пени 2 равна высоте борта -готового отверстия за Вычетом половины толщины обрабатываемого материала. Рабочая часть пуансона может быть выполнена составной. В этом случае посадочную часть 7 ступени 2 запрессовывают в отверстие ст}пени 1 рабочей части. Штамп включает в себя также отбортовочную матрицу 8 и режущую матрицу 9.
Пуансон работает следующим образом.
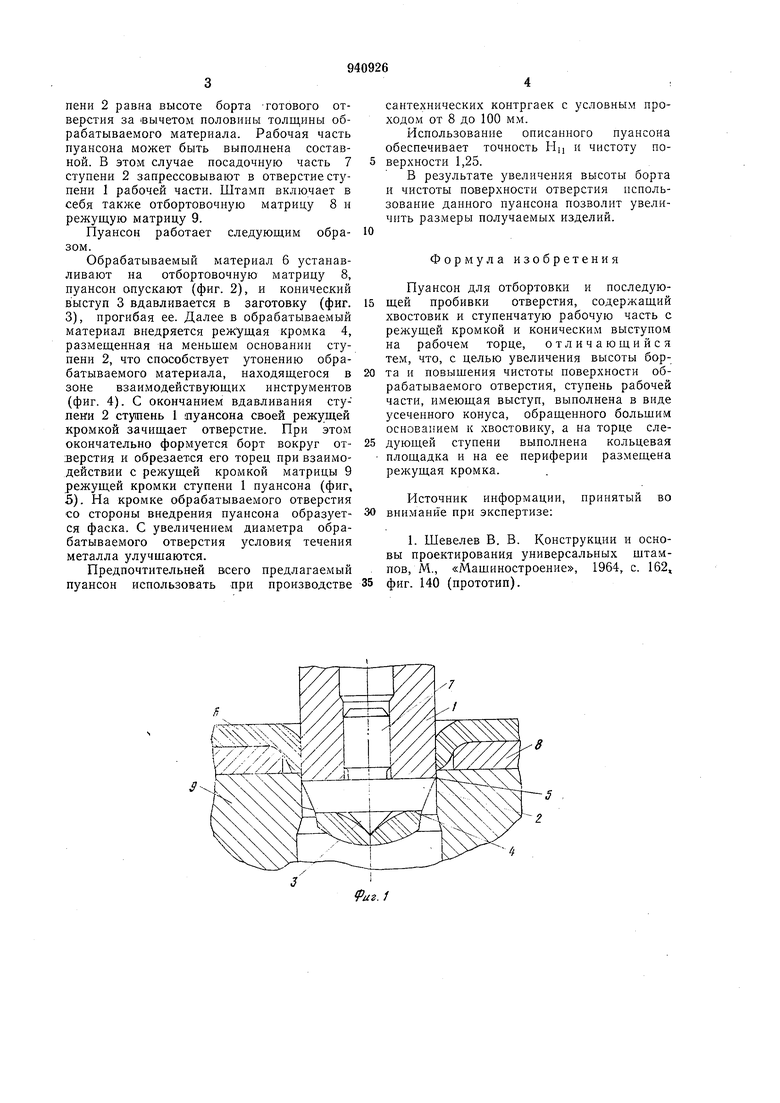
Обрабатываемый материал 6 устанавливают на отбортовочную матрицу 8, пуансон опускают (фиг. 2), и конический выступ 3 вдавливается в заготовку (фиг. 3), прогибая ее. Далее в обрабатываемый материал внедряется режущая кромка 4, размещенная на меньшем основании ступени 2, что способствует утонению обрабатываемого материала, находящегося в зоне взаимодействующих инструментов (фиг. 4). С окончанием вдавливания ступени 2 сту1пень 1 алуансона своей режущей кромкой зачищает отверстие. При этом окончательно формуется борт вокруг отверстия и обрезается его торец при взаимодействии с режущей кромкой матрицы 9 режущей кромки ступени 1 пуансона (фиг, 5). На кромке обрабатываемого отверстия со стороны внедрения пуансона образуется фаска. С увеличением диаметра обрабатываемого отверстия условия течения металла улучшаются.
Предпочтительней всего предлагаемый пуансон использовать при производстве
сантехнических контргаек с условным проходом от 8 до 100 мм.
