to
О5 СО СО
Изобретение относится к обработке металлов давлением и может быть использовано для накатки кольцевых канавок на трубчатых заготовках, например, при изготовлении сильфонов.
Цель изобретения - повышение качества пакатки и расширение технологических возможностей устройства за счет его быстрой переналадки на другие типоразмеры канавок.
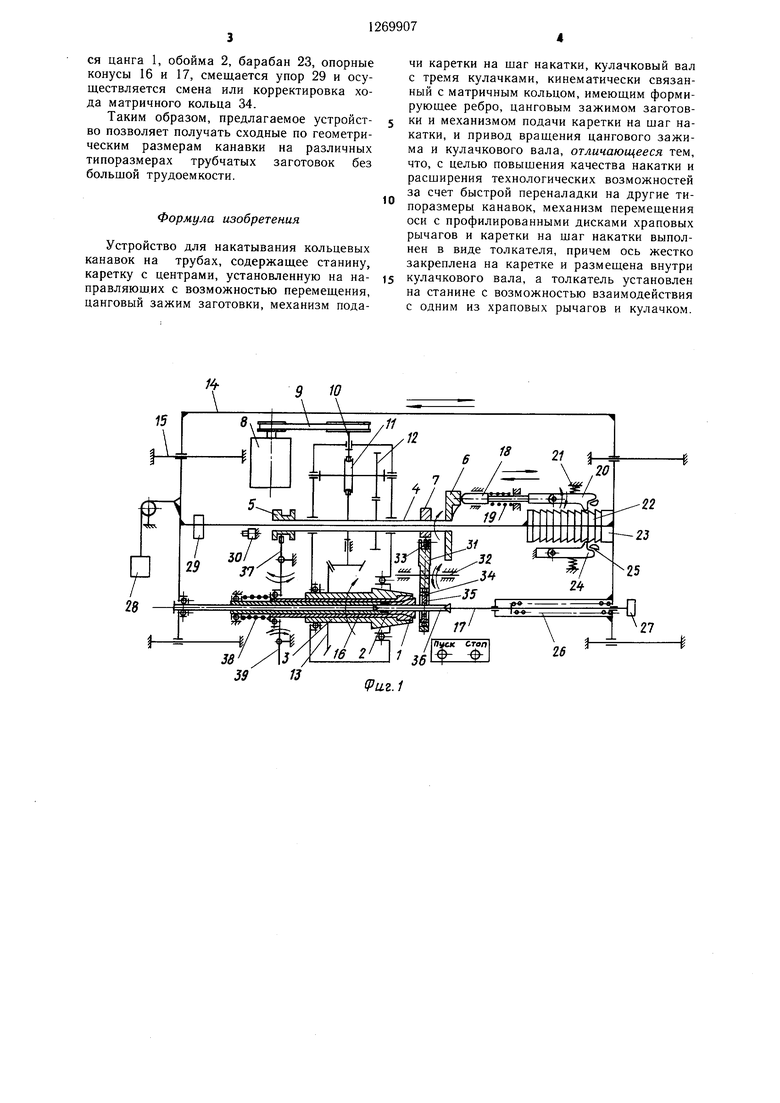
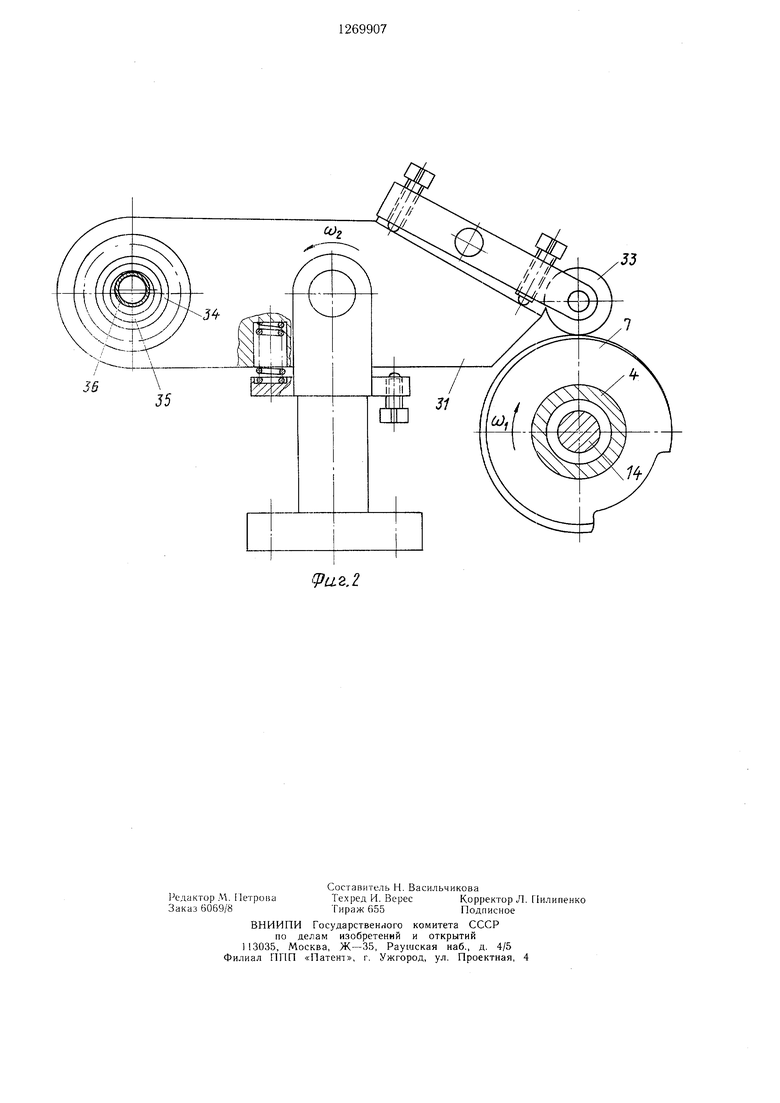
На фиг. 1 показана схема устройства; на фиг. 2 - матричное кольцо с кулачком.
Устройство содержит цангу с обоймой 2, установленной в шпинделе 3, кулачковый вал 4 с кулачками 5 и 6, имеющими профилированную торцовую поверхность, и кулачком 7 с профилированпой боковой поверхностью; электродвигатель 8, соединенный через передачу 9 с входным валом 10 редуктора, который через черв.ячнук) liapV 1 li шестеренчатую пару 12 связан с кулачковым валом 4, а через коническую пару 13 шестерен - со шпинделем 3.
На каретке 14, установленной на направляющих 15, жестко закреплены центрирующие конусы 16 и 17. Толкатель 18 связан с пружиной 19 и подающим храповым рычагом 20, подпертым пружиной 2 и упираюшимся в профилированный диск 22 барабана 23, а также фиксирующим рычагом 24 с подвижным упором 25.
Барабап 23 жестко сидит на каретке 14 п состоит из профилированных дисков 22, имеюп,их форму усеченного конуса, толщина каждого диска равна шагу накатки.
Центрирующий конус 17 подпружинен к каретке 14 пружиной 26 и связан с ручкой 27.
Груз 28 через каретку 14 служит для поджима диска 22 к фиксируюнцму рычагу 24. На каретке 14 расположен упор 29, взаимодействующий с выключателем 30.
В устройстве имеется рычаг 31 (фиг. 2), установлеппый с возможностью вращения вокруг оси 32. па одном плече которого укреплен ролик 33, входящий в контакт с кулачком 7, на другом - свободно вращающееся вокруг своей оси цилиндрическое матричное кольцо 34 с формующим ребром 35 для накатки цилиндрических канавок на трубчатой заготовке 36.
Обойма 2 связана с одним концом вильчатого рычага 37, сжимающего и разжимающего пружину 38, другой конец которого взаимодействует с кулачком 5, а также ручкой 39, служащей для установки и сжатия трубчатой заготовки.
Устройство работает следующим образом.
