Изобретение относится к химическому машиностроению, в частности к экструзионному оборудованию для изготовления заготовок плоских профилей автомобильных шин из различных резиновых смесей.
Цель изобретения - увеличение универсальности червячных машин, повышение качества изделий, экономия материала.
Известна откидная экструзионная головка для изготовления плоских профилей из различных резиновых смесей, содержащая корпус с входным отверстием для сообщения с расположенными рядом один над другим в вертикальном направлении экструдерами и выходным отверстием.
Во входном отверстии корпуса размещен начальный шаблон с участками питающих каналов с входными и выходными отверстиями.
Начальный шаблон установлен с возможностью замены, как и концевой шаблон, размещенный в выходном отверстии корпуса для формирования наружных контуров плоского профиля. Все смеси поступают через входное отверстие корпуса в соответствующие питающие каналы головки. Затем через входные отверстия они поступают в каналы течения резиновых смесей начального шаблона и через выходные отверстия попадают в концевой шаблон для формирования наружных контуров плоского профиля ( SU, 1400498 A3, кл. B 29 C 47/14//B 29 K 103/00, B 29 L 7/00).
Недостатком известной головки червячных машин является ее малая универсальность. При расположении экструдера большего диаметра для смеси протектора над экструдером меньшего диаметра для смеси минибоковин линия сопряжения двух различных смесей получается неправильной формы и площадь минибоковин становится больше. Это ведет к снижению качества изделий и перерасходу