Изобретение относится к переработке полимерного материала и может быть использовано для сортировки полосового полимерного материала (например, протекторного полотна).
Известно устройство для сортировки гибкого дискретного листового материала на воздушной прослойке [Битюков В.К., Броднев Г.А., Колодежнов В.Н., Шапиро Ю.В. Сортировка гибкого листового материала на воздушной прослойке. - Механизация и автоматизация производства. 1985 г., №5. С.27-28]. Недостатком данного технического решения является практическая невозможность организации сортировки непрерывного полимерного полотна. Кроме того, известная схема сортировки предполагает наличие механического контакта отсекающих элементов по всей длине листового материала, что недопустимо для прецизионных легко деформируемых полимерных профилей.
Техническим результатом изобретения является расширение технологических возможностей устройства и повышение его надежности.
Для достижения технического результата устройство для сортировки полимерного полотна на воздушной прослойке содержит пневмоконвейер. В конце, по ходу движения полимерного полотна, пневмоконвейер оборудован блоком отборочных приводных ленточных транспортеров. Оси приводных барабанов транспортеров расположены друг за другом и лежат в одной плоскости, которая находится под варьируемым углом к плоскости несущей поверхности пневмоконвейера.
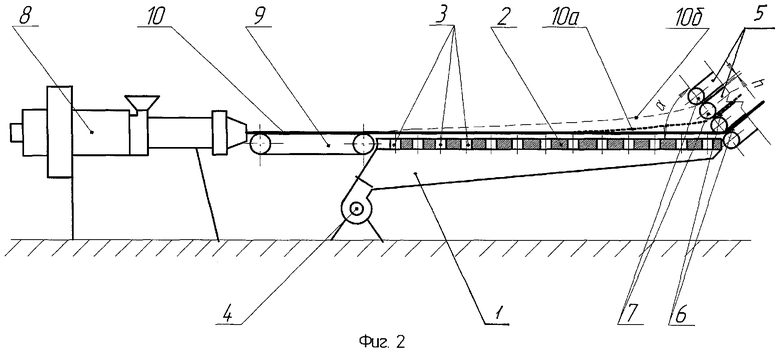
На фиг.1 изображен общий вид устройства; на фиг.2 - устройство в работе.
Устройство для сортировки полимерного полотна на воздушной прослойке содержит пневмоконвейер, камера повышенного давления 1 которого снабжена плоской верхней крышкой 2 с равномерной сквозной перфорацией 3 (см. фиг.1). Камера 1 соединена с пневмосистемой 4 (например, вентилятор), расход рабочей среды которой фиксирован. В конце, по ходу движения полимерного полотна, пневмоконвейер оборудован блоком отборочных приводных ленточных транспортеров 5 с зазором 6 друг относительно друга на величину h, причем величина h больше максимальной толщины полотна из всего ассортимента. Оси приводных барабанов 7 транспортеров 5 расположены друг за другом и лежат в одной плоскости, которая находится под варьируемым углом а к плоскости крышки 2. При необходимости зазор 6 между ленточными транспортерами 5 может быть выставлен на определенную величину h, например реечными парами (на фиг.1 не показано).
Работа описываемого устройства пояснена на примере включения его в поточную линию производства протекторов шинной промышленности, содержащей шприц-машину 8, приемный транспортер 9, пневмоконвейер и блок отборочных транспортеров 5 (см. фиг.2).
Устройство работает следующим образом.
Полотно 10 протекторной ленты регламентированного типоразмера из головки шприц-машины 8 поступает на приемный транспортер 9. В камеру 1 повышенного давления из пневмосистемы 4 нагнетается сжатый воздух. При этом, проходя через отверстия 3 плоской крышки 2, воздух попадает под протекторное полотно 10 и создает здесь воздушную прослойку. Поскольку расход воздуха постоянен (например, предварительно редуцирован), то под динамическим воздействием струй воздуха величина прослойки увеличивается по ходу движения ленточного полимерного материала 10. На конечном участке пневмоконвейера край протектора 10 поднимается на воздушной прослойке на величину, которая соответствует высоте начала приемной плоскости конкретного отборочного ленточного транспортера 5 блока. Так как линейные скорости приемного транспортера 9 и каждого приводного барабана 7 заранее согласованы, то профиль протекторного полотна 10 не претерпевает деформаций.
Далее, после сортировки, протектор поступает на смежные технологические операции (на фиг.2 не показаны), конечную сборку конкретного типа автопокрышки или складирование.
Предварительно выставленная величина h зазора 6 между лентами транспортера 5 больше, чем максимальная толщина протектора 10 из всего ассортимента типоразмеров заготовок, которые предполагается выпускать на данной поточной линии. Последнее обстоятельство позволяет исключить механический контакт поверхности резинового профиля 10 с соседним ленточным транспортером 5 блока.
