технической сущности и базовым объектом является система управления процессом получения листового полимерного материала, содержащее датчик температуры и датчик напряжения листового материала, выходы которых соединены с входом блока регулирования мощности нагревателя, при этом выход блока регулирования мощности нагревателя соединен с входом нагревателя, приводной двигатель 2.
Температура тепловой обработки листового полимерного материала oi- раничивается некоторыми предельными значениями (например, для резиновых листов это 80-90 с) превышение которых вызывает вытяжку и обрывы листов . При достижении предельной температуры преобразователь нагревательного узла отключает нагревательные элементы даже 8 том случае, если с датчика напряжений поступает сигнал о наличии напряжений в листе.
Недостаток известной системы заключается в. следующем. Конструкция отборочного узла технологического устройства позволяет с помощъю блока изменения скорости движения транспортера устанавливать определенное постоянное для данного материала и режима переработки соотношение скоростей движения рабочих органов формующего узла, например, валков каландра и отборочного транспортера, но не обеспечивает своевременного понижения скорости движения отборочного транспортера и регулирования скорости движения транспортера взависимости от величины остаточных напряжений в том случае, когда температура нагревательных барабанов достигает предель ного значения и нагреватели отключаются, а напряжения в листовом полимерном материале сняты не полностью. По этой причине известная система не обеспечивает полного снятия остаточных напряжений в процессе усадки листового полимерного материала ив то же время не допускается образования свободной петли перед отборочным транспортером.
Цель изобретения - повышение точности стабилизации размеров листового материала.
Указанная цель достигается тем, что система управления процессом получения листового полимерного материала, содержащая датчик температуры и датчик напряжения листового материала , выходы которых соединены с входом блока регулирования мощности нагревателя, при этом выход блока регулирования мощности нагревателя соедииен с входом нагревателя, приводной двигатель, снабжена блоком регулирования частоты вращения вала приводного двигателя, причем входы блока регулирования частоты вращения вала пииводного двигателя соединены с выходами датчика напряжения и датчика температуры листового материала, а его выход с входом приводного двигателя .
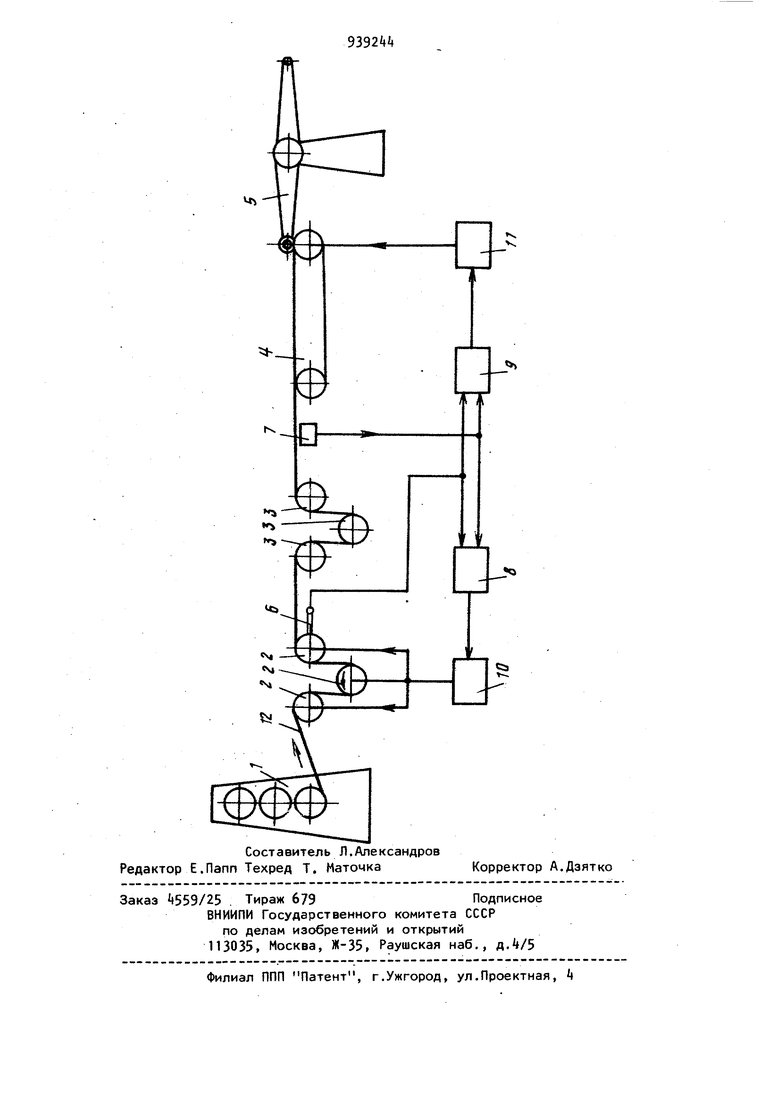
На чертеже изображена блок-схема предлагаемой системы управления процессом получения листового полимерного материала.
Система управления процессом получения листового полимерного материала содержит формующий узел, например каландр 1, обогреваемые барабаны 2, холодильные барабаны 3, транспортер k, закаточный узел 5. Выходы датчика 6 температуры, установленного на одном из обогреваемых барабанов 2, и датчика 7 напряжений, установленного на раме транспортера соединены с блоком 8 регулирования мощности нагревателя и блоком 9 регулирования частоты вращения вала приводного двигателя. Выход блока 8 регулирования мощности нагревателя соединен с нагревателем 10, а выход блока 9 регулирования частоты вращения вала приводного двигателя 11 соединен с приводным двигателем 11, который кинематически связан с обогреваемыми барабанами 2, холодильными барабанами 3 и транспортером для обеспечения отбора листового полимерного материала 12 от каландра 1 и к закаточному узлу 5.