более дорогого материала. Для устранения этого требуется расположение экструдера меньшего диаметра над экструдером большего диаметра. Но при таком расположении экструдеров возникают трудности при изготовлении боковин, сдублированных с бортовой лентой.
Технический результат изобретения выражается в возможности выпуска плоских профилей из различных резиновых смесей с соблюдением требуемой геометрической формы линии сопряжения. В головке червячных машин для изготовления плоских профилей из различных резиновых смесей, где экструдер большего диаметра расположен над экструдером меньшего диаметра, боковые заходы питающего канала в начальном шаблоне для смеси протектора покрышки выполнены в виде изогнутого профиля с двумя лопастями, повернутыми относительно друг друга на определенный угол, перегородка, разделяющая выходные отверстия начального шаблона для смесей протектора и минибоковин, выполнена в форме трапеции, линия разъема концевого шаблона должна быть поднята, а со стороны захода резинового потока смесей в концевой шаблон предусмотрены фаски.
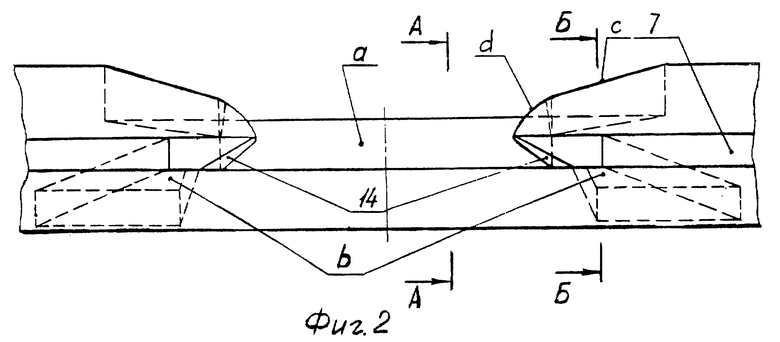
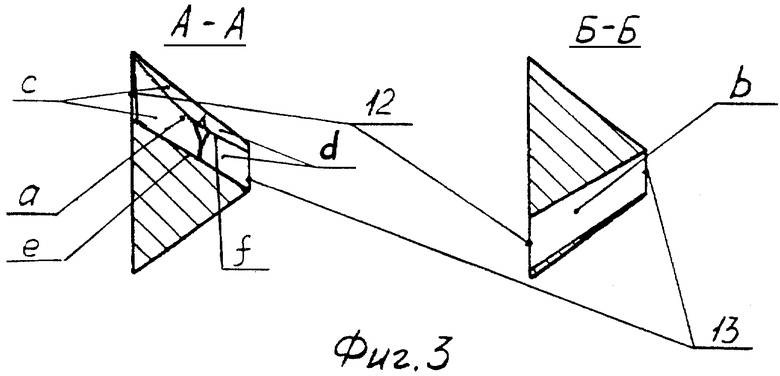
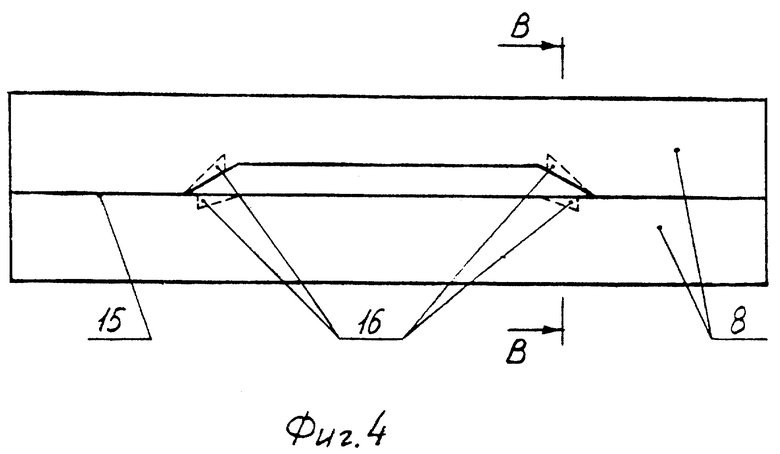
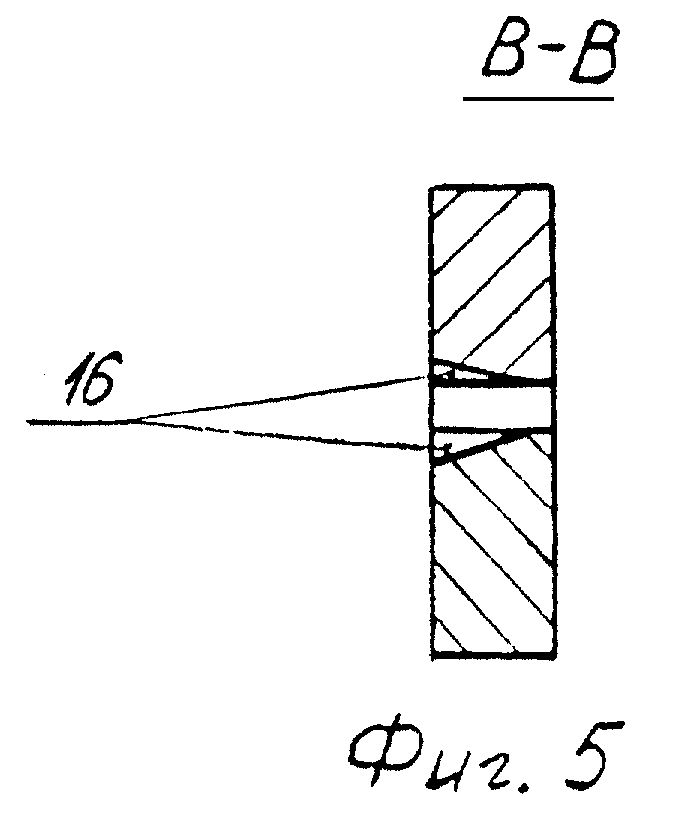
На фиг. 1 изображена откидная экструзионная головка с начальным и концевым шаблонами и участками питающих каналов для различных резиновых смесей в начальном шаблоне, продольное сечение; на фиг. 2 - начальный шаблон с участками питающих каналов; на фиг. 3 - разрезы А-А и Б-Б фиг. 2; на фиг. 4 - концевой шаблон с фасками; на фиг. 5 - разрез В-В фиг. 4.