Перед включением устройства поворотом ручки 39 открывается цанга 1. Ручкой 27 оттягивается центрирующий конус 17, и заготовка 36 вставляется в цангу 1. При отпускании ручки 27 центрирующий конус 17 через пружину 26 поджимает
трубчатую заготовку 36 к центрирующему конусу 16. При нажатии сверху на подвижный упор 25 он боковыми коническими ребрами разводит храповой и фиксирующий
рычаги 20 и 24, сжимая пружины 21 и выводя рычаги из зацепления с диском 22 барабана 23. Каретка 14 под действием груза 28 смещается в крайнее левое положение, трубчатая заготовка 36 при этом смещается внутрь цанги 1. Обратным движением ручки 39 закрывается цанга 1, зажимая трубчатую заготовку 36. Нажимая на кнопку «Пуск, включают устройство, вращение от электродвигателя 8 через ременную передачу 9 передается к входному валу 10 и
через червячную и щестеренчатую пары 11 и 12 - на кулачковый вал 4, а через коническую пару 13 вращение передается на шпиндель 3 и трубчатую заготовку 36. Вращаясь, кулачковый вал 4 вращает кулачок 7 (фиг. 2), жестко сидящий на нем
и имеющий боковую эксцентриковую поверхность, которая, взаимодействуя с роликом 33 поворачивает рычаг 31 и вводит в контакт с трубчатой заготовкой 36 формирующее ребро 35 цилиндрического матричного кольца 34 и отформовывает кольцевую канавку. Кулачковый вал, продолжая вращаться, профильной торцовой поверхностью кулачка 5 воздействует на вильчатый двуплечий рычаг 37, открывает цангу 1, освобождая от зажима трубчатую заготовку 36. Одновременно, вращаясь, кулачок 6 с профильной торцовой поверхностью начинает перемещать вправо толкатель 18, который, сжимая пружину 19, передает движение через подающий храповой рычаг 20, диск 22 барабана 23 на каретку 14 и трубчатую заготовку 36. Пройдя расстояние чуть большее шага накатки, толкатель 18 под действием пружины 19 совершает обратное движение, фиксирующий храповой рычаг 24 упирается в основание следующего диска барабана 23
и препятствует смещению его влево под действием груза 28. Таким образом трубчатая заготовка 36 смещается вправо на величину ширины диска 22, т.е. на шаг накатки. Вращаясь, профильная торцовая поверхность кулачка 5 позволяет пружине 38
отжать вильчатый двуплечий рычаг 37, сместить обойму 2 вправо и через цангу I зажать трубчатую заготовку 36. Далее цикл повторяется.
После накатки последней канавки на
трубчатой заготовке 36, жестко сидящей па каретке 14, устройство отключается при взаимодействии упора 29 и выключателя 30. При повороте ручки 39 через обойму 2 открывается цанга 1, при оттягивании центрирующего конуса 17 через ручку 27 освобождается трубчатая заготовка 36 с накатанными кольцевыми канавками.
Нри переналадке устройства на другой типоразмер трубчатой заготовки заменяются цанга 1, обойма 2, барабан 23, опорные конусы 16 и 17, смещается упор 29 и осуществляется смена или корректировка хода матричного кольца 34. Таким образом, предлагаемое устройство позволяет получать сходные по геометрическим размерам канавки на различных типоразмерах трубчатых заготовок без большой трудоемкости. Формула изобретения Устройство для накатывания кольцевых канавок на трубах, содержащее станину, каретку с центрами, установленную на нацравляюших с возможностью перемещения, цанговый зажим заготовки, механизм подачи каретки на шаг накатки, кулачковый вал с тремя кулачками, кинематически связанный с матричным кольцом, имеющим формирующее ребро, цанговым зажимом заготовки и механизмом подачи каретки на шаг накатки, и привод вращения цангового зажима и кулачкового вала, отличающееся тем, что, с целью повышения качества накатки и расширения технологических возможностей за счет быстрой переналадки на другие типоразмеры канавок, механизм перемещения оси с профилированными дисками храповых рычагов и каретки на шаг накатки выполнен в виде толкателя, причем ось жестко закреплена на каретке и размещена внутри кулачкового вала, а толкатель установлен на станине с возможностью взаимодействия с одним из храповых рычагов и кулачком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Матричное кольцо для накатки поперечных канавок на тонкостенных трубках | 1981 |
|
SU940924A2 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРЯМОЙ И ПРОФИЛЬНОЙ ОТРЕЗКИ МЕРНЫХ ТРУБ ДВУМЯ РЕЗАКАМИ | 1970 |
|
SU271285A1 |
| Станок для алмазного выглаживания | 1984 |
|
SU1171302A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в устройствах для накатывания кольцевых канавок на трубах. Оно позволяет повысить качество накатки и расширить технологические возможности устройства за счет быстрой переналадки на другие типоразмеры обрабатывае.мых канавок. Заготовка устанавливается в центрирующих конусах, расположенных на подвижной каретке, и фиксируется цанговым зажимом. При вращении цангового зажима матричное кольцо с формирующим ребром периодически контактирует с вращающейся заготовкой и отформовывает кольцевую канавку. Далее цанговый зажим раскрывается и при помощи храповых рычагов и толкателя, связанного с кулачковым валом, каретка вместе с заготовкой перемещается на шаг накатки. Затем на заготовке отформовывается следующая канавка, и цикл повторяется. 2 ил.
агЛ
| Устройство для накатки кольцевых канавок на трубчатых заготовках | 1983 |
|
SU1133000A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
