Изобретение относится к деревообрабатывающей промышленности и может быть использовано для изготовления древ ecHocTpysve4Hbix плит.
Цель изобретения - повышение качества древесностружечных плит за счет поэтапного контроля и регулирования влажности стружки.
На фиг. изображена 1 схема линии на фиг. 2 - оптическая схема линии.
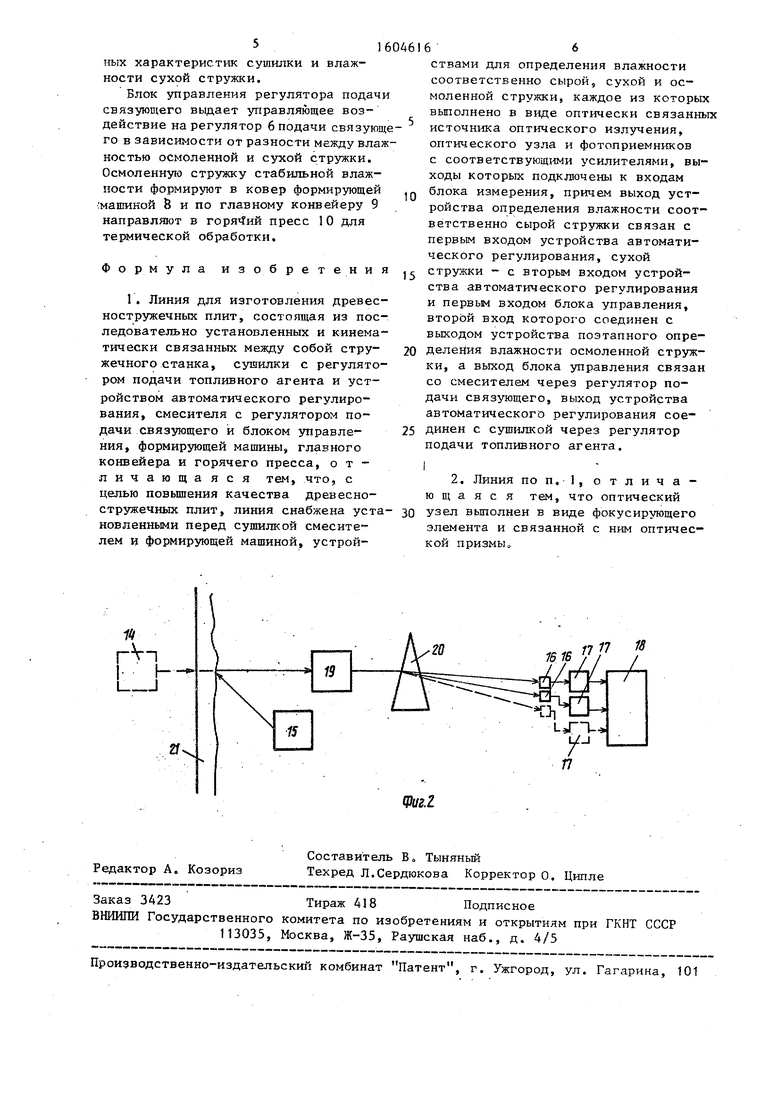
Линия для изготовления древесно- .стружечных плит включает последовательно установленные и кинематически .связанные стружечный станок 1, сушилку 2 с регулятором 3 подачи топливного агента и устройством 4 автоматического регулирования, смеситель 5 с регулятором 6 подачи связующего и блоком 7 управления, формирующую мащину 8, главный конвейер 9 и горя- чий пресс 10, Линия снабжена также узлом оценки текущей влажности стружки в виде установленных перед сушилкой 2j смесителем 5 и формирую- щей машиной 8 приспособлений определения влажности соответственно сырой 11, сухой 12 и осмоленной 13 стружки, каждое из которых выполнено в виде источника 14 оптического излучения, оптического узла 15 и фотоприемгшков 16 с усилителями 17 и блоком 18 измерения, причем выход приспособления 11 поэтапного определения влажности сырой стружки электрически связан с устройством 4 автоматического регулирования, выходы приспособления 12 определения влажности сухой стружки электрически связаны с блоком 7 управления и устройством 4 автоматического регулирования 7, а выход приспособления 13 определения влажности осмоленной стру:.ски электрически связан с блоком 7 управления, при этом выход устройства 4 автоматического регулирования связан с сушшжой 2 через регулятор 3 подачи топливного агента, а выход блока 7 управления электрически связан со смесителем 5 через регулятор 6 по- ,дачи связующего, оптический узел 15 вьлолнен в виде фокусирующего 19 и разлагающего 20 элементов, причем последний, выполнен в виде оптическо призмы. Исследуемый материал 21 размещают перед фокусирующим элементом
19.