Откидная экструзионная головка содержит корпус 1, откидные среднюю 2 и верхнюю 3 части, соединенные с гидроцилиндрами их поворота (не показаны) и смонтированные с образованием с корпусом 1, расположенных один над другим двух питающих каналов 4 и 5 для сообщения экструдеров (не показаны) с профилирующим узлом, состоящим из обоймы 6, начального 7 и концевого 8 шаблонов. С помощью расположенных сбоку вилок с роликами 9, так называемого устройства для прижима и выталкивания обоймы 6, последняя может смещаться как в рабочую позицию, так и позицию отбора. Головка имеет зажимные клинья 10 и 11, закрепленные на штоках гидроцилиндров (не показаны), для их поперечного рабочему направлению головки выдвижения с обеих сторон наружу и крепления обоймы 6 с формующим инструментом к корпусу 1 головки. Обойма 6 выполнена с возможностью замены как начального 7, так и концевого 8 шаблонов. В начальном шаблоне 7 выполнены каналы течения резиновых смесей "a" и "b" соответственно питающих каналов 4 и 5 с входными 12 и выходными 13 отверстиями. Концевой шаблон 8 служит для формирования наружных контуров плоского профиля.
Откидная экструзионная головка работает следующим образом. Две различные смеси, а именно: смесь протектора покрышки из верхнего экструдера и смесь для минибоковин из нижнего экструдера (не показаны), расположенных один над другим, поступают в питающие каналы 4 и 5 соответственно откидной экструзионной головки, средняя 2 и верхняя 3 части которой прижаты к корпусу 1, а обойма 6 с начальным 7 и концевым 8 шаблонами закреплена в головке с помощью вилок 9 и клиньев 10 и 11. Из каналов головки смеси через входные отверстия 12 поступают в каналы течения "a" и "b" питающих каналов 4 и 5 соответственно начального шаблона 7. Боковые заходы участка "а" каната для смеси протектора в начальном шаблоне выполнены в виде изогнутого профиля с двумя лопастями "c" и "d", повернутыми относительно друг друга на определенный угол, причем большая лопасть "c" расположена со стороны захода резиновой смеси, нижняя поверхность "e" - плоская, а верхняя "f" - криволинейная и вогнутая для более равномерного течения смеси по всей ширине канала. Смесь для минибоковин проходит через участки "b", выполненные внутренними для меньшего износа обоймы и расположенные по обеим сторонам участка "a" в начальном шаблоне 7, через выходные отверстия 13, образующие с участком "a" для смеси протектора покрышки перегородку 14 в форме трапеция, боковая сторона которой со стороны выходного отверстия "b" образует с основанием этого отверстия больший угол, чем у аналогов, поступает в концевой шаблон 8, линия разъема 15 которого поднята от основания выходных отверстий 13, а со стороны захода резинового потока смесей предусмотрены фаски 16 для окончательного разворота линии сопряжения беговой дорожки с минибоковинами.
Использование изобретения позволяет увеличить универсальность червячных машин, повысить качество изделий и экономит более дорогостоящий материал резиновой смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Откидная экструзионная головка для получения каучуковых или пластмассовых плоских профилей | 1986 |
|
SU1400498A3 |
| Головка шприцмашины для выпуска заготовок протекторов | 1980 |
|
SU939272A1 |