Система управления процессом получения листового полимерного материала работает следующим образом.
Листовой полимерный материал 12 после выхода из каландра 1 поступает на обогреваемые барабаны 2, затем на холодильные барабаны 3 и по транспортеру k поступает на закаточный узел 5. Датчик 7 напряжений непрерывно падает сигнал, величина которого пропорциональна величине напряжений в листовом полимерном материале 12, на блок 8 регулирования мощности нагревателя и на блок 9 регулирования частоты вращения вала приводного двигателя. При повышении напряжений в листовом полимерном материале 12 блок 8 регулирования мощности нагревателя пропорционально сигналу с датчика 7 напряжений подает команду на увеличение мощности нагревателя 10, в результате температура обогреваемых барабанов 2 повышается.
Таким образом, если напряжение, измеряемое датчиком 7 напряжений увеличивается, то через блок 8 регулирования мощности нагревателя пропорционально увеличивается мощность нагревателя 10 и температура обогреваемых барабанов 2, и если напряжение, измеряемое датчиком 7 напряжений уменьшается, пропорционально уменьшается и температура обогреваемых барабанов 2.
Датчик 6 температуры непрерывно измеряет температуру одного из обогреваемых барабанов 2 и подает сигнал на блок 8 регулирования мощности нагревателя и блок 9 регулирования частоты вращения вала приводного двигателя.В этом случае, когда температура обогреваемых барабанов 2 достигает предельного, заранее заданного значения, по сигналу датчика 6 температуры блок 8 регулирования мощности нагревателя подает команду об отключении нагревателей 10, а блок 9 регулирования частоты вращения вала приводного двигателя одновременно, пропорционально сигналу с датчика 7 напряжений, подает команду об изменении частоты вращения на приводной двигатель 11, вследствие которой транспортер А, обогреваемые барабаны 2 и холодильные барабаны 3 начинают двигаться со скоростью, меньшей скорости вращения валков каландра 1, В дальнейшем блок 5
9 регулирования частоты вращения вала приводного двигателя обеспечивает изменение частоты вращения вала приводного двигателя 11, пропорциональное величине напряжений в листовом полимерном материале 12, регистрируемых датчиком 7 напряжений.
Блок 9 регулирования частоты вращения вала приводного двигателя подает команду на приведение частоты вращения вала приводного двигателя 11 к нормальной, т.е. соответствующей скорости каландрования, в двух случаях: когда напряжения в листовом полимерном материале 12 полностью сняты (об этом сигнализирует датчик 7 напряжений) , или когда температура обогреваемых барабанов 2 опускается ниже предельного значения (об этом сигнализирует датчик 6 температуры). В последнем случае оставшиеся напряжения снимаются с помощью тепловой обработки на обогреваемых барабанах 2.
В результате экспериментальных испытаний, проведенных на каландровом
агрегате, оснащенном описываемой системой управления процессом получения листового полимерного материала, установлено, что использование изобретения может обеспечить повышение раэмерного качестба листового полимерного материала за счет уменьшения усадки листового полимерного материала и увеличения стабильности его калибра.
Формула изобретения
CiicTeMa управления процессом получения листового полимерного материала.
чик напряжения листового материала, выходы которых соединены с входом блока регулирования мощности нагревателя, при этом выход блока регулирования мсицности нагревателя соедине с входом нагревателя, приводной двигатель, отличающаяся тем, что, с целью повышения точности стабилизации размеров листового материала, она снабжена блоком регулирования частоты вращения вала пригодного двигателя, причем входы блока регулирования частоты вращения вала приводного двигателя соединены с выходами датчика напряжения и датчика температуры листового материала, а его выход с входом приводного двигателя.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ fP 123Э80, кл. 39 а, 37/3, опублик.Г9б7.
2.Авторское свидетельство СССР
If , кл. В 29 D 7/2, 1975 (прототип) . содержащая датчик температуры и дат
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ ДИАГОНАЛЬНО-РЕЗАТЕЛЬНАЯ МАШИНА | 1970 |
|
SU274352A1 |
| Агрегат для изготовления заготовок протекторов велосипедных покрышек | 1973 |
|
SU504667A1 |
| Агрегат для наложения резиновых прослоек | 1987 |
|
SU1452703A1 |
| Устройство для раскроя и стыковки обрезиненного полотна | 1986 |
|
SU1407845A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ПОЛИМЕРНОГО ПОЛОТНА НА ВОЗДУШНОЙ ПРОСЛОЙКЕ | 2003 |
|
RU2273531C2 |
| Прессовая барабанная установка для производства рулонной искусственной кожи, например, на трикотажной основе | 1961 |
|
SU143502A1 |
| Машина для диагональной резки прорезиненного корда и других тканевых материалов | 1939 |
|
SU64393A1 |
| Устройство для регулирования толщины пленки | 1983 |
|
SU1168906A1 |
| Агрегат для наложения полосового материала на сборочный барабан | 1988 |
|
SU1578026A1 |
| Устройство для подачи табака к табакорезальным машинам | 1980 |
|
SU1151191A3 |