10
15
20
25
30
35
40
45
50
55
Линия работает следующим образом, Стружку из стружечного станка 1 направляют в сушилку 2, при этом ее влажность контролируется приспособ- . лением 11 определения влажности, а по выходу из сушилки - приспособлением 12, Световой поток от источника 14 излучения отражается от исследуемого материала 21 или проходит че- рег него (в зависимости от местонахождения по отношению к исследуемому материалу) и фокусируется оптической системой в узкий пучок, который разлагается оптической призмой 20 на опорный и измерительные , воспринимаемые каждьй своим фотоприемником 1 6,
Измерительный луч имеет длину . волны, соответствующую максимуму поглощения водой (например, 0,76; 0,98; 1,45; 1 ,93 мкм и т.д..), а опорный луч имеет длину волны, при которой поглощение минимально (например 0,6; 0,88; 1,2; 1,8 мкм и т.До). Измерительный и опорный лучи вместе со своими фотоприемниками и усилителями образуют-измерительный и опорный каналы, сигналы с которых поступают на измерительный блок 18, где измеряется их отношение. При наличии влаги в исследуемом материале сигнал измерительного канала пропорционален влажности за счет того, что интенсивность излучения с данной длиной волны зависит от содержания влаги, а сигнал опорного канала остается прежним, т.е, отношение сигналов измерительного и опорного каналов зависит только от влажности, Для повышения точности измерений в данном устройстве могут использоваться несколько измерительных и опорных каналов„
Предлагаемое устройство автоматического регулирования осуществляет управление подачей топливного агента по двухконтурной системе регулиро- вания. Первый контур управления вы- рабатьшает сигнал на регулятор 3 подачи топливного агента по пропорциональному закону (П-закону) регулирования в зависимости от влажности сырой стружки. Второй контур регулирования вырабатьшают управляющее воздействие на клапан по пропорционально-интегральному закону (ПИ-за- кону) регулирования с учетом времен516046
ных характеристик сушилки и влажности сухой стружки.
Блок управления регулятора подачи связующего выдает управляющее воздействие на регулятор 6 подачи связующе- го в зависимости от разности между влажностью осмоленной и сухой стружки. Осмоленную струткку стабильной влажности формируют в ковер формирующей машиной 8 и по главному конвейеру 9 направляют в горя ий пресс 10 для термической обработки.
10
Формула изобретения
1. Линия для изготовления древесностружечных плит, состоящая из последовательно установленных и кинематически связанных между собой стру- жеч ног о с та нка, с ушилк и с регулято- ром подачи топливного агента и устройством автоматического регулирования, смесителя с регулятором подачи связующего и блоком управле- ния, формирующей машины, главного конвейера и горячего пресса, отличающаяся тем, что, с целью повьппения качества древесностружечных плит, линия снабжена уста новленными перед сущилкой смесителем и формирующей мащиной, устрой
0
5
0 5 о
66
ствами для определения влажности соответственно сырой, сухой и осмоленной стружки, каждое из которьк выполнено в виде оптически связанных источника оптического излучения, оптического узла и фотоприемников с соответствующими усилителями, выходы которых подключены к входам блока измерения, причем выход устройства определения влажности соответственно сырой стружки связан с первым входом устройства автоматического регулирования, сухой стружки - с вторым входом устройства автоматического регулирования и первым входом блока управления, второй вход которого соединен с выходом устройства поэтапного опре- делейия влажности осмоленной стружки, а выход блока управления связан со смесителем через регулятор подачи связующего, выход устройства автоматического регулирования соединен с сушилкой через регулятор подачи топливного агента.