Использование описанного пуансона обеспечивает точность Нц и чистоту поверхности 1,25.
В результате увеличения высоты борта и чистоты поверхности отверстия использование данного пуансона позволит увеличить размеры получаемых изделий.
Формула изобретения
Пуансон для отбортовки и последующей пробивки отверстия, содержащий хвостовик и ступенчатую рабочую часть с режущей кромкой и коническим выступом на рабочем торце, отличающийся тем, что, с целью увеличения высоты борта и повышения чистоты поверхности обрабатываемого отверстия, ступень рабочей части, имеющая выступ, выполнена в виде усеченного конуса, обращенного большим основанием к хвостовику, а на торце следующей ступени выполнена кольцевая площадка и на ее периферии размещена режущая кромка.
Источник информации, принятый во внимание при экспертизе:
1. Шевелев В. В. Конструкции и основы проектирования универсальных щтампов, М., «Мащиностроение, 1964, с. 162, фиг. 140 (прототип).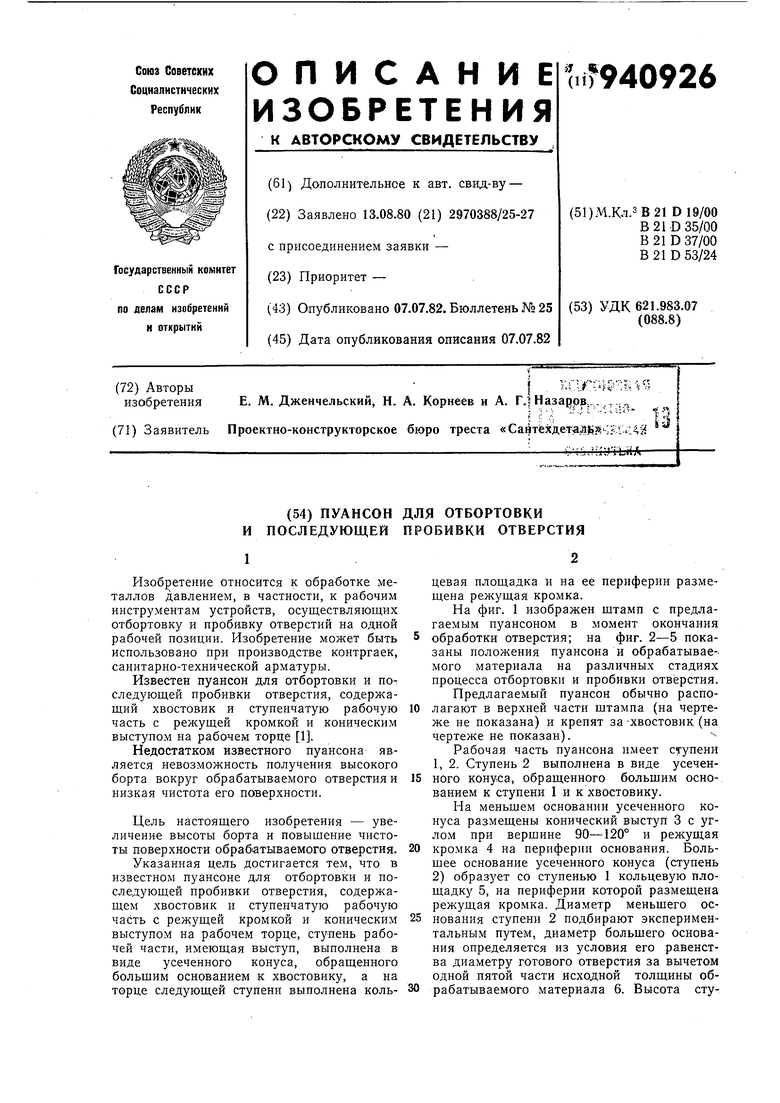
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| Штамп совмещенного действия | 1987 |
|
SU1423230A2 |
| Штамп совмещенного действия | 1985 |
|
SU1318330A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Штамп совмещенного действия для чистовой вырубки деталей и пробивки в них отверстий | 1985 |
|
SU1311606A3 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп совмещенного действия для обработки листового материала | 1977 |
|
SU683840A1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
L.
г
V
Л/
Ш
Ш
V