| Откидная многопозиционная экструзионная головка для изготовления синтетических протекторных рисунков или резиновых протекторных рисунков для протекторов при производстве шин | 1986 |
|
SU1393311A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| ПРОТЕКТОРНАЯ ГОЛОВКА ЧЕРВЯЧНОГО ПРЕССА | 1966 |
|
SU183932A1 |
| Экструзионная головка | 1988 |
|
SU1537559A1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ РЕЗИНОВОЙ КОМПОЗИЦИЕЙ ДЕФЕКТНЫХ ЗОН В ПОКРЫШКАХ | 1992 |
|
RU2019414C1 |
| Устройство для регулирования толщины протекторных заготовок автомобильных шин в процессе их изготовления на червячных машинах | 2015 |
|
RU2618067C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ РИФЛЕНЫХ ЛИСТОВ | 2002 |
|
RU2203184C1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
Изобретение относится к химическому машиностроению, в частности к экструзионному оборудованию для изготовления заготовок плоских профилей автомобильных шин из различных резиновых смесей. Откидная экструзионная головка содержит корпус, откидные среднюю и верхнюю части. Указанные части головки смонтированы с образованием с корпусом расположенных один над другим двух питающих каналов для сообщения экструдеров с профилирующим узлом. Профилирующий узел состоит из обоймы, начального и кольцевого шаблонов, выполненных с возможностью замены. Боковые заходы участка питающего канала для смеси протектора в начальном шаблоне выполнены в виде изогнутого профиля с двумя лопастями, повернутыми относительно друг друга на определенный угол. Выходные отверстия питающих каналов для смесей протектора и минибоковин в начальном шаблоне образуют перегородку в форме трапеции. Линия разъема концевого шаблона поднята от основания выходных отверстий начального шаблона. Со стороны захода резиновых смесей на концевом шаблоне выполнены фаски. Изобретение обеспечивает возможность изготовления плоских профилей из различных резиновых смесей с соблюдением требуемой геометрической формы линии сопряжения. 5 ил.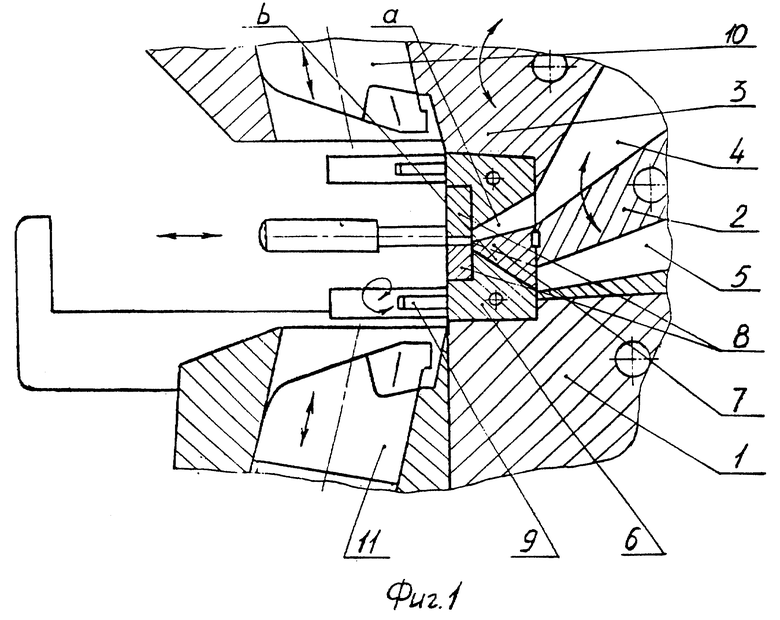
Откидная экструзионная головка для изготовления плоских профилей из различных резиновых смесей, содержащая корпус, откидные среднюю и верхнюю части, смонтированные с образованием с корпусом расположенных один над другим двух питающих каналов для сообщения экструдеров с профилирующим узлом, состоящим из обоймы, начального и концевого шаблонов, выполненных с возможностью замены, отличающаяся тем, что боковые заходы участка питающего канала для смеси протектора в начальном шаблоне выполнены в виде изогнутого профиля с двумя лопастями, повернутыми относительно друг друга на определенный угол, при этом выходные отверстия питающих каналов для смесей протектора и минибоковин в начальном шаблоне образуют перегородку в форме трапеции, линия разъема концевого шаблона поднята от основания выходных отверстий начального шаблона, а со стороны захода резиновых смесей на концевом шаблоне выполнены фаски.
| Откидная экструзионная головка для получения каучуковых или пластмассовых плоских профилей | 1986 |
|
SU1400498A3 |
| DE 3613071 A1, 22.10.1987 | |||
| US 3584343 A, 15.06.1971 | |||
| US 4799874 A, 24.01.1989 | |||
| US 4137027 A, 30.01.1979 | |||
| DE 3502020 A1, 24.07.1986 | |||
| Щелевая экструзионная головка для резиновых смесей | 1983 |
|
SU1123868A1 |