При переходе на другой типоразмер профиля, например с меньшим удельным весом, под протекторным полотном 10-А (на фиг.2 показано пунктирной линией) создается воздушная прослойка большей величины. В этом случае край протектора 10-А ориентируется на большую высоту начала приемной плоскости соответствующего отборочного транспортера 5 блока. Далее, после сортировки и необходимой технологической обработки протектор 10-А поступает на сборку другого типа автопокрышки.
При переходе на другой типоразмер профиля, например с еще меньшим удельным весом, под протекторным полотном 10-Б (на фиг.2 показано тонкой пунктирной линией) создается воздушная прослойка большей величины. В этом случае край протектора 10-Б ориентируется на большую высоту начала приемной плоскости соответствующего отборочного транспортера 5 блока. Далее, после сортировки и необходимой технологической обработки протектор 10-Б поступает на сборку другого типа автопокрышки.
При этом наклонное исполнение блока ленточных транспортеров 5, возможность регулирования угла наклона α позволяют свести к минимуму торцевое истечение воздуха из прослойки. Тем самым создаются благоприятные условия повышения степени избирательности протектором 10 соответствующего уровня ленточного отборочного транспортера 5.
Т.к. оси приводных барабанов 7 транспортеров 5 блока расположены друг за другом и лежат в одной плоскости, то исключается возможность отбора протектора "чужим" ленточным транспортером.
Предложенное техническое решение позволяет организовать идентификацию протекторного профиля по типоразмеру (удельному весу) с последующей сортировкой бесконтактно на воздушной прослойке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЗВЕШИВАНИЯ ЛЕНТОЧНОГО МАТЕРИАЛА | 1992 |
|
RU2039944C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1993 |
|
RU2045407C1 |
| Устройство для термообработки ленточного полимерного материала | 1989 |
|
SU1713813A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ПРОТЕКТОРНОГО ПОЛОТНА | 2000 |
|
RU2194954C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КЛЕЕВОГО ПОКРЫТИЯ НА ЗАГОТОВКИ ПРОТЕКТОРОВ | 2002 |
|
RU2211143C1 |
| Устройство для изготовления профилированных резиновых заготовок | 1990 |
|
SU1712185A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 2000 |
|
RU2188128C2 |
| Агрегат для изготовления заготовок протекторов велосипедных покрышек | 1973 |
|
SU504667A1 |
| ПНЕВМАТИЧЕСКИЙ СЕПАРИРУЮЩИЙ ЛОТОК | 1999 |
|
RU2149714C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ЛЕНТОЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 1996 |
|
RU2098270C1 |
Изобретение относится к переработке полимерного материала и может быть использовано для сортировки полосового полимерного материала (например, протекторного полотна). Устройство для сортировки полимерного полотна на воздушной прослойке содержит пневмоконвейер, камера повышенного давления которого соединена с пневмосистемой нагнетания воздуха и имеет плоскую верхнюю крышку с равномерной сквозной перфорацией. При этом в конце, по ходу движения полимерного полотна, конвейер снабжен блоком отборочных приводных ленточных транспортеров, установленных с варьируемым зазором друг относительно друга на величину h, причем величина h больше максимальной толщины полотна из всего ассортимента, а приводные барабаны транспортеров расположены под варьируемым углом α к плоскости крышки. Технический результат - расширение технологических возможностей устройства и повышение его надежности. 2 ил.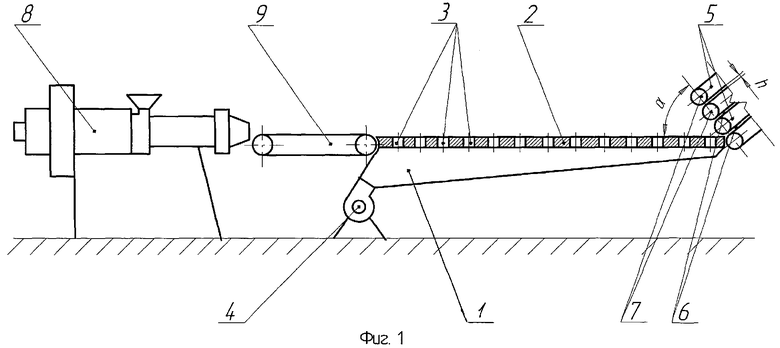
Устройство для сортировки полимерного полотна на воздушной прослойке, содержащее пневмоконвейер, камера повышенного давления которого соединена с пневмосистемой нагнетания воздуха, снабжена плоской верхней крышкой с равномерной сквозной перфорацией, отличающееся тем, что в конце по ходу движения полимерного полотна пневмоконвейер снабжен блоком отборочных приводных ленточных транспортеров с варьируемым зазором относительно друг друга на величину h, причем величина h больше максимальной толщины полотна из всего ассортимента, а приводные барабаны транспортеров расположены под варьируемым углом α к плоскости крышки.
| БИТЮКОВ В.К | |||
| и др | |||
| Сортировка гибкого листового материала на воздушной прослойке | |||
| Механизация и автоматизация производства | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |

