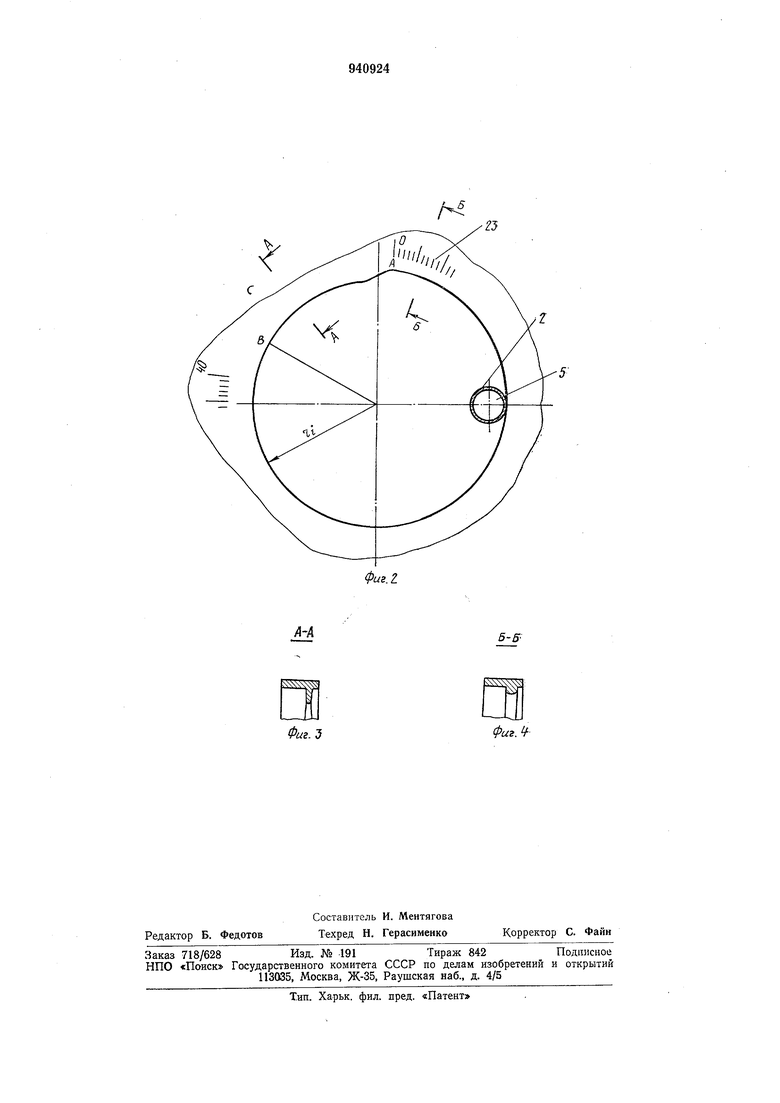
точки А до точки В и имеющий постоянную кривизну от очки в до тачки С, причем длина дуги ВС должна быть не менее длины окружности раскаты1ааемой канавки. Толщина формующего ребра постепенно убывает от зоны А, где она М1аксимальна, до ,эоны В, где она минимальна. Далее от эоны В до зоны С толщина формующего ребра лостоянна. На торцовой поверхности матричного кольца на спиральном участке от зоны А до зоны В нанесены деления шкалы 23, соответствующие различной глубине накатываемых канавок. По щкгале 23 устанавли вается начальный момент накатки, т. «. начальная точка соприкосновения трубки заготовки и матричного кольца на спиральном участке внутреннего профиля кольца.
Накатка кан,авок с помощью предлагаемого устройства осуществляется следующим образом.
Перемещением держателя 4 матричное кольцо с помо|Щью отсчетн1ой шкалы 23 устанавливают в положение, соответствующее определенной глубине накатки каиавки.
