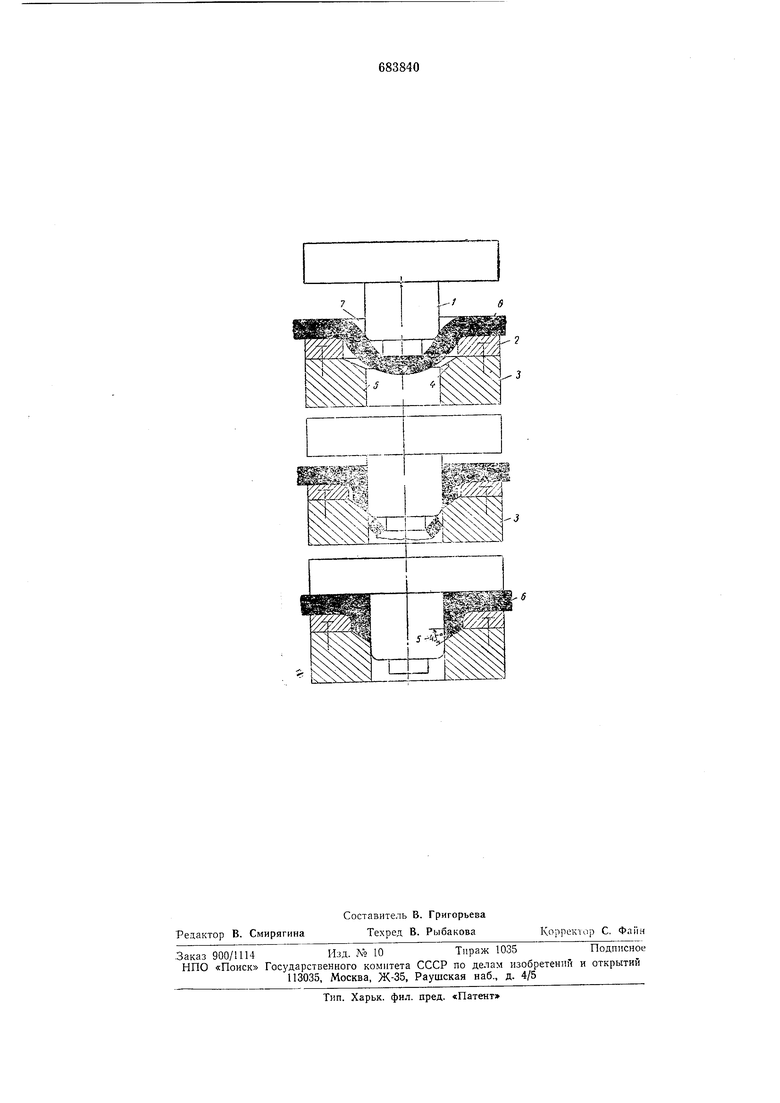
но выступающую относительно стенок отиерстия п радиальном направлении и расположенную под ней обрезную матрицу 3. Обрезная матрица 3 выступает относительно сте:;ок отверстия матрицы 2 в раднальiiOM направлении, а рабочий торец 4 выстунающей части 5 обрезной матрицы 3 наклонен так, что расстояния от этого торца до зеркала отбортовочной матрицы уменьшаются от пернферни к центру носледией. Штамп работает следующим образол:. При опускании верхней части штампа ;л заготовку 6 нуансон 1 вдавливает находяадпйся под ннм участок заготовки в отверстие 7 отбортовочной матрицы 2, затем гробипает в нем небольшое отверстие и отбортовывает его. Продолжая опускаться; пуаигон обрезает дефектную часть торца о режущую кромку обрезной матрицы 3, а латем, перемещая торец борта по рабочему торцу матрицы 3, выполненному под углом 5-45° к зеркалу матрицы, иластически деформирует его, создавая торцовый подпор, вследствие которого уменьшается радиус скруглення борта и наблюдается ттекоторое вынучивание его навстречу движению пуансона, которое устраняется осадкой борта фланцевой частью иуансоиа. Пределы, в которых выбирается угол аклоиа конической поверхности торца выступающей части обрезной матрицы, а именно 5-45°, являются оптимальными. Для угла качество среза ухудшается, а При отрезка дефектной части затруднена, а усилие отбортовки увеличивается в 1,3-1,5 раза при заметиом снижении качества получаемого борта. Формула изобретения Штамп совмеш,еиного действия для обработки листового материала, содержащий пуансон для пробивки и отбортовки отверстия и обрезки его краев и расположенные одна за д-ругой отбортовочную матрицу и частично выступающую относительно стенок ее отверстия IB радиальном направлении обрезную матрицу, отличающийся тем, что, с целью повышения стойкости об) матрицы и повышения качества получаемых изделий, рабочий торец выступающей части обрезной матрицы наклонен так, что расстояния от этого торца до зеркала отбортовочной матрицы уменьшаются от периферии к центру .последней. 2. Штамп по п. 1, отличающийся тем, что наклонный рабочий торец выступающей части обрезной матрицы паклопсн под углом к зеркалу отбортовочной матрицы, преимущественно находящимся в пределах 5-45°. 1-1сточники информации, принятые во внимание при экспертизе: . Журнал «Кузнечно-штамповочное производство, 1966, Хо 2, ст. В. А. ТимоlueiiKO. Отбортовка отверстий под резьбу без предварительной пробивки. Т. Авторское свидетельство СССР J-.l 238511, кл. 21 D 37/08, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОВМЕЩЕННЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОТБОРТОВКИ И ОБРЕЗКИ ОТВЕРСТИЙ | 1969 |
|
SU238511A1 |
| Штамп для отбортовки отверстий | 1990 |
|
SU1771848A1 |
| Способ штамповки деталей с двусторонней ступицей | 1986 |
|
SU1412841A1 |
| Штамп для пробивки отверстияВ зАгОТОВКЕ и ЕгО ОТбОРТОВКи | 1978 |
|
SU841726A1 |
| Способ изготовления тройников из листовых заготовок | 1984 |
|
SU1175585A1 |
| Комбинированный штамп совмещенного действия | 1978 |
|
SU778874A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Способ изготовления полых деталей | 1986 |
|
SU1423222A1 |
| Штамп последовательного действия | 1982 |
|
SU1044383A1 |
| Пуансон для отбортовки и последующей пробивки отверстия | 1980 |
|
SU940926A1 |