Изобретение относится к контрольно-измерительной технике и может быт быть использовано при вьшолнении исследований по изучению процессов теп ло- и массопереноса в с ружечном брикете (плите) при горячем прессовании древесностружечньпс плит.
Цель изобретения - повьппение точности определения параметров тепло- и массопереноса древесностружечных плит путем создания условий фильтрации парогазов ого потока в модели, аналогичных условиям в оригинале.
Модель изготавливают следующим образом.
Зная плотность рригинала рд , половину его ширины L, а также задавшись половиной ширины Гдд модели и шириной 2а ее центральной зоны, по формуле
р.,.. pc il- EI- (1)
определяют плотность краевой зоны модели р кр. м
Зная размеры и плотность каждой зоны модели, по известной методике определяют расход компонентов (стружка, смола, отвердитель) на формирова- ние каждого слоя. Затем на металлический поддон устанавливают две замкнутые по периметру ограничительные : рамки .квадратной (прямоугольной) формы. В центральную ограничительную рамку засьшают такое количество осмоленной стружки, которое позволяет получить (после прессования до заданной толщины готовой плиты) плотность, равную плотности оригинала, а между двумя ограничительными рамками засыпают количество осмоленной стружки, требуемое для получения повьш1еннрй плотности краевой зоны, рассчитываемой по предлагаемой формуле. Для ус- тойчивости сформированного пакета производят подпрессовку осмоленной стружки внутри центральной рамки и между центральной и наружной ограни- читальной рамками, производят Удале- ние обеих рамок. В одну из кромок пакета до середины центральной зоны проталкивают датчики температуры (термопара) и давления (микрокапилляр) , подключенные к регистрирующим приборам. Пакет вместе с поддоном загружают в пресс горячего прессования. .Ца поддон устанавливают ограничительные планки, обеспечивающие по
5
0
лучение плиты расчетной толщины. В процессе прессования производят запись показаний регистрирующими приборами температуры и давления.
В период горячего прессования плиты после достижения температуры 100 С и вьш1е по всей толщине брикета начинается фильтрация парогазовой смеси . к открытым кромкам. Парогазовая смесь при фильтрации из центральной зоны к открытым кромкам встречает зону по- вьшхенной плотности брикета, которая оказывает гидродинамическое сопротивление фильтрации парогазовой смеси, равное брикету промьшшенного формата.
Пример. Оригинал квадратной формы имеет размеры 2L y, 1800 мм и плотность р 700 кг/м. Размеры модели 2 мм.
5
0 5 0 5 0 5
700
2аи 100 мм.
1190 кг/мз.
центральной зоны 2а
Тогда 900 мм; 1х, 1у
150 мм; а ац 50 мм.
По формуле (1) определяют требуемую плотность краевой зоны рур.т1.м
900-50 Т50-50
Чем больше габаритные размеры модели и меньше размеры центральной зоны, тем ниже плотность краевой зоны.
Габаритные размеры модели определяются техническими возможностями лабораторного оборудования.
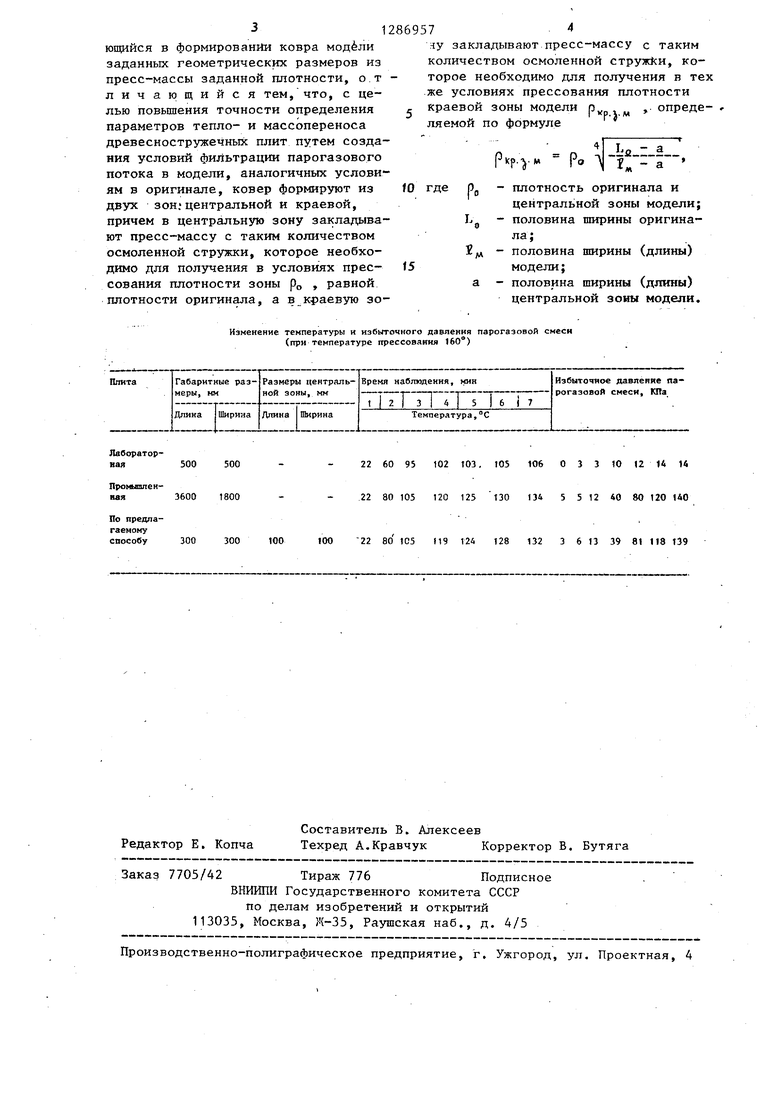
В таблице приведены данные срав- нительньк испытаний динамики измег нения температуры и избыточного давления внутри стружечного брикета для обычных плит малого формата, для плит малого формата по предлагаемому способу и для плит промьшшенного формата.