I
2. Линия поп.1,отлича- ю щ а я с я тем, что оптический узел выполнен в виде фокусирующего элемента и связанной с ним оптической призмыо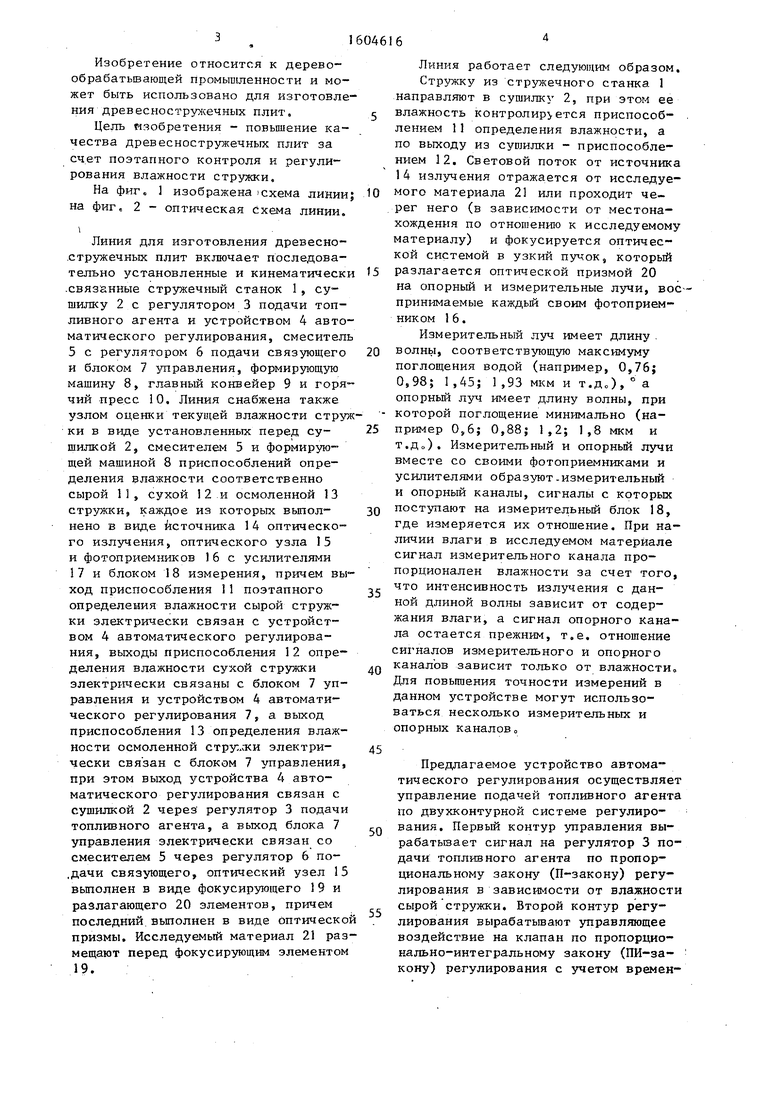
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом изготовления древесно-стружечных плит | 1979 |
|
SU939299A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1313721A1 |
| Линия изготовления древесно-стружечных плит | 1984 |
|
SU1211051A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1995 |
|
RU2103164C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТРУЖЕЧНО-КЛЕЕВОЙ СМЕСИ | 1994 |
|
RU2071416C1 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 1992 |
|
RU2074090C1 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОЙ ОРИЕНТИРОВАННОЙ СТРУЖЕЧНОЙ ПЛИТЫ | 2011 |
|
RU2553644C1 |
| Линия изготовления древесно-стружечных брикетов | 1986 |
|
SU1335466A1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано для изготовления древесностружечных плит. Цель изобретения - повышение качества древесностружечных плит за счет поэтапного контроля и регулирования влажности стружки. Стружка, поступая из стружечного станка 1 в сушилку 2, контролируется приспособлением 11 определения влажности сырой стружки, а при выходе из нее - приспособлением 12 определения влажности сухой стружки, затем стружка проходит через смеситель 5, в который через регулятор 6 подачи поступает связующее, смешивается и подается в формирующую машину 8, при входе в которую стружка контролируется приспособлением 13 определения влажности осмоленной стружки, которая формирует ковер и по главному конвейеру направляется в горячий пресс 10 для термической обработки. Приспособления 11, 12 и 13, каждое из которых выполнено в виде источника 14 оптического излучения, оптического узла 15, фотоприемников 16 с усилителями 17 и блоком 18, является узлом оценки текучей влажности стружки. Световой поток от источника 14 отражается от исследуемого материала 21 и фокусируется оптической системой 19 в узкий пучок, который разлагается оптической призмой 20 на опорный и измерительный лучи, падающие на соответствующие фотоприемники. В блоке 18 измеряется отношение длин волн опорного и измерительного лучей, так как отношение сигналов измерительного и опорного каналов зависит только от влажности. 2 ил.
1И
LI
2f.
IS
(Риг2
| Шварцман Г.М„ Производство древесно-стружечных плит | |||
| М.: Лесная промьшшенность, 1977. |