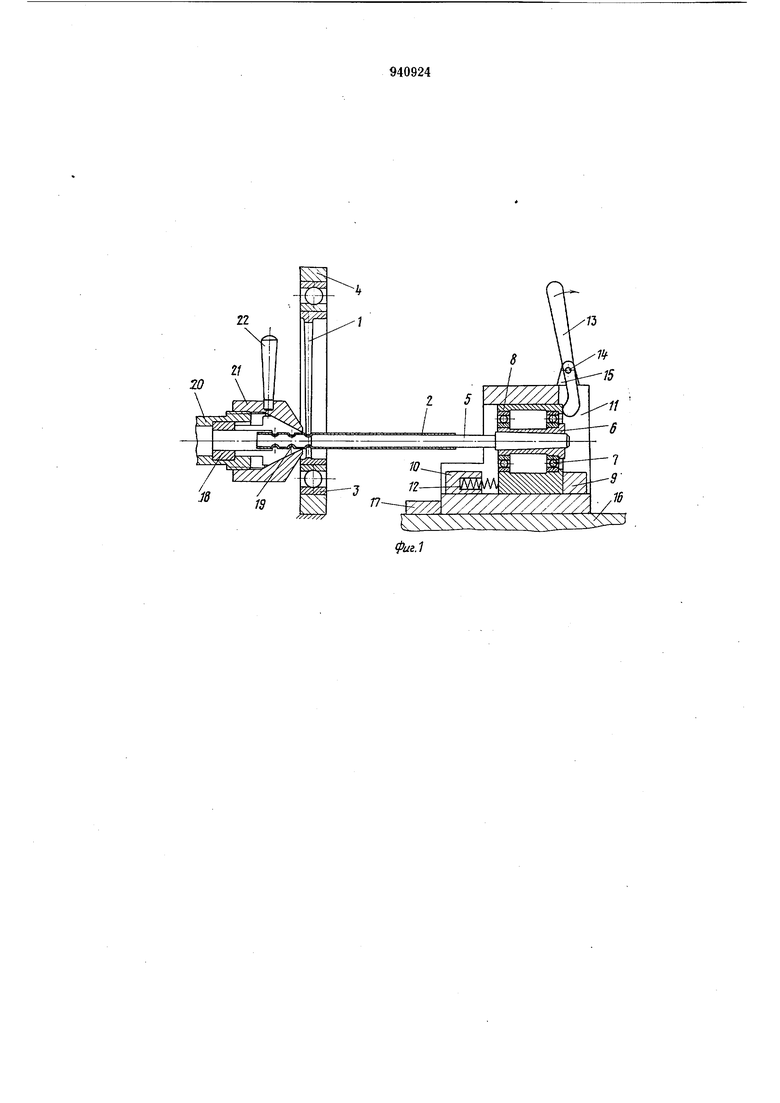
Заднюю бабку 1.1 отодвигают по станине 16 вправо, и на адкосторонмюю оправку 5 надеаают трубкунзаготовку 2. Далее заднюю бабку перемещают влево до упора 17, который установл1ен таким образам, чтобы между односторонней оправкой и фор(мующи|м ребром установить необходимый зазор. Други;м концом трубкузагоповку 2 просовывают в цангу 18 до выступа 19 и зажимают поворотам ру;чки 22.
ПepeJмeщeни elM держателя 4 матричное кольцо 1 подводят на воЗ|Можно близкое расстояние к цанге 18 так, чтобы «при повороте матричное кольцо ее не касалось. Матричное кольцо с помощью отсчетной щкалы 23 устанавливают в (положение, соответствующее апределенной глубине накатки кававки, и вводят в контакт с трубК;ОЙ-ЗаГОТ01ВКОЙ 2.
Через привои создается вращение односторонней оправки 5. Матричное кольцо 1 эа счет сил трения начинает обкатываться по трубке-заготовке 2, внедряясь в нее. На начальном этапе в трубку-заготовку внедряется щирокая часть формующего ребра матричного кольца. Это позволяет получать накатку без большого утонения в зоне д;ефор1мации.
Далее в процессе обкатки толщина формующего ребра убывает и это ведет к нарастанию скорости утонения.
На окончательном этапе, при обкатке трубки-заготовки 2 по участку ВС (матричного кольца .1, имеющему постоянный радиус кривизны и постоянную минимальную щирину матричного ребра, проходит окончательная калибровка полученной геометрии канавки, и в зоне С матричное кольцо выходит из контакта с трубкой-заготовкой.
Для получения следующей канавки поiBopoTOM ручки 22 разжвмают цангу 18. Поворотом руики 13 наружную обойму 8 совместно с односторонней оправкой 5 и трубкой-заготовкой 2 перемещают до упора 10 (расстояние, равное величине шага накатки), €жим1ая пружину 12. Поворачивая ручку 22, сжимают цангу 18 так, что выступ 19 входит во вновь накатанную канавку. Отпускают ручку 13. Пружина 12 отводит наружную обойму 8, а вместе с ней и одностороннюю оправку 5 в исходное положение.
Далее процесс повторяется.
Таким образом, матричное кольцо, имеющее профиль формующего ребра, пл|авно переходящий от широкой части (зона А) к узкой (зона В) в процессе накатки канавок на трубках-заготовках, позволяет на одинаковых этапах процесса получать меньшее утонение в очаге деформации, чем у И31вестного матричного кольца, и, соответственно, получать более глубокие канавки.
Формула изобретения
Матричное кольцо для накатки поперечных канавок на тонкостенных трубках по авт. св. № 874242, отличающееся там, что, с целью повышения качества накатки, внутреннее формующее ребро на
рабочем участке выполнено с переменной толщиной, убывающей от зоны с максимальным радиусом ДО зоны с минимальным радиусом, а на калибрующем участке ребро выполнено с постоянной толщиной.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР Л1о 874242, кл. В:21 D 15/06, 04.01.79 (прототип) .
22
2D
J8
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричное кольцо для накатки поперечных канавок на тонкостенных трубках | 1979 |
|
SU874242A1 |
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| Устройство для накатывания кольцевых канавок на трубах | 1985 |
|
SU1269907A1 |
| Устройство для накатки кольцевых канавок на трубке | 1977 |
|
SU656700A1 |
| Способ изготовления сильфонов из трубчатых заготовок | 1989 |
|
SU1708472A1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| Устройство для накатки кольцевых канавок на трубках | 1984 |
|
SU1230718A1 |
| СПОСОБ НАКАТКИ КОЛЬЦЕВЫХ КАНАВОК | 1973 |
|
SU376154A1 |
| Инструментальный блок накатки кольцевых канавок,преимущественно на толстостенных сильфонных трубчатых заготовках | 1986 |
|
SU1368067A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАКАТКИ КАНАВОК НА ТРУБАХ | 1973 |
|
SU390858A1 |
А-К
Б-Б