Из данных таблицы видно, что значения температуры и избыточного давления парогазовой смеси внутри плиты лабораторного типа небольшого формата значительно отличаются от значений в плите промьппленного формата, в то время как в плитах малого формата, формируемых по предлагаемому способу, эти значения практически совпадают.
Ф о р мула изобретения
Способ изготовления модели для исследования процесса тепло- и массопереноса при горячем прессовании древесностружечных плит, эаключа31
ющийся в формировании ковра модели заданных геометрических размеров из пресс-массы заданной плотности, о.т личающийся тем,что, с целью повышения точности определения параметров тепло- и массопереноса древесностружечных плит путем создания условий фильтрации парогазового потока в модели, аналогичных условиям в оригинале, ковер формируют из двух зон;центральной и краевой, причем в центральную зону закладывают пресс-массу с таким количеством осмоленной стружки, которое необходимо для получения в условиях прессования плотности зоны РО , равной плотности оригинала, а в краевую зоИзменение температуры и избыточного давления парогазовой смеси (при температуре прессовакня 160°)
Габаритные размеры, мм
Размеры центральной зоны, мм
Длина Ширина Длина Ширина
Лабораторвая 500 500
Просолпленная 3600 1800
По предлагаемомуспособу 300 300
100
22 60 95 102 103, 105 106 033 10 12 Н 14 22 80 105 120 125 130 134 5 5 12 40 80 120 140
100 22 во 105 119 124 128 132 3 6 13 39 81 118 139
Редактор Е. Копча
Составитель В. Алексеев
Техред А.Кравчук Корректор В. Бутяга
Заказ 7705/42 Тираж 776Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
2869574
лу закладывают пресс-массу с таким количеством осмоленной стружКи, которое необходимо для получения в тех же условиях прессования плотности с краевой зоны модели , „ , определяемой по формуле
p.J.M
ркр.уц РО
Ьд - а N Г. -а
где
L.
-м
-плотность оригинала и центральной зоны модели;
-половина ширины оригинала;
-половина ширины (длины) модели;
-половина ширины (длины) центральной зоны модели.
Время наблюдения, нмн
t I 2 I3| I 6 i 7
Нзбыточяое давление парогазовой смеси, КПа
Температура,С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| Способ изготовления опытных образцов древесно-стружечных плит для лабораторных исследований | 1984 |
|
SU1255438A1 |
| Способ изготовления древесностружечных плит | 1987 |
|
SU1521598A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1993 |
|
RU2041813C1 |
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794016A3 |
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794017A3 |
| Способ изготовления древесностружечных плит | 1990 |
|
SU1771967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО СЛОИСТОГО МАТЕРИАЛА ИЗ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ | 2010 |
|
RU2446045C2 |
| УСТРОЙСТВО К ПРЕССУ ДЛЯ РЕГУЛИРОВАНИЯ ПАРОГАЗОВОГО ДАВЛЕНИЯ В ДРЕВЕСНОСТРУЖЕЧНОМПАКЕТЕ | 1972 |
|
SU421534A1 |
| Способ изготовления древесностружечных плит | 2018 |
|
RU2708323C1 |
Изобретение относится к области контрольно-измерительной техники и может быть использовано при изучении процессов тепло- и массопереноса в стружечном брикете при горячем прессовании древесностружечных плит. Цель изобретения - повышение точности определения параметров тепло- и массопереноса древесностружечных плит путем создания условий .фильтрации парогазового потока в модели, анало- гичньтх условиям в оригинале. Модель изготавливают из пресс-массы, формируя ковер заданного геометрического размера. Ковер выполняют из двух зон - центральной и краевой. В-центральную зону закладывают такое количество осмоленной стружки, которое после прессования позволяет получить в ней плотность р , равную плотности оригинала. В краевую зону закладывают столько стружки, сколько необходимо для получения плотности краевой зоны модели р р-. опреде- ляемой из выражения р р. . , где LO - поло /) - a/f - а вина пшрины оригинала; Г - половина ширины (длины) модели; а - половина ширины (длины) центральной зоны модели. 1 табл. ND 00 О) со ел 
| Соснин М.И., Климова М.И | |||
| Физические основы прессования древесностружечных плит | |||
| Новосибирск: Наука, 1981, с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
| Анисов П.П | |||
| и др | |||
| Моделирование процесса внутреннего переноса тепла , и влаги в стружечных пакетах промьт- ленного формата.-В сб | |||
| научных трудов Сибирского технологического института Лесоинженерное дело и механическая технология древесины | |||
| Красноярск, 1969 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